一种小口径腔长控制镜的镜面加工方法与流程
本申请一般涉及腔长控制镜加工,尤其涉及一种小口径腔长控制镜的镜面加工方法。
背景技术:
1、在激光陀螺的光学零件中,有一种腔长控制镜,其材料为远紫外光学石英玻璃zs-1,其待加工面由平面光胶面构成的圆环(如图2中的c面),及圆环中央的球面反射面(如图2中的d面)组成,为了使腔长控制镜达到设定的光学特性,其球面反射面的失高和光滑度需要达到设定指标要求,其中球面反射面的失高较小,在加工该面时一般会不可避免的与平面光胶面发生干涉,以破坏平面光胶面的光滑度。现有的对于上述待加工面进行加工的方法为:先打磨平面光胶面再打磨球面反射面,或先打磨球面反射面再打磨平面光胶面,但以上两种加工方法均会存在干涉问题,即对在后加工的镜面部位进行打磨时,由于尺寸原因打磨工具和在先已完成打磨的镜面部位均会发生干涉,而造成对已完成打磨的镜面部位的破坏,从而使得加工后的腔长控制镜无法满足设定的光学特性。因此针对以上情况如何提供一种可以满足腔长控制镜设定光学特性的加工方法已成为本领域亟待解决的问题。
技术实现思路
1、鉴于现有技术中的上述缺陷或不足,期望提供一种可以满足腔长控制镜设定光学特性的小口径腔长控制镜的镜面加工方法。具体技术方案包括如下步骤:
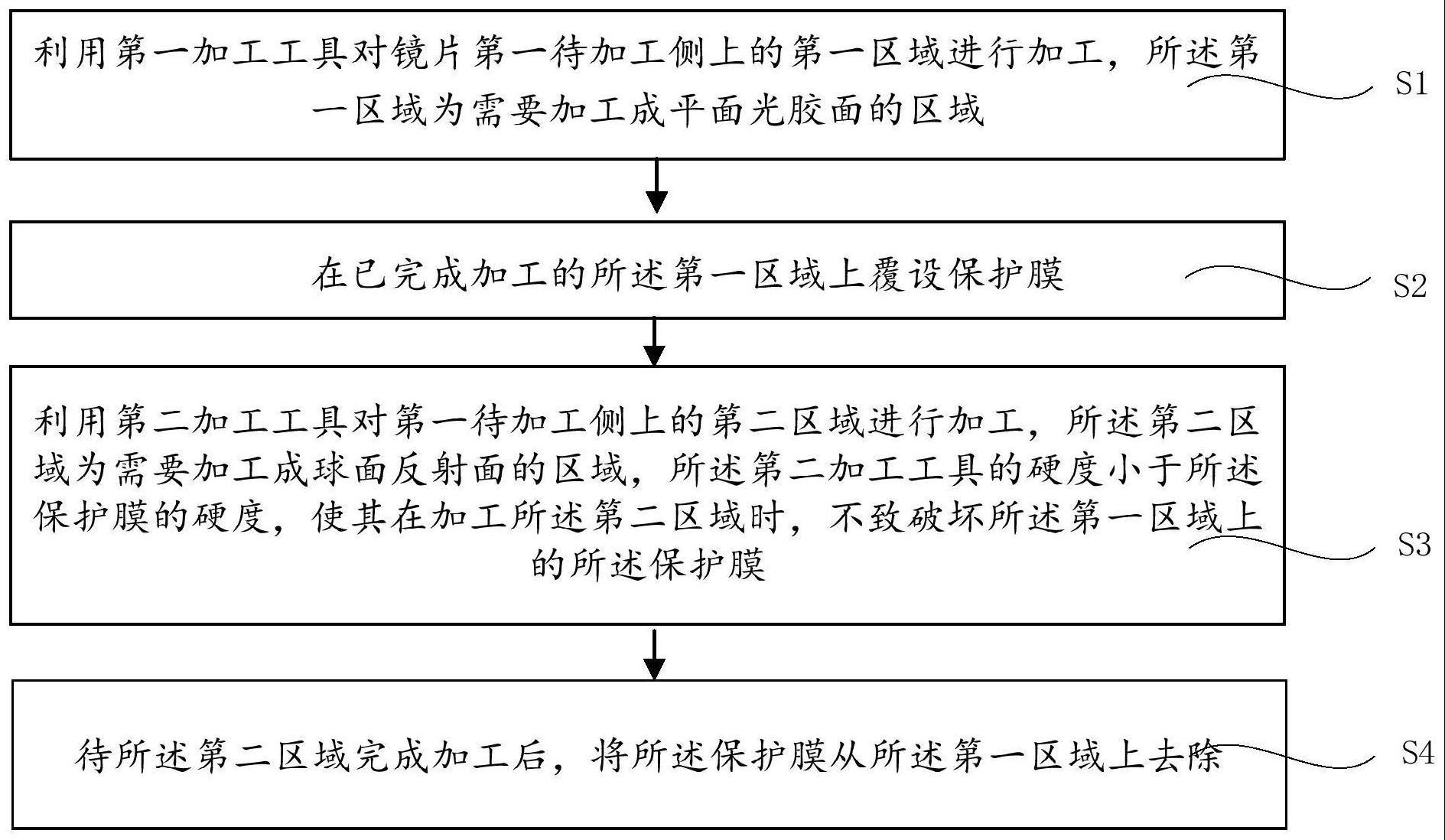
2、利用第一加工工具对镜片第一待加工侧上的第一区域进行加工,所述第一区域为需要加工成平面光胶面的区域;
3、在已完成加工的所述第一区域上覆设保护膜;
4、利用第二加工工具对第一待加工侧上的第二区域进行加工,所述第二区域为需要加工成球面反射面的区域,所述第二加工工具的硬度小于所述保护膜的硬度,使其在加工所述第二区域时,不致破坏所述第一区域上的所述保护膜;
5、待所述第二区域完成加工后,将所述保护膜从所述第一区域上去除。
6、作为本申请的进一步限定,所述在已完成加工的所述第一区域上覆设保护膜,具体包括如下步骤:
7、在所述第一区域镀制一层金属膜。
8、作为本申请的进一步限定,所述将所述保护膜从所述第一区域上去除,具体包括如下步骤:
9、通过与所述金属膜相应的化学试剂将所述金属膜洗去。
10、作为本申请的进一步限定,所述金属膜为内层厚度在100nm的铝,及外层厚度在50nm的氧化铝形成的复合层。
11、作为本申请的进一步限定,所述化学试剂为成分配比为1:4:10的h2o2、hcl、h2o混合液。
12、作为本申请的进一步限定,在所述利用第一加工工具对待加工镜面上的第一区域进行加工之前,还包括如下步骤:
13、对所述镜片上除所述第一待加工侧之外的待加工面进行加工,使其分别满足设定要求;
14、将所述第一待加工侧表面粗糙度加工至ra1.0。
15、作为本申请的进一步限定,所述利用第一加工工具对镜片第一待加工侧上的第一区域进行加工,具体为利用装有500目氧化铈抛光液的抛光机对所述第一区域进行抛光研磨,使其面形精度达到nc=0.1、δnc=0.02;表面粗糙度达到ra0.012;表面疵病达到bc=ⅰ-10;
16、所述利用第二加工工具对镜片第一待加工侧上的第二区域进行加工,具体为利用装有500目氧化铈抛光液的抛光机对所述第二区域进行抛光研磨,使其面形精度达到nd=0.05、δnd=0.01;表面粗糙度达到rq0.2;表面疵病达到bd=0。
17、本申请有益效果在于:
18、本方案中,在完成对所述第一区域的加工后,通过在其上覆设硬度强于所述第二加工工具的所述保护膜,使得当利用所述第二工具对所述第二区域进行加工时,即便与所述第一区域所在位置处发生干涉,也不会使保护膜遭到破坏,进而也不会破坏到所述第一区域,进而使得被加工好的所述第一区域结构精密度和光学特性可以达到设定标准。
技术特征:
1.一种小口径腔长控制镜的镜面加工方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的小口径腔长控制镜的镜面加工方法,其特征在于,所述在已完成加工的所述第一区域上覆设保护膜,具体包括如下步骤:
3.根据权利要求2所述的小口径腔长控制镜的镜面加工方法,其特征在于,所述将所述保护膜从所述第一区域上去除,具体包括如下步骤:
4.根据权利要求2所述的小口径腔长控制镜的镜面加工方法,其特征在于,所述金属膜为内层厚度在100nm的铝,及外层厚度在50nm的氧化铝形成的复合层。
5.根据权利要求3所述的小口径腔长控制镜的镜面加工方法,其特征在于,所述化学试剂为成分配比为1:4:10的h2o2、hcl、h2o混合液。
6.根据权利要求1所述的小口径腔长控制镜的镜面加工方法,其特征在于,在所述利用第一加工工具对待加工镜面上的第一区域进行加工之前,还包括如下步骤:
7.根据权利要求1-6中任意一项所述的小口径腔长控制镜的镜面加工方法,其特征在于,所述利用第一加工工具对镜片第一待加工侧上的第一区域进行加工,具体为利用装有500目氧化铈抛光液的抛光机对所述第一区域进行抛光研磨,使其面形精度达到nc=0.1、δnc=0.02;表面粗糙度达到ra0.012;表面疵病达到bc=ⅰ-10;
技术总结
本申请公开了一种小口径腔长控制镜的镜面加工方法,包括如下步骤:利用第一加工工具对镜片第一待加工侧上的第一区域进行加工,所述第一区域为需要加工成平面光胶面的区域;在已完成加工的所述第一区域上覆设保护膜;利用第二加工工具对第一待加工侧上的第二区域进行加工,所述第二区域为需要加工成球面反射面的区域,所述第二加工工具的硬度小于所述保护膜的硬度,使其在加工所述第二区域时,不致破坏所述第一区域上的所述保护膜;待所述第二区域完成加工后,将所述保护膜从所述第一区域上去除。该镜面加工方法可以满足腔长控制镜的设定光学特性加工要求。
技术研发人员:金玉竹,王利栓
受保护的技术使用者:天津津航技术物理研究所
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!