一种TC4钛合金表面渗碳工艺的制作方法
本发明属于钛合金热处理,涉及一种tc4钛合金表面渗碳工艺。
背景技术:
1、钛及钛合金具有高比强度、优良的耐腐蚀性、良好的耐高温性能等,作为结构和功能材料广泛用于航空航天等领域。但是,钛合金存在表面硬度低、易粘着、耐磨性能差的缺点。钛合金的硬度通常不超过350hv,这样的表面硬度不能满足实际应用的要求。钛合金表面通过渗碳化学热处理改性后可得到强化,强化后的钛合金硬度、耐腐蚀性、耐磨性都得到了提高。
2、钛合金渗碳主要有固体渗碳、气体渗碳、激光渗碳和离子渗碳等。固体渗碳技术方法简单易行、成本低廉,但难以控制氧浓度,获得的渗碳层不均匀,且厚度较小;气体渗碳成本低、简单易行,气体介质选用高纯度甲烷或一氧化碳,如果渗碳过程中存在其他元素,会引起氢脆,对气体的成本要求高;激光渗碳是合金表面局部强化,残余应力大,易开裂,表面质量差需加工;离子渗碳优点是渗碳时间短、渗速快、渗层深、渗层组织结构均匀,对设备仪器要求高,成本高,对零件形状有选择性。
技术实现思路
1、有鉴于此,本发明的目的在于解决上述问题,提供一种tc4钛合金表面渗碳工艺。该工艺不限制热处理渗碳设备和高纯度渗碳气体,采用普通的可控气氛渗碳炉、富化气丙烷(c3h8)和氧化性气体co2作为渗碳气体即可满足要求,该工艺可保证齿部渗层均匀、表面硬度高,重复性好,产品质量稳定。
2、为达到上述目的,本发明提供如下技术方案:
3、一种tc4钛合金表面渗碳工艺,包括如下步骤:
4、s1、根据工件技术要求,先进行预备热处理:固溶、时效处理28~32hrc;
5、s2、固溶时效完成后,工件经精车、滚齿加工后,进行清洗烘干;
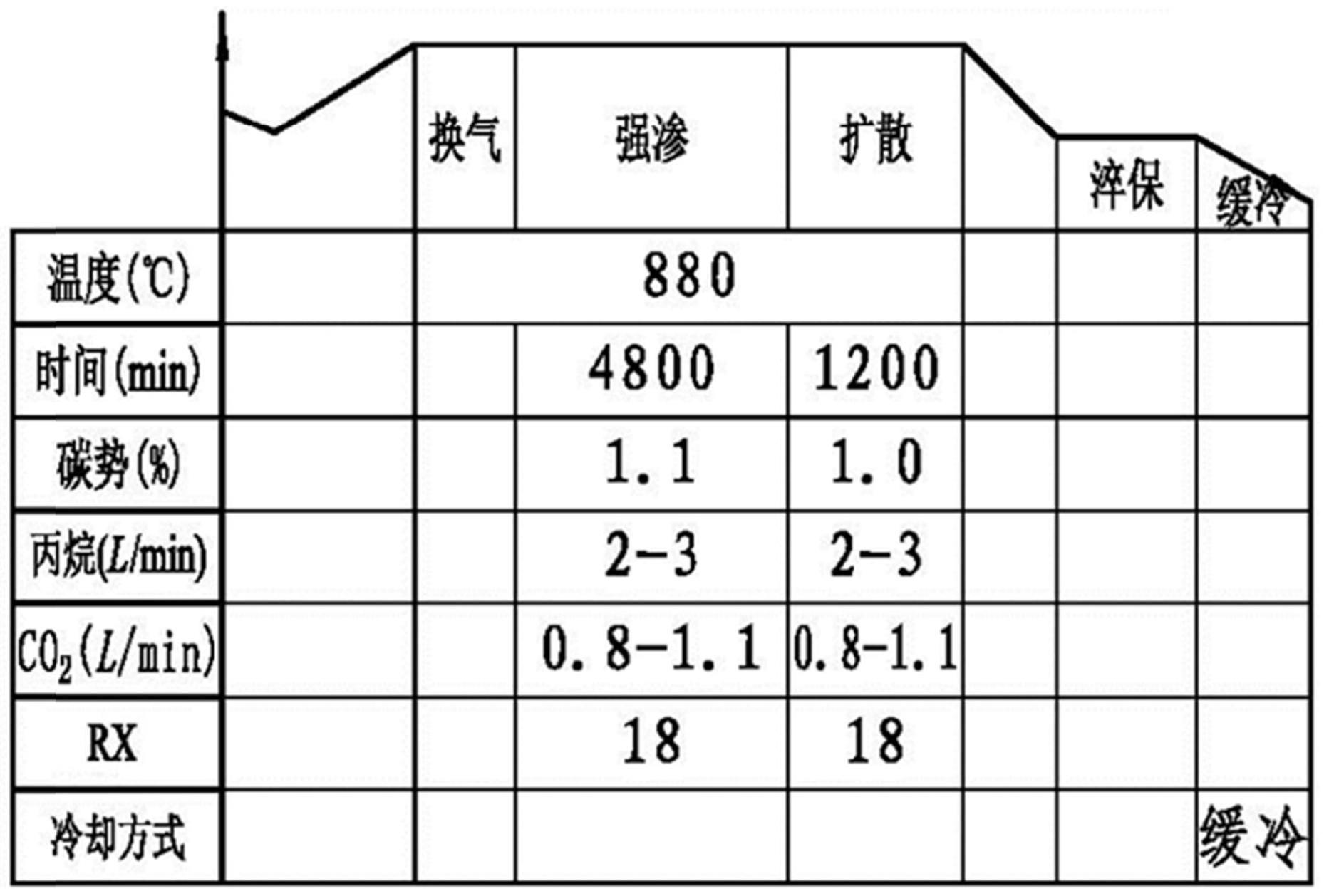
6、s3、在普通的可控气氛渗碳炉中进行渗碳处理:产品平放在工装上,780℃入炉,通入rx气体流量为18m3/h,随炉升温至渗碳的强渗阶段,强渗阶段的工艺参数为:强渗渗碳温度880℃、强渗碳势1.1%、强渗时间4800min、丙烷流量2~3l/min、co2流量0.8~1.1l/min;
7、然后进入渗碳的扩散阶段,扩散阶段的工艺参数为:扩散渗碳温度880℃、扩散碳势1.0%、扩散时间1200min、丙烷流量2~3l/min、co2流量0.8~1.1l/min;
8、s4、渗碳结束后,将产品出炉进前室缓冷30min后出炉空冷。
9、进一步,步骤s1中,预备热处理的工艺参数为:930±10℃×60min出炉水冷,680±10℃×2h出炉空冷。
10、进一步,制得的tc4钛合金产品的表层组织中碳化物呈颗粒状分布,渗碳层分布均匀,表面硬度≥91hr15n。
11、本发明的有益效果在于:
12、本发明与其它的气体渗碳方法相比,此方法由富化气丙烷(c3h8)和氧化性气体co2作为直生式渗碳气体。碳传递系数β较高,是可控气氛渗碳的两倍;设备投资少,通过调整氧化性气体co2的通入量,精确地控制炉气碳势;渗碳层均匀,重现性好,产品质量稳定。本工艺气体消耗量低于吸热式气氛渗碳,制得的产品表层光滑、无氢脆,表层有一层致密的tic强化相,组织中碳化物呈颗粒状分布,渗碳层分布均匀,表面硬度≥91hr15n,提高了产品的耐磨性。
13、本发明的其他优点、目标和特征在某种程度上将在随后的说明书中进行阐述,并且在某种程度上,基于对下文的考察研究对本领域技术人员而言将是显而易见的,或者可以从本发明的实践中得到教导。本发明的目标和其他优点可以通过下面的说明书来实现和获得。
技术特征:
1.一种tc4钛合金表面渗碳工艺,其特征在于,包括如下步骤:
2.根据权利要求1所述的tc4钛合金表面渗碳工艺,其特征在于:步骤s1中,预备热处理的工艺参数为:930±10℃×60min出炉水冷,680±10℃×2h出炉空冷。
3.根据权利要求1所述的tc4钛合金表面渗碳工艺,其特征在于:制得的tc4钛合金产品的表层组织中碳化物呈颗粒状分布,渗碳层分布均匀,表面硬度≥91hr15n。
技术总结
本发明属于钛合金热处理技术领域,涉及一种TC4钛合金表面渗碳工艺,包括预备热处理:固溶、时效处理、精车、滚齿、清洗烘干;在普通的可控气氛渗碳炉中进行渗碳处理。该工艺不限制热处理渗碳设备和高纯度渗碳气体,采用普通的可控气氛渗碳炉、富化气丙烷(C<subgt;3</subgt;H<subgt;8</subgt;)和氧化性气体CO<subgt;2</subgt;作为渗碳气体即可满足要求,该工艺可保证齿部渗层均匀、表面硬度高,重复性好,产品质量稳定。
技术研发人员:刘顺平,孙飞,王广安,冉飞
受保护的技术使用者:重庆清平机械有限责任公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!