一种电机端盖的制备工艺的制作方法
本发明涉及电机配件的生产,特别是涉及了一种电机端盖的制备工艺。
背景技术:
1、电机的壳体结构中主要包括外壳和前后端盖,在生产制备中,外壳采用消失模铸造居多,而端盖多是采用型壳铸造或者砂铸,如专利申请号cn202011526272.7公开了一种电机端盖及其制备工艺,包括如下步骤:s1.原料的混合;将mg、ge、ceo、fe、mn和al等原料预热至150-180℃,然后将al加入到熔炼炉中于720-740℃下熔化,待al完全熔化后加入mg、ge、ceo、fe和mn,完全熔化并搅拌均匀,形成金属混合液;s2.除渣和精炼;将s1的金属混合液进行精炼、除渣;s3.压铸;先将模具预热到320-420℃,再将s2的金属混合液在630-730℃下压铸到模具型腔,并于70-85mpa下保压15-18s,成型得到电机端盖铸件;s4.铸件处理;将s3的电机端盖铸件进行强化固溶处理和时效处理;s5.成品精整;经过表面精整得到电机端盖的成品。该工艺中把金属混合液注入模具中,成形为端盖铸件,而在专利申请号cn202211727236.6公开了一种用于生产电机盖的浇铸设备,其设置了多个可以相互靠近或远离的模具板,利用模具板的拼接组成多个浇筑型腔,浇注完成后拆模,采用模具板的结构拆模较为困难,容易损伤铸件,影响铸件的质量,端盖的合格率低;而目前常用的砂型铸造,每次只能铸造一组端盖,在铸造完成后从砂箱中取出铸件,如此反复操作,其工作强度大,生产效率低,无法实现大批量的生产,严重影响后续的生产工序。因此,本发明揭示一种电机端盖的制备工艺解决以上问题。
技术实现思路
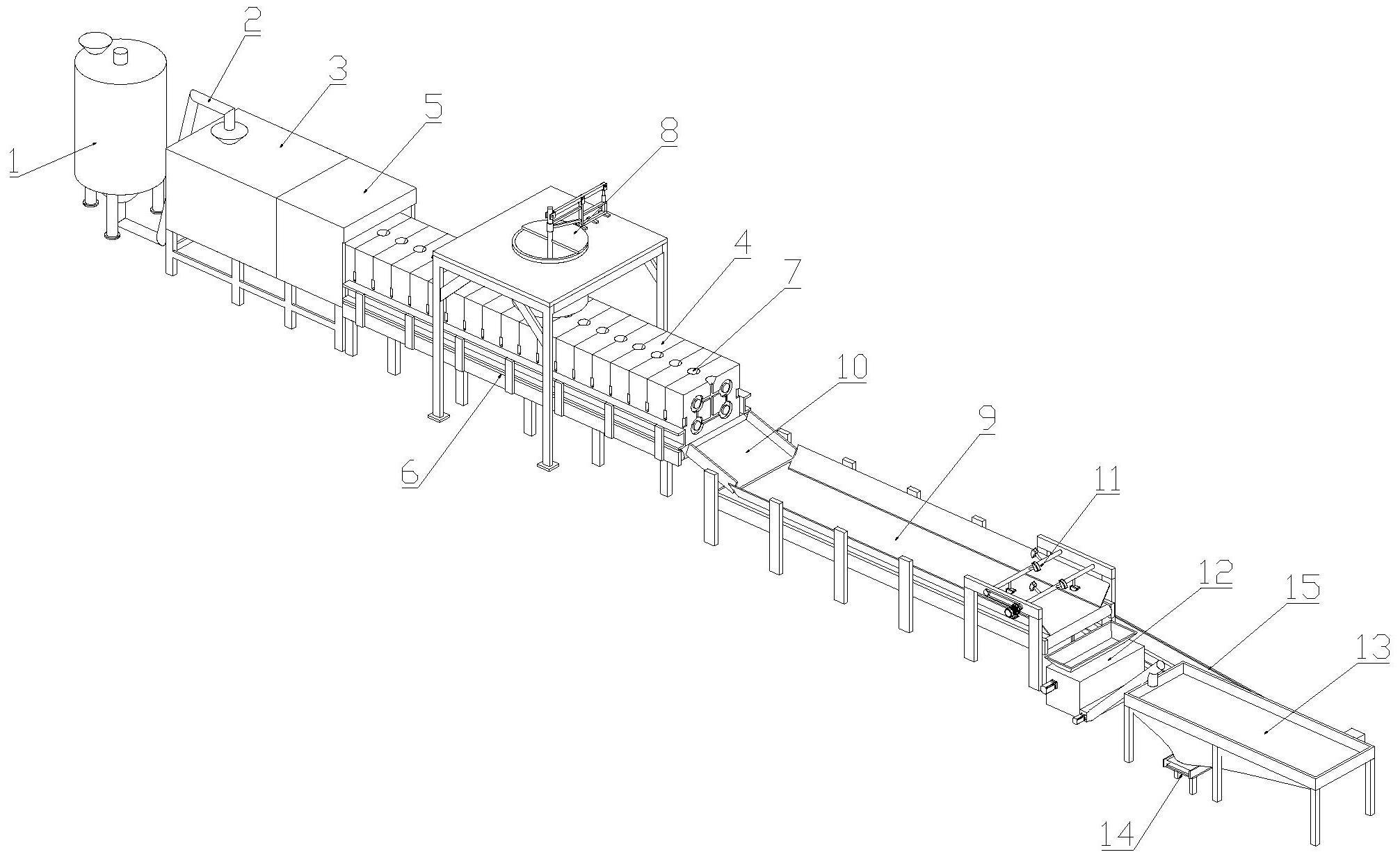
1、基于此,有必要针对上述技术问题,提供一种电机端盖的制备工艺,通过在黏土砂中添加陶土、煤粉加水混合制成固态砂模,并利用第一输送机构传输,使得固态砂模紧贴形成模腔,前后部分的固态砂模互相挤压,保证了浇注时模腔内部尺寸,提高了铸件的生产精度,同时浇注完成后,在第二输送机构上进行拆模,拆模方便,且拆模后的固态砂模粉碎、筛选后还可以回收利用,减少了物料损耗,整体工艺实现了流水线式浇注,能够自动、批量化生产,降低了工人的劳动强度,大大提高了生产效率,进而提高了企业效益。
2、为了解决上述技术问题,本发明采用了如下所述的技术方案:
3、一种电机端盖的制备工艺,其包括如下步骤:
4、s1、配料:将以下重量份的陶土2-8%、煤粉1-7%、水3-9%以及余量的粘土砂在搅拌机内混合,得到混合料;
5、s2、制模:混合料经过输送管输送到制模机内,混合料经过制模机内部的成形模具,制备固态砂模,然后经过固化室固化后输出;
6、s3、输送砂模:第一输送机构把固态砂模沿着直线输送,相邻的固态砂模紧贴且相邻的固态砂模之间形成有模腔,模腔连通有浇注口;
7、s4、浇注:第一输送机构的上方设置有浇注机构,浇注机构经过固态砂模上浇注口向模腔内注入金属液,在模腔内成型为端盖铸件;
8、s5、拆模:第一输送机构把浇注后的固态砂模输送至第二输送机构,并在第二输送机构上进行拆模,得到端盖铸件;
9、s6、回收:固态砂模经过第二输送机构末端输出后,粉碎、筛选后回收再利用。
10、作为本发明提供的所述电机端盖的制备工艺的一种优选实施方式,所述步骤s1中混合料包括以下重量份的组料:陶土5%、煤粉4%、水6%以及余量的粘土砂。
11、作为本发明提供的所述电机端盖的制备工艺的一种优选实施方式,所述步骤s2中固态砂模的两侧面分别设有模槽一和模槽二,相邻的两个固态砂模上的模槽一和模槽二合模形成模腔,且在固态砂模的侧边设置有开模槽。
12、作为本发明提供的所述电机端盖的制备工艺的一种优选实施方式,所述步骤s4中的浇注机构包括架体,所述架体的上方固定有平台,所述平台上固定有浇注罐,所述浇注罐的内腔下部为锥形槽且锥形槽的底部设置有漏液孔,所述平台上设置有封堵漏液孔的封堵结构。
13、作为本发明提供的所述电机端盖的制备工艺的一种优选实施方式,所述封堵结构包括锥形封堵头、连杆、支架、滑套和杠杆结构,所述支架固定在平台上,支架的一端固定有滑套,所述连杆滑动穿过滑套且锥形封堵头固定在连杆的下端,所述杠杆结构安装在支架上且杠杆结构的自由端活动连接连杆的上端。
14、作为本发明提供的所述电机端盖的制备工艺的一种优选实施方式,所述杠杆结构包括转动杆和液压缸,所述转动杆的两侧与支架活动连接,转动杆的一端转动连接液压缸,液压缸安装在支架上,转动杆的另一端活动连接连杆的上端。
15、作为本发明提供的所述电机端盖的制备工艺的一种优选实施方式,所述第二输送机构的输送面低于第一输送机构的输送面且第一输送机构的末端与第二输送机构的前端通过倾斜板架连接。
16、作为本发明提供的所述电机端盖的制备工艺的一种优选实施方式,所述步骤s6中,第二输送机构的末端设置有敲击机构和粉碎机构,所述敲击机构设于第二输送机构的末端上方,所述粉碎机构设于第二输送机构的输出口,粉碎机构把固态砂模粉碎并输送到筛选机构内进行筛选,筛选出的粉料经过横向输送机构输送至回料输送机构上,经过回料输送机构回输,达到回收再利用。
17、作为本发明提供的所述电机端盖的制备工艺的一种优选实施方式,所述敲击机构包括固定在第二输送机构上方的端架,所述端架之间活动连接有轴杆,所述轴杆的一端设置有动力系统,所述轴杆上设置有若干通过支杆固定的敲击锤。
18、作为本发明提供的所述电机端盖的制备工艺的一种优选实施方式,所述粉碎机构包括粉碎箱,所述粉碎箱上设置有进料斗,进料斗位于第二输送机构的输出口下方,所述粉碎箱的下端设置有横绞龙结构,所述横绞龙结构的一端设置有斜绞龙结构,所述斜绞龙结构的出料口位于筛选机构的上方。
19、与现有技术相比,本发明有以下有益效果:
20、本发明提供的电机端盖的制备工艺,通过在黏土砂中添加陶土、煤粉加水混合制成固态砂模,并利用第一输送机构传输,使得固态砂模紧贴形成模腔,前后部分的固态砂模互相挤压,保证了浇注时模腔内部尺寸,提高了铸件的生产精度,同时浇注完成后,在第二输送机构上进行拆模,拆模方便,且拆模后的固态砂模粉碎、筛选后还可以回收利用,减少了物料损耗,整体工艺实现了流水线式浇注,能够自动、批量化生产,降低了工人的劳动强度,大大提高了生产效率,进而提高了企业效益。
21、本发明提供的电机端盖的制备工艺,在浇注机构上的浇筑罐内设置锥形槽,利用杠杆结构驱动封堵结构上下移动,实现对锥形槽底部的漏液孔进行开启和闭合,固态砂模在第一输送机构的带动下向前移动,浇注机构依次对模腔进行浇注,完成顺序浇注,实现了自动化浇注,保证了浇注的精准性,提高了浇注效率。
22、本发明提供的电机端盖的制备工艺,固态砂模在取出铸件后,输送至第二输送机构的末端,利用敲击机构的敲击锤击打固态砂模,把整块固态砂模碎成小块,并输送到粉碎机构的粉碎箱内进行粉碎,粉碎后的混合料经过绞龙结构输送到筛选机构内进行筛选,得到符合粒径要求的回收混合物,实现回收再利用。
- 还没有人留言评论。精彩留言会获得点赞!