陶瓷型芯智能机器人打磨装备打磨部安装装置的制作方法
本技术实施例涉及陶瓷磨削,尤其涉及一种陶瓷型芯智能机器人打磨装备打磨部安装装置。
背景技术:
1、随着工业自动化需求的提高,工业产品加工通常使用打磨机器人。打磨机器人是从事打磨工作的工业机器人,通过智能化机器人代替人工打磨,提高工作效率同时能够保证产品优品率。机器人打磨主要是分为两种工作方式:一种是通过机器人末端执行器夹持打磨工具,主动接触待打磨件,待打磨件相对固定,这种方式通常应用在机器人负载能力较差,待打磨件质量和体积均较大的情况下,称为工具型打磨机器人;另一种是机器人末端执行器夹持待打磨件,通过待打磨件贴近并接触打磨工具打磨,打磨工具相对固定,这种方式通常应用在待打磨件体积小,对打磨精度要求较高的情况下,称为工件型打磨机器人。
2、目前,工件型打磨机器人广泛应用于3c行业、五金家具、医疗器材、汽车零部件、小家电等行业。但是在航空领域中,飞行器中的陶瓷件需要进行打磨以提高精度,保障飞行器的安全和高效运行,在打磨过程中需要打磨装置通过抓件爪抓取工件,还涉及到对抓件爪的更换、拆卸和安装,但是传统技术中的打磨设备,在抓件爪被拆卸时无法做到准确定位,因此会导致抓件爪无法自主装配,需要人工干预才能够完成抓件爪的复位装配,影响了打磨效率,限制了智能化生产的发展。
3、具体地,陶瓷型芯具有较高的高温稳定性、耐腐蚀性和机械强度,在航空航天、汽车制造、能源等领域中逐渐得到较多应用。陶瓷型芯在加工时需要进行打磨,而陶瓷型芯的体积小且易碎,而且陶瓷型芯零件的公差范围较大,也即,在打磨前不同的陶瓷型芯之间的尺寸差别较大,这也是本领域中的关键性难点之一。现有技术中,针对陶瓷型芯的打磨环节大多是由人工操作打磨头进行打磨的,人工打磨精度低,且容易损伤陶瓷型芯,很难保证产品质量,现亟需一种能够保障打磨质量和打磨精度的陶瓷型芯智能机器人打磨装备打磨部安装装置。
技术实现思路
1、本发明旨在至少解决现有技术或相关技术中存在的技术问题之一。
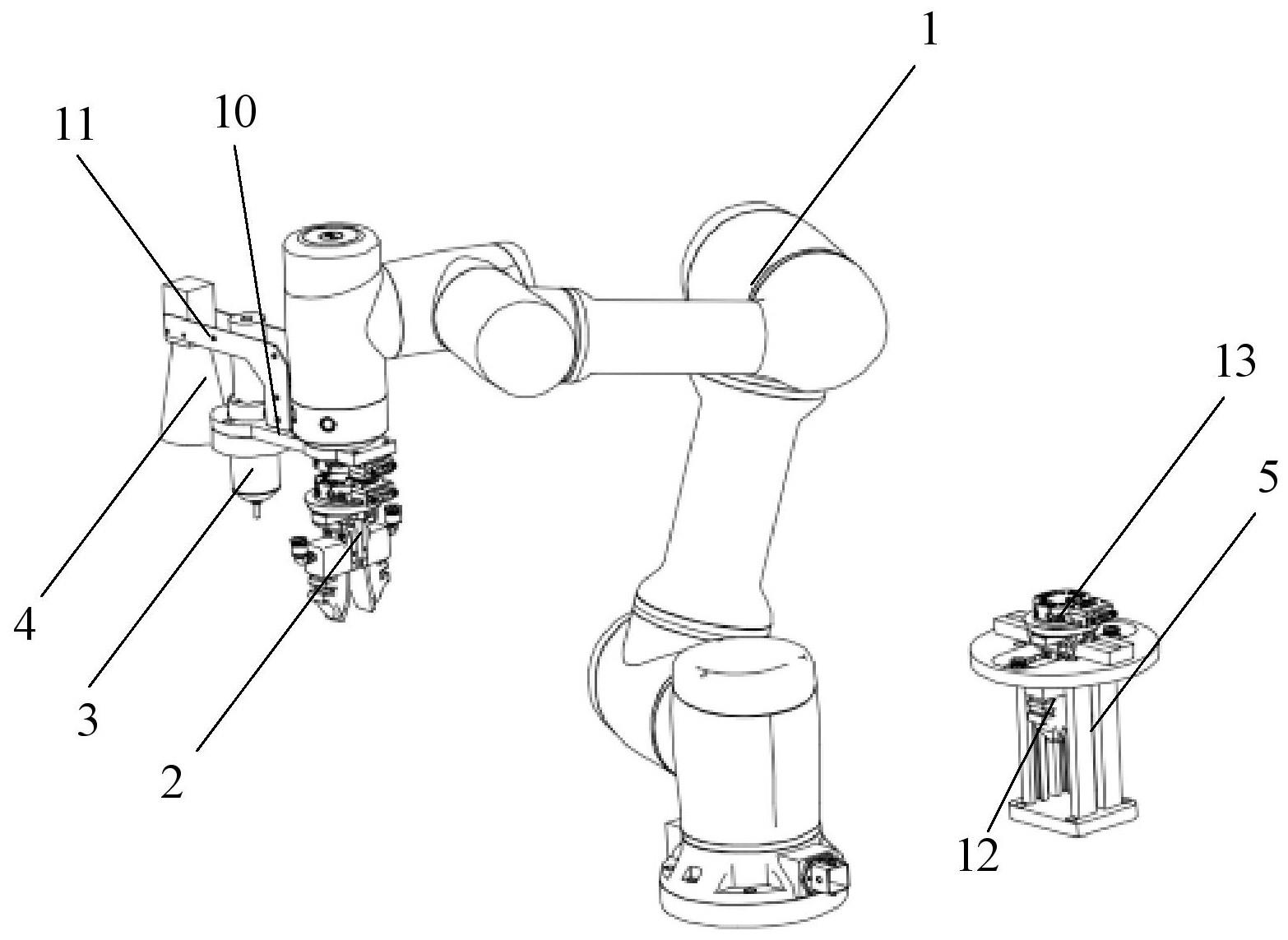
2、有鉴于此,本技术实施例提出了一种陶瓷型芯智能机器人打磨装备打磨部安装装置,包括:
3、机械臂;
4、抓件爪,所述抓件爪可拆卸地连接于所述机械臂;
5、打磨主轴,所述打磨主轴连接于所述机械臂,布置在所述抓件爪的一侧;
6、图像采集系统,所述图像采集系统连接于所述机械臂,所述打磨主轴位于所述图像采集系统和所述抓件爪之间;
7、放置部,所述放置部包括底板、支撑柱和固定板,所述支撑柱的一端连接于所述底板,另一端连接于所述固定板,所述固定板上形成有凸起和通孔,所述凸起的端面形成有第一斜面,所述固定板上用于放置所述抓件爪,所述通孔收纳部分所述抓件爪,所述抓件爪与所述凸起抵接。
8、在一种可行的实施方式中,所述抓件爪包括:
9、爪体;
10、夹爪连接件,所述爪体连接于所述夹爪连接件,所述夹爪连接件用于连接于所述机械臂或抵接在所述凸起上;
11、其中,所述夹爪连接件背离于所述机械臂的一侧形成有第二斜面,所述第二斜面用于抵接在所述第一斜面上。
12、在一种可行的实施方式中,陶瓷型芯智能机器人打磨装备打磨部安装装置还包括:
13、第一安装板,所述第一安装板连接于所述机械臂的力控系统;
14、所述抓件爪和所述打磨主轴连接于所述第一安装板;
15、第二安装板,所述第二安装板为l形,所述第二安装板的一端连接于所述第一安装板,通过l形的折边与所述打磨主轴进行避让,所述图像采集系统连接于所述第二安装板。
16、在一种可行的实施方式中,陶瓷型芯智能机器人打磨装备打磨部安装装置还包括:
17、台面,所述台面上形成有打磨区和上料区,所述机械臂设置在所述台面上;
18、x轴导轨,所述x轴导轨沿第一方向设置在所述台面上;
19、y轴导轨,所述y轴导轨沿第二方向设置在所述台面上;
20、z轴导轨,所述z轴导轨滑动连接于所述x轴导轨或所述y轴导轨中的一者;
21、多个打磨光源组件,每个所述打磨光源组件连接于一个所述z轴导轨,所述打磨光源组件的照明方向朝向于所述打磨区;
22、物料光源组件,所述物料光源组件连接于一个所述z轴导轨,所述物料光源组件的照明方向朝向于所述上料区。
23、在一种可行的实施方式中,陶瓷型芯智能机器人打磨装备打磨部安装装置还包括:
24、打磨夹具,所述打磨区为形成于所述台面上的凹槽,所述打磨夹具位于所述凹槽内。
25、在一种可行的实施方式中,所述打磨夹具包括:
26、框架,所述框架用于连接于所述台面;
27、搭设部和夹持部,所述搭设部和所述夹持部中的一者布置在所述框架的端部,另一者布置在所述框架的中部;
28、其中,所述搭设部包括型面支撑板、型面固定板和多个型面限位柱,所述型面支撑板用于连接于所述框架,所述型面固定板连接于所述型面支撑板,多个所述型面限位柱连接于所述型面固定板,待加工陶瓷型芯用于搭设在多个型面限位柱上;
29、其中,所述夹持部包括:连接件、第一气缸、第一推板、第二推板、摆动件和抵接柱,所述连接件用于连接于所述框架,所述第一推板滑动连接于所述连接件,所述摆动件可转动地连接于所述连接件,所述摆动件位于所述第一推板朝向于所述搭设部的一侧,所述抵接柱设置在所述第二推板上,所述第二推板与所述第一推板连接,所述第一气缸的输出端连接于所述第二推板,在所述第一气缸伸长的情况下,所述第二推板用于带动所述抵接柱抵接在待加工陶瓷型芯上,所述第二推板带动所述第一推板移动,并触动所述摆动件摆动,以使所述摆动件压设在所述待加工陶瓷型芯上。
30、在一种可行的实施方式中,所述摆动件为v字形,部分所述第一推板位于所述摆动件的两个折边之间,所述摆动件通过转轴可转动地连接于所述连接件,所述夹持部还包括:
31、第一限位板,所述第一限位板设置在所述连接件靠近于所述第一推板的一侧;
32、第二限位板,所述第二限位板设置在所述连接件靠近于所述第一气缸的一侧;
33、所述第一限位板和所述第二限位板用于对所述摆动件进行限位。
34、在一种可行的实施方式中,所述打磨夹具还包括:
35、气缸支撑板,所述气缸支撑板连接于所述型面支撑板;
36、第二气缸,所述第二气缸设置在所述气缸支撑板上;
37、夹紧板,所述夹紧板滑动连接于所述型面支撑板;
38、夹紧柱,所述夹紧柱连接于所述夹紧板;
39、端部板,所述端部板布置在多个所述型面限位柱的一端;
40、其中,所述第二气缸的输出端连接于所述夹紧板,在所述第二气缸伸长的情况下,所述夹紧柱下压抵接在所述待加工陶瓷型芯上。
41、在一种可行的实施方式中,陶瓷型芯智能机器人打磨装备打磨部安装装置还包括:
42、上料组件,所述上料组件布置在所述上料区。
43、在一种可行的实施方式中,所述上料组件包括第一托盘和第二托盘,所述第二托盘设置在所述台面上,所述第一托盘设置在所述第二托盘远离所述台面的一侧,所述第一托盘与所述第二托盘活动连接,所述第一托盘能够沿所述第二托盘的长度方向移动,所述第一托盘上设置有料盘,所述料盘与所述第一托盘活动连接,所述料盘能够沿所述第二托盘的宽度方向移动;
44、所述第一托盘的中部开设有通孔,所述料盘靠近所述第一托盘一侧的中心处设置有第一标签,所述第二托盘远离所述台面的一侧设置有第一感应器,所述第一感应器设置在预设位置,所述第一感应器用于感应所述第一标签的位置信息。
45、相比现有技术,本发明至少包括以下有益效果:
46、本技术实施例提供的陶瓷型芯智能机器人打磨装备打磨部安装装置包括了机械臂、抓件爪、打磨主轴、图像采集系统和放置部,在使用过程中,可以通过抓件爪,将需要进行打磨的陶瓷型芯抓取到台面之上的打磨区,而后将抓件爪放回至放置部,之后在通过打磨主轴连接打磨刀具,通过打磨刀具即可对陶瓷型芯进行打磨,在完成一批的陶瓷型芯的打磨之后,可以通过机械臂再次经由放置部装配抓件爪,而后将完成打磨之后的陶瓷型芯放回至料盘,之后再抓取需要进行打磨的其他陶瓷型芯,如此往复即可对陶瓷型芯进行抓取、打磨和放回。本技术实施例提供的陶瓷型芯智能机器人打磨装备打磨部安装装置的放置部包括了底板、支撑柱和固定板,固定板上形成有凸起和通孔,通过底板和支撑柱的设置,增加了放置部的高度,底板可以设置在台面之上,而部分抓件爪可以穿过固定板之上的通孔进行收纳,部分抓件爪在放置的过程中会被凸起之上的斜面进行导向,使得抓件爪更好地贴合于固定板之上的凸起,一方面,便于抓件爪的精准定位放置;另一方面,能够避免抓件爪在放置时出现转动,便于机械臂再次装配抓件爪,能够减少人工干预,利于实现陶瓷型芯的智能化打磨。
- 还没有人留言评论。精彩留言会获得点赞!