金属材料3D打印设备及方法与流程
本发明涉及3d打印,尤其涉及一种金属材料3d打印设备及方法。
背景技术:
1、目前对金属材料进行3d打印常用slm(selective laser melting,选择性激光熔化)的方法,先在成型仓中铺好设定厚度的粉末,然后通过激光扫描的方式烧结成型。
2、但是尤其在打印一些有悬空结构的零件时,采用这种方法需要设计大量的支撑结构,否则零件将无法直接打印成型。零件成型后,支撑需要在后续的工艺中去除掉,零件去除支撑的工作量极大,并且去除完后的表面形貌特别差,还需要后续的繁琐的表面处理才能提高零件的表面质量。因此,目前采用slm工艺打印悬空结构零件,仍存在流程繁琐、表面质量低的问题。
技术实现思路
1、本发明的主要目的在于提供一种金属材料3d打印设备及方法,旨在解决目前采用slm工艺打印悬空结构零件存在的流程繁琐、打印效率低的问题。
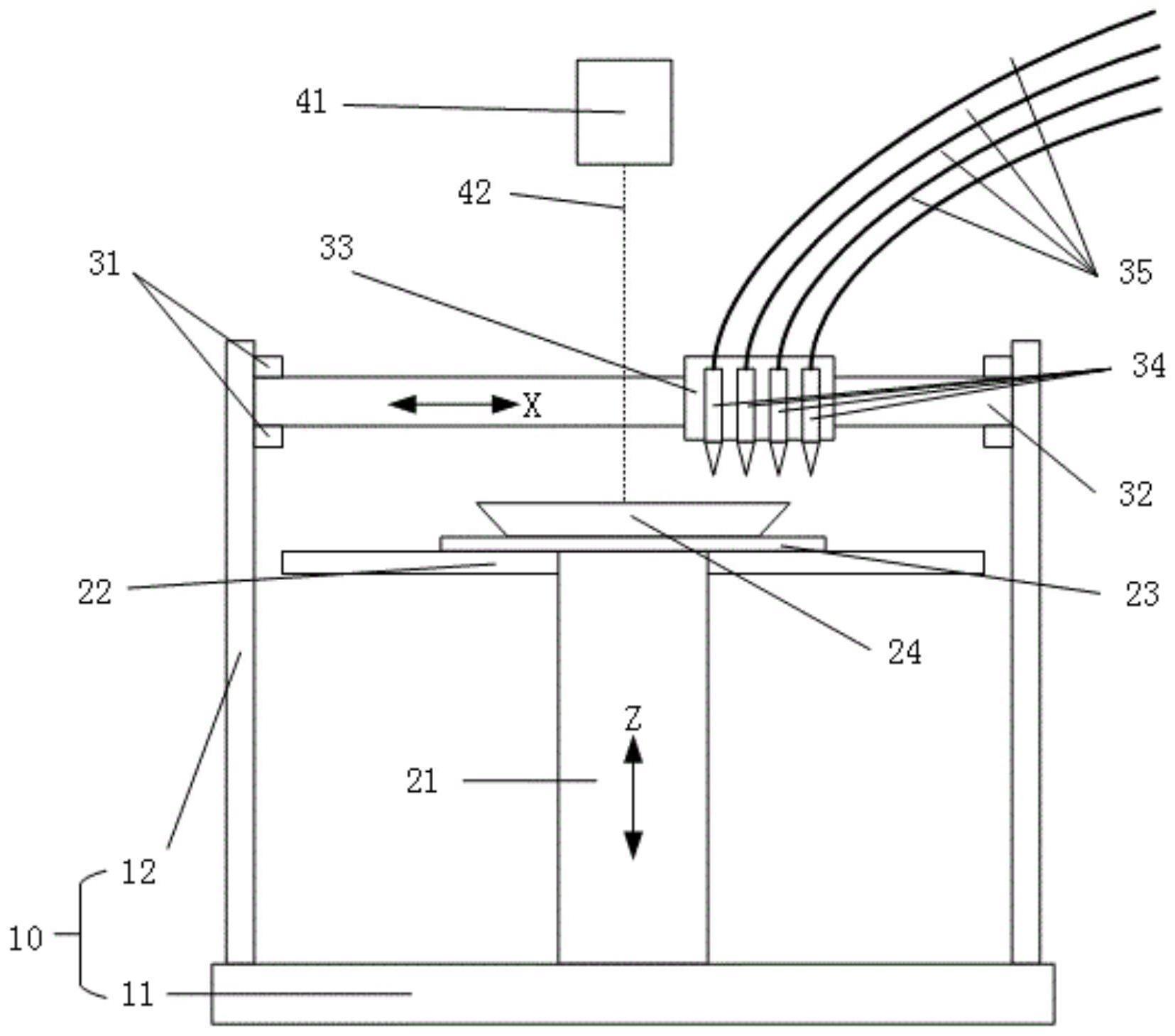
2、为实现上述目的,本发明提供一种金属材料3d打印设备,所述金属材料3d打印设备包括:
3、基座,所述基座包括底板和侧板;
4、与所述底板连接的竖直方向滑轨,所述竖直方向滑轨上安装有可移动的承载平台;
5、与所述侧板连接的水平方向滑轨,所述水平方向滑轨的位置高于所述竖直方向滑轨,所述水平方向滑轨上安装有可移动的滑杆,所述滑杆上安装有可移动的喷嘴固定装置,所述喷嘴固定装置安装有至少一个喷嘴,所述喷嘴和粉管连接;
6、位于所述水平方向滑轨上方的激光发射装置,所述激光发射装置的发射部朝向所述水平方向滑轨。
7、可选地,所述喷嘴的出粉口的口内径为1mm-2mm。
8、可选地,所述激光发射装置包括激光器和振镜。
9、可选地,所述竖直方向滑轨和所述水平方向滑轨均为单驱动双轨结构。
10、此外,为实现上述目的,本发明还提供一种金属材料3d打印方法,使用如上文所述的金属材料3d打印设备进行打印,所述金属材料3d打印方法包括以下步骤:
11、将金属粉末和粘结剂的混合物送入所述喷嘴中;
12、控制所述喷嘴固定装置按照预设铺粉路径移动,通过所述喷嘴将所述混合物铺在所述承载平台的打印基板上;
13、开启所述激光发射装置,对所述混合物进行烧结,使所述粘结剂挥发,形成金属材料工件层;
14、通过所述竖直方向滑轨下降所述承载平台,使所述喷嘴和所述金属材料工件层之间维持预设距离,重复进行铺粉和烧结,直至得到完整的工件。
15、可选地,所述喷嘴为多个,各所述喷嘴中包含的金属粉末元素种类不同。
16、可选地,所述金属材料工件层的层厚为30μm-100μm。
17、可选地,所述激光发射装置的工作功率为300w-500w。
18、可选地,所述工件为悬空结构。
19、可选地,所述混合物中,粘结剂和金属粉末的质量比为1:5-1:10。
20、本发明提供的金属材料3d打印设备,包括:基座,所述基座包括底板和侧板;与所述底板连接的竖直方向滑轨,所述竖直方向滑轨上安装有可移动的承载平台;与所述侧板连接的水平方向滑轨,所述水平方向滑轨的位置高于所述竖直方向滑轨,所述水平方向滑轨上安装有可移动的滑杆,所述滑杆上安装有可移动的喷嘴固定装置,所述喷嘴固定装置安装有至少一个喷嘴,所述喷嘴和粉管连接;位于所述水平方向滑轨上方的激光发射装置,所述激光发射装置的发射部朝向所述水平方向滑轨。在进行打印的过程中,金属粉末和粘结剂的混合物从喷嘴中射出,到达承载平台的打印基板上,喷嘴固定装置带动喷嘴按照预设铺粉路径形成工件截面的形状,通过激光发射装置对混合物进行高温烧结,在高温的作用下混合物中的粘结剂完全挥发,如此,在打印悬空结构零件时,粘结剂的粘结作用可以代替原本支撑结构的支撑作用,实现无支撑的slm打印,由于打印时未添加支撑,粘结剂可以在激光的作用下完全去除,无需进行支撑的去除,打印流程极大的简化,表面质量得到提升。
技术特征:
1.一种金属材料3d打印设备,其特征在于,所述金属材料3d打印设备包括:
2.如权利要求1所述的金属材料3d打印设备,其特征在于,所述喷嘴的出粉口的内径为1mm-2mm。
3.如权利要求1所述的金属材料3d打印设备,其特征在于,所述激光发射装置包括激光器和振镜。
4.如权利要求1所述的金属材料3d打印设备,其特征在于,所述竖直方向滑轨和所述水平方向滑轨均为单驱动双轨结构。
5.一种金属材料3d打印方法,其特征在于,使用如权利要求1-4中任一项所述的金属材料3d打印设备进行打印,所述金属材料3d打印方法包括以下步骤:
6.如权利要求5所述的金属材料3d打印方法,其特征在于,所述喷嘴为多个,各所述喷嘴中包含的金属粉末元素种类不同。
7.如权利要求5所述的金属材料3d打印方法,其特征在于,所述金属材料工件层的层厚为30μm-100μm。
8.如权利要求5所述的金属材料3d打印方法,其特征在于,所述激光发射装置的工作功率为300w-500w。
9.如权利要求5所述的金属材料3d打印方法,其特征在于,所述工件为悬空结构。
10.如权利要求5-9中任一项所述的金属材料3d打印方法,其特征在于,所述混合物中,粘结剂和金属粉末的质量比为1:5-1:10。
技术总结
本发明公开了一种金属材料3D打印设备及方法,属于3D打印技术领域,金属材料3D打印设备包括:基座,基座包括底板和侧板;与底板连接的竖直方向滑轨,竖直方向滑轨上安装有可移动的承载平台;与侧板连接的水平方向滑轨,水平方向滑轨的位置高于竖直方向滑轨,水平方向滑轨上安装有可移动的滑杆,滑杆上安装有可移动的喷嘴固定装置,喷嘴固定装置安装有至少一个喷嘴,喷嘴和粉管连接;位于水平方向滑轨上方的激光发射装置,激光发射装置的发射部朝向水平方向滑轨。本发明采用无支撑的3D打印方法,实现了简化悬空结构零件打印流程,提升零件表面质量的技术效果。
技术研发人员:马治博,陈国超,高超峰,汤华平,饶衡,毕云杰
受保护的技术使用者:季华实验室
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!