一种仿贝壳特征的微尺度仿生增韧结构增材制造方法
本发明属于金属增材制造领域,具体涉及一种仿贝壳特征的微尺度仿生增韧结构增材制造方法。
背景技术:
1、金属激光增材制造技术是近年来快速发展的先进制造技术,可基于逐层铺粉,激光逐点逐道选择性熔化堆积的方式成形三维金属零构件,具有可设计性强、材料利用率高、复杂构件一体化成形等技术优势,在航空航天、交通运输等领域具有广阔应用前景。然而,激光增材制造金属构件仍面临强韧性能有限及强度与韧性匹配困难等问题,随着成形构件内部强化相增加,强度上升而延展性显著降低,反之则强度降低延展性提高。如何克服激光增材制造成形金属构件“强度”与“韧性”的矛盾关系,实现强韧性协同提升,目前仍是亟待解决的工艺技术难题。
2、现代工业要求结构材料具有更高比强度和断裂韧性,而均质材料已接近理论极限,多尺度微结构设计是实现强韧性协同提升的可行技术途径方法之一。“强度”和“塑/韧性”存在互斥关系,但自然界中存在生物结构实现了强韧性协同提升,实现这一特性的关键在于微观尺度“软”与“硬”相的空间排布。生物系统经亿万年进化和自然选择,为适应环境变化已形成并优化了精细组织结构,具备人工合成材料难以实现的独特性能。如贝壳珍珠层结构,它由体积分数~95%的无机物(硬相)和体积分数~5%的有机物(软相)组成,在空间分布中呈独特的软/硬区相互交替叠合的“砖块—灰泥”结构,可将能量耗散提升几个数量级并通过“裂纹偏转”效应有效提升强韧性
3、基于生物启迪的微尺度仿生结构设计是实现材料强/韧性协同提升的有效方法,其主要强韧化机理源自软硬相空间交替结构可促使裂纹偏转、增大裂纹扩展途径及所需能量。针对金属材料,空间软硬交错分布结构还可在变形过程中因应力协同形成“异质变形诱导强化”效应。然而当前仿生结构研究多采用非金属材料,因微尺度仿生涉及“软相”与“硬相”空间分布精准调控,这一特征可通过冰模板、喷涂及自组装等工艺在非金属中实现。金属材料成形过程常涉及高温/高压及快速熔/凝过程,故微尺度实现金属软硬区空间仿生分布与性能精准调控,对成形工艺方法提出了显著技术挑战。
技术实现思路
1、发明目的:为解决目前面向航空航天领域的激光增材制造金属构件强韧性协同困难的问题,提出一种仿贝壳特征的微尺度仿生增韧结构增材制造方法,实现激光增材制造金属构件强韧性能协同提升。
2、为了实现上述目的,本发明采取的技术方案如下:
3、一种仿贝壳特征的微尺度仿生增韧结构增材制造方法,包括如下步骤:
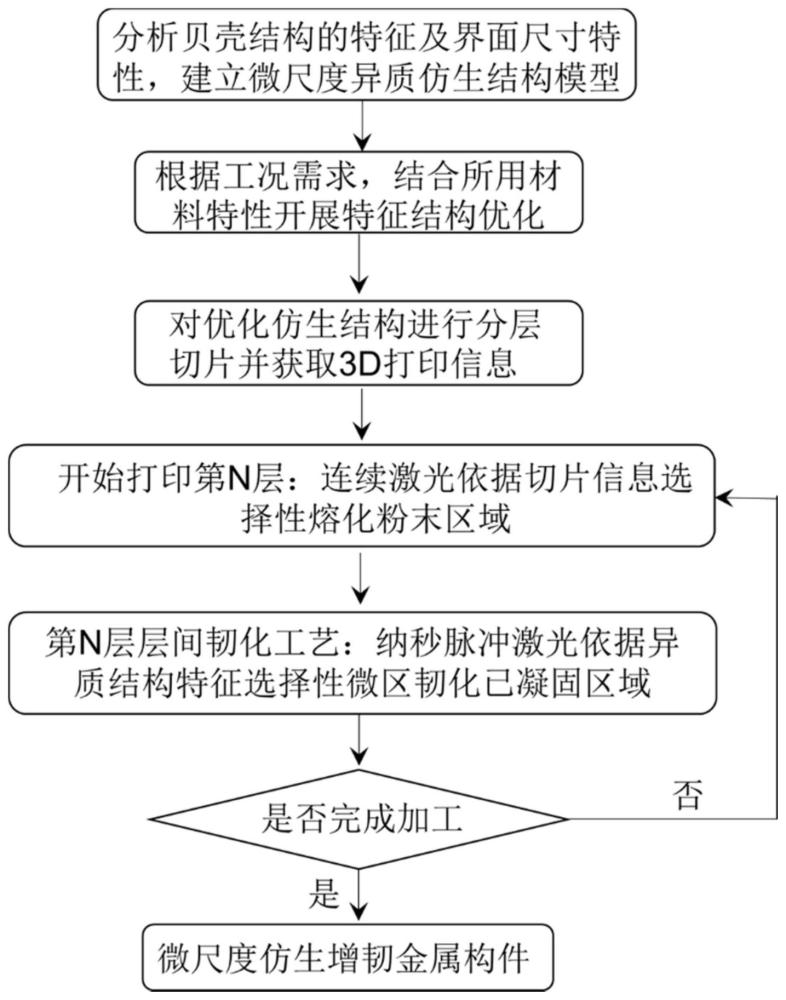
4、(1)根据贝壳结构的特征及界面尺寸特性,建立微尺度异质仿生模型,确定“软”性能和“硬”性能差异的仿生微结构;
5、(2)根据工况需求以及材料特性,测定相同层连续激光作用区域与超快激光雕琢区域硬度差值,并确定该差值条件下对应连续激光与超快激光工艺参数;
6、(3)以步骤(2)中所得微区性能差值作为输入,结合贝壳“砖-泥”结构特征开展仿生增韧结构优化,确定微尺度仿生结构几何特征参数;
7、(4)针对步骤(4)中所得的优化微尺度仿贝壳“砖-泥”特征增韧结构进行分层切片,获得用于激光增材制造的切片信息;
8、(5)基于分层切片结果,采用连续激光熔化粉体和超快激光层间微区雕琢工艺流程,实现具有微尺度仿生增韧结构的金属构件激光增材制造成形。
9、具体地,步骤(2)中,所述的成形材料为具有沉淀析出强化特性的材料,包括al-cu合金、al-mg、al-zn合金以及镍基高温合金中的任意一种。优选如根据《gb t16474-1996变形铝及铝合金牌号表示方法》标准中所规定2xxx系列al-cu-mg合金、6xxx系列al-mg-si合金、7xxx系列al-zn合金或者微量元素改性的al-mg。其中微量元素改性的al-mg中mg含量2-6wt.%、sc含量0.1-0.8wt.%、zr含量0.1-0.6wt.%,fe含量0~0.1wt.%,al为余量。针对具有沉淀析出强化特性的镍基高温合金本发明亦有提升效果。
10、具体地,步骤(2)中,确定连续激光与超快激光区别作用下微区硬度性能差异区间,采用连续激光熔化粉末和超快激光层间选区二次雕琢的工艺方式成形测试试块,通过显微硬度测定相同层连续激光作用区域与超快激光雕琢区域硬度差值。
11、进一步地,步骤(2)中,所述微区硬度差值在20%以上,并确定该差值条件下对应连续激光与超快激光工艺参数。
12、具体地,步骤(3)中,基于有限元等模拟软件优化微尺度仿生结构几何特征参数。
13、具体地,所述的贝壳“砖-泥”结构特征包括“砖”硬区和“泥”软区的尺寸、间距、排列周期等。其中特征结构参数包括“砖”硬区长度d,高度m,相同层间隔l、不同层高度方向间隔n及砖块层间排列错位距离s。考虑激光光斑半径约束及贝壳砖泥结构几何特征约束,优化关键几何参量区间如下:60μm≤d≤200μm、30μm≤m≤200μm、10μm≤l≤50μm、20μm≤n≤50μm、5μm≤s≤50μm。
14、具体地,步骤(3)中,基于有限元等模拟软件设定特征几何参数值,在工况及材料性质约束下计算外载荷作用下构型应力分布及承载能力,获得优化几何特征值。
15、具体地,步骤(4)中,所述的切片信息包括连续激光作用区域、路径、激光参数,超快激光层间作用区域、路径、激光参数。
16、进一步地,步骤(5)中,首先进行单层粉末铺放,连续激光基于切片信息选择性熔化粉末区域,进一步超快激光基于微尺度仿生增韧结构中“软”区截面信息,在层间选择性二次雕琢对应区域;重复上述铺粉-连续激光熔化粉末-超快激光层间雕琢仿生“软”区过程,直至完成具有微尺度仿生增韧结构的金属零件成形。
17、优选地,步骤(5)中,所述连续激光参数功率在100-400w,激光扫描速度在500-2000mm/s,层厚在30-50μm。
18、优选地,步骤(5)中,所述超快激光采用纳秒脉冲激光,脉冲波长1064nm,功率在30-100w,扫描速度在100-250mm/s,激光频率10-50hz。
19、有益效果:
20、(1)本发明结合激光增材制造技术优势与“师法自然”理念,为解决目前面向航空航天领域的激光增材制造金属构件强韧性协同困难的问题,提出一种仿贝壳特征的微尺度仿生增韧结构设计及其增材制造方法,借鉴贝壳珍珠层软硬区交叠“砖-泥”生物结构,采用连续激光逐层熔化成形/超快激光层间微区精准韧化的方法设计并构筑具有“软区”与“硬区”空间交叠的仿生增韧材料,实现激光增材制造金属构件强韧性能协同提升。
21、(2)本发明结合激光增材制造逐点逐面的高度工艺可设计性与生物启迪的仿生增韧思路,通过仿贝壳“砖-泥”微尺度增韧结构设计与连续激光/纳秒脉冲激光复合增材制造成形,实现具有仿生物结构特征的“软”“硬”区空间相间分布。其中连续激光作用区域因熔化凝固过程中温度梯度较大,内部晶粒细小且纳米析出更加弥散,形成“硬”区。而层间纳秒脉冲激光作用区域因温度梯度小,晶粒更大粗大且析出物更加粗大,呈现“软”区特性。基于连续激光/纳秒脉冲激光复合增材制造可构筑具有软硬微区三维空间可控仿生分布的成形试件,可实现仿贝壳“砖-泥”特征的增韧效果,实现成形试件强韧性能较传统工艺下协同提升。
- 还没有人留言评论。精彩留言会获得点赞!