一种410铁素体不锈钢制造方法与流程
本发明涉及不锈钢生产,具体涉及一种410铁素体不锈钢制造方法。
背景技术:
1、铁素体不锈钢是在使用状态下以铁素体为主的不锈钢,铬含量在11%-30%,具有体心立方晶体结构。这类钢具有热导率大、膨胀系数小、抗氧化性好、抗应力腐蚀优良等特点。铁素体不锈钢除具有不锈性和耐局部腐蚀性之外,其耐氯化物应力腐蚀、耐点蚀、耐缝隙腐蚀等局部腐蚀性能优良。是一种节约资源、环境友好型的不锈钢,广泛应用在汽车、铁路运输、家电、建筑内装饰等领域。
2、绝大部分不锈钢企业通常采用电弧炉-aod(vod)或初炼炉-铁水预处理(转炉)-aod(vod)二步法冶炼铁素体不锈钢,以上述工艺冶炼得到的铁素体不锈钢一般不含ni,钢中的ni含量几乎为零,这种不锈钢的硬度和屈服强度较低,材质更加适合于冲压件加工,而不适用于结构件的加工。
3、综上所述,现有技术中存在以下问题:以电弧炉或初炼炉-铁水预处理(转炉)工艺路线冶炼的无镍铁素体不锈钢硬度和屈服强度较低。
技术实现思路
1、本发明提供一种410铁素体不锈钢及其制造方法,以解决无镍铁素体不锈钢硬度和屈服强度较低的问题。
2、本发明还提出一种410铁素体不锈钢,所述410铁素体不锈钢化学成分重量百分比为c:0.03~0.07wt%,si≤0.60wt%,mn≤0.55wt%,p≤0.040wt%,s≤0.005wt%,n≤0.050wt%,cu:≤0.03wt%,cr:11.50-13.50wt%,ni:0.40-0.60wt%。
3、进一步地:成品厚度为1.8-4mm。
4、进一步地:成品厚度为2.6mm、3.0mm、3.2mm。
5、进一步地:所述410铁素体不锈钢化学成分重量百分比为c:0.062wt%,si:0.56wt%,mn:0.42wt%,p:0.033wt%,s:0.005wt%,n:0.044wt%,cu:0.03wt%,cr:12.37wt%,ni:0.56wt%。
6、进一步地:所述410铁素体不锈钢化学成分重量百分比为c:0.047wt%,si:0.49wt%,mn:0.35wt%,p:0.033wt%,s:0.006wt%,n:0.023wt%,cu:0.03wt%,cr:12.34wt%,ni:0.50wt%。
7、所述410铁素体不锈钢采用410铁素体不锈钢制造方法制成。
8、本发明还提出一种410铁素体不锈钢制造方法,所述410铁素体不锈钢制造方法包括:
9、所述410铁素体不锈钢化学成分重量百分比为c:0.03~0.07wt%,si≤0.60wt%,mn≤0.55wt%,p≤0.040wt%,s≤0.005wt%,n≤0.050wt%,cu:≤0.03wt%,cr:11.50-13.50wt%,ni:0.40-0.60wt%;余量为fe和不可避免的微量元素;
10、所述铁素体不锈钢的制造方法,其工艺路线为:红土镍矿、烧结、初炼炉冶炼、aod精炼、lf精炼、板坯连铸、热连轧、退火、检验包装入库;
11、所述aod精炼中:铁水兑入aod炉后,按重量百分比分批次加入废钢、高碳铬铁,并加入硅铁升温进行熔化合金炉料,化钢结束后分阶段调整o2:ar比例吹炼,将碳含量降低到成分设定范围,出钢温度控制在1580℃~1610℃。
12、进一步地,lf精炼:钢水在lf炉进行造渣及吹氩,吹氩时间8-12min。
13、进一步地,板坯连铸:采用中间包浇注温度为1530~1550℃,中间包使用碱性覆盖剂,钢水过热度25~30℃控制,结晶器冷却水窄面流量15-16m3/h;宽面流量90-100m3/h,铸坯拉速为0.70~0.90m/min,矫直温度≥980℃。
14、进一步地,
15、热连轧:控制铸坯加热温度为1130~1170℃,均热温度1140~1160℃,保证铸坯在炉时间≥185min,避免加热时间过长,使高温铁素体相数量增加;采用四机架粗轧+九架精轧热连轧机,终轧温度控制在940~1000℃,卷取温度680~720℃。
16、进一步地退火:热轧卷在720~740℃温度进行20~24小时的长时间保温并缓冷。
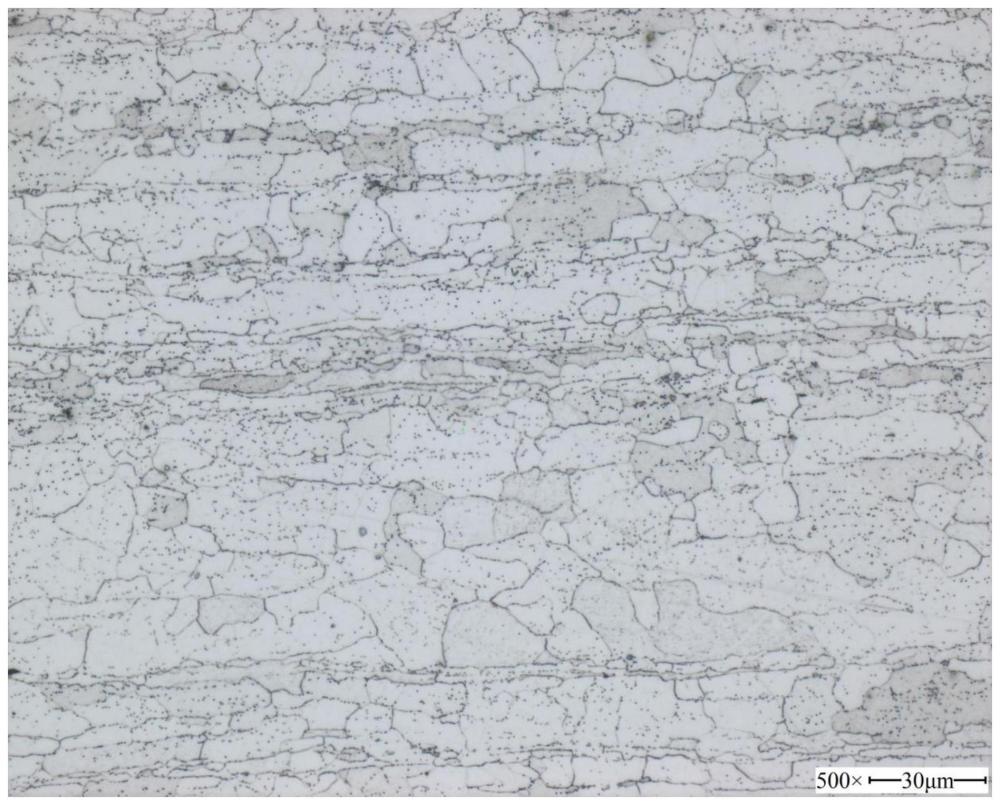
17、本发明以红土镍矿为原料,采用合适的成分配比和制造工艺,冶炼轧制铁素体不锈钢410,材质具有合适的硬度和屈服强度、抗拉强度,解决了必须以电弧炉或初炼炉-转炉工序得到无镍铁水才能生产铁素体不锈钢的问题。钢中含有0.4-0.6%的镍,钢的屈服强度较高,能够用于一般的结构件用途。本发明所得的铁素体不锈钢屈服强度rel≥300mpa,抗拉强度rm≥500mpa,延伸率a≥20%,洛氏硬度hrb≤89,金相组织为:铁素体+极少量马氏体+弥散均匀分布的碳化物,其中铁素体含量≥95%,可以达到95%,96%,97%,98%,99%,晶粒度级别9.0级-10.0级。进而,采用合适成分和工艺,本发明所得的铁素体不锈钢屈服强度rel:340-390mpa,抗拉强度rm:510-560mpa,延伸率a:25%-38%,洛氏硬度hrb:65-78。
技术特征:
1.一种410铁素体不锈钢制造方法,其特征在于,所述410铁素体不锈钢制造方法包括:
2.如权利要求1所述的410铁素体不锈钢制造方法,其特征在于:所述410铁素体不锈钢化学成分重量百分比为c:0.055wt%,si:0.39wt%,mn:0.31wt%,p:0.033wt%,s:0.005wt%,n:0.032wt%,cu:0.03wt%,cr:12.10wt%,ni:0.54wt%。
3.如权利要求1所述的410铁素体不锈钢制造方法,其特征在于:成品厚度为2.6mm。
4.如权利要求1所述的410铁素体不锈钢制造方法,其特征在于:热连轧:控制铸坯加热温度为1130~1170℃,均热温度1140~1160℃,保证铸坯在炉时间≥185min,避免加热时间过长,使高温铁素体相数量增加;采用四机架粗轧+九架精轧热连轧机,终轧温度控制在940~1000℃,卷取温度680~720℃。
5.如权利要求1所述的410铁素体不锈钢制造方法,其特征在于:热轧卷在720~740℃温度进行20~24小时的长时间保温并缓冷。
6.如权利要求1所述的410铁素体不锈钢制造方法,其特征在于:所得的铁素体不锈钢屈服强度rel:347mpa,抗拉强度rm:554mpa,延伸率a:25.6%,洛氏硬度hrb:74.0。
7.如权利要求1所述的410铁素体不锈钢制造方法,其特征在于:lf精炼:钢水在lf炉进行造渣及吹氩,吹氩时间8-12min。
8.如权利要求1所述的410铁素体不锈钢制造方法,其特征在于,铁素体含量≥95%,晶粒度级别9.0级-10.0级。
9.如权利要求1所述的410铁素体不锈钢制造方法,其特征在于,
技术总结
本发明提供了一种410铁素体不锈钢制造方法,所述410铁素体不锈钢化学成分重量百分比为C:0.03~0.07wt%,Si≤0.60wt%,Mn≤0.55wt%,P≤0.040wt%,S≤0.005wt%,N≤0.050wt%,Cu:≤0.03wt%,Cr:11.50‑13.50wt%,Ni:0.40‑0.60wt%;所述铁素体不锈钢其工艺路线为:红土镍矿、烧结、初炼炉冶炼、AOD精炼、LF精炼、板坯连铸、热连轧、退火、检验包装入库。本发明钢中含有0.4‑0.6%的镍,钢的屈服强度较高,能够用于一般的结构件用途。
技术研发人员:吴海林,陈思,陈明勇,曾垚,胡中,李宗强,王碧,罗兴壮,陈盛淋,王伦,李永武,李贽
受保护的技术使用者:广西柳州钢铁集团有限公司
技术研发日:
技术公布日:2024/2/29
- 还没有人留言评论。精彩留言会获得点赞!