熔模铸造下铝铜合金壳体的制备装置及其测试方法与流程
本发明属于铜铝铸造,具体涉及一种熔模铸造下铝铜合金壳体的制备装置及其测试方法。
背景技术:
1、熔模铸造通常是指在易熔材料制成模样,在模样表面包覆若干层耐火材料制成型壳,再将模样熔化排出型壳,从而获得无分型面的铸型,经高温焙烧后即可填砂浇注的铸造方案,经常用于铝铜合金壳体制造方面。
2、而且现有的熔模铸造下铝铜合金壳体的制备装置在进行铸造时,都是通过人工将铝水浇筑到注塑模具内部,或者通过机械手将铝水转移到注塑模具内,但是通过上述方法转移铝水的时候会造成铝水的浪费,而且铸造不同的铝铜壳体时,制备装置进行更换模具较为麻烦,从而导致制备装置的实用性较低,并且生产效率不高,并且现有技术中制备装置对应的制备效益的测试分析不准确,为此,本发明提出一种熔模铸造下铝铜合金壳体的制备装置及其测试方法。
技术实现思路
1、本发明的目的在于提供一种熔模铸造下铝铜合金壳体的制备装置,以解决上述背景技术中提出的造成铝水的浪费,并且生产效率不高的问题。
2、第一方面,本发明提供了一种熔模铸造下铝铜合金壳体的制备装置,包括:
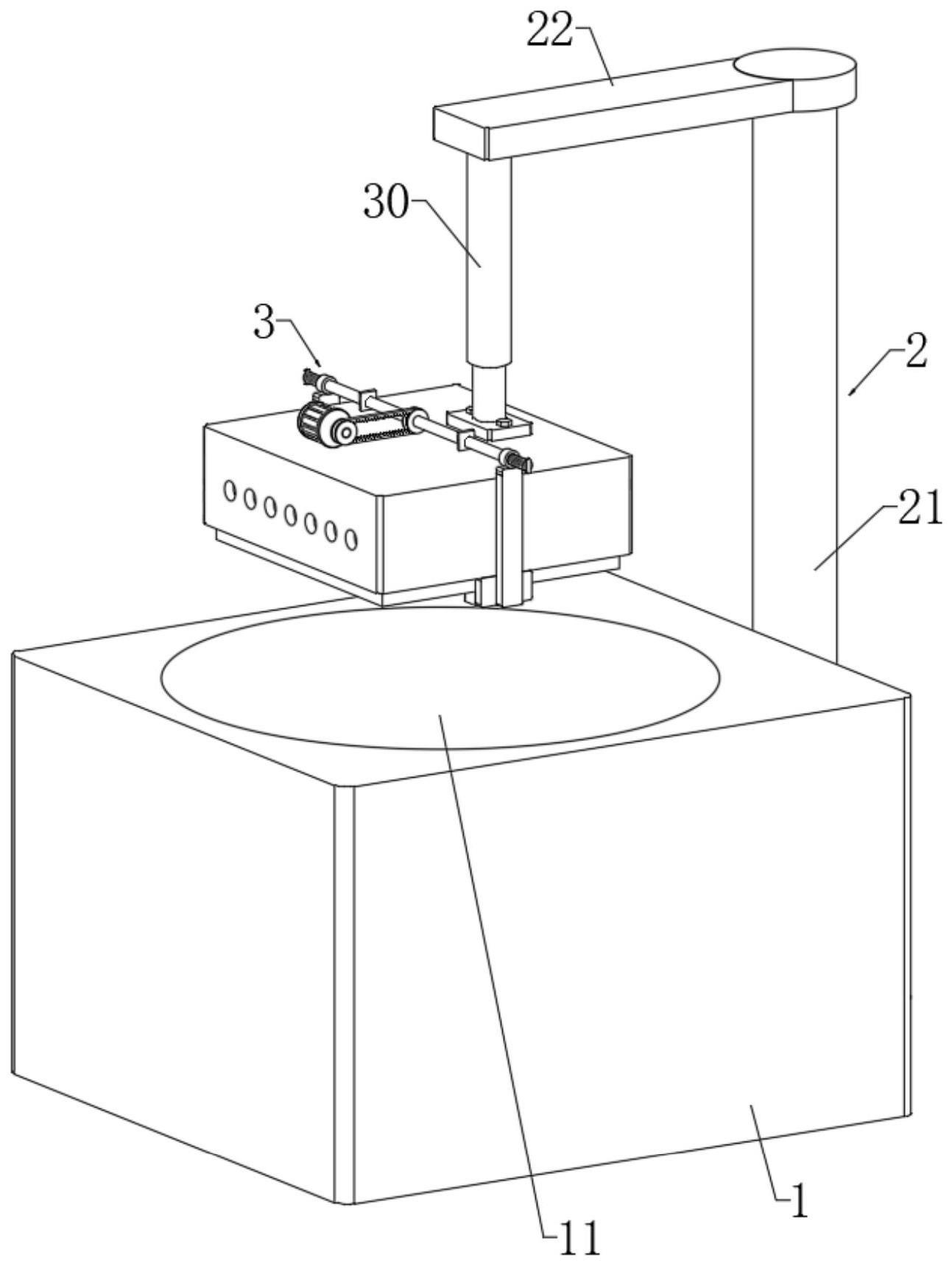
3、熔炼炉本体,所述熔炼炉本体上设置有转动机构,所述转动机构上设置有熔模铸造机构;
4、所述熔模铸造机构包括电动伸缩杆,所述电动伸缩杆与所述熔模铸造机构固定连接,所述电动伸缩杆的输出端可拆卸安装有铸造进料框,所述铸造进料框上固定安装有安装件,所述安装件上转动插设有传动杆,所述传动杆的外表面螺纹套设有螺纹套筒,所述螺纹套筒上固定安装有定位板,所述定位板上固定安装有定位夹具,所述铸造进料框上固定安装有第二电机,所述传动杆上固定套设有第一同步轮,所述第二电机的输出端固定套设有第二同步轮,所述第一同步轮和第二同步轮的外表面套设有同步带,所述定位夹具中间接触设有模具放置框。
5、在第一方面的一种可能实现方式中,所述铸造进料框的内部为空心结构,所述模具放置框与铸造进料框搭配使用,所述熔炼炉本体上开设有熔炼槽,所述模具放置框位于熔炼槽的正上方。
6、在第一方面的一种可能实现方式中,所述铸造进料框上开设有阵列分布的进料孔,所述进料孔位于模具放置框的上方。
7、在第一方面的一种可能实现方式中,所述传动杆的两端外表面覆设有外螺纹,所述螺纹套筒与外螺纹搭配使用。
8、在第一方面的一种可能实现方式中,所述传动杆的两端固定安装有限位杆。
9、在第一方面的一种可能实现方式中,所述转动机构包括定位件,所述定位件上转动插设有转动杆,所述转动杆上固定安装有连接板,所述连接板与电动伸缩杆固定连接,所述熔炼炉本体上固定安装有支撑底座,所述转动杆转动安装在支撑底座上,所述支撑底座上转动插设有传动轴,所述传动轴与转动杆固定连接,所述传动轴上固定安装有第一锥齿轮,所述支撑底座上固定安装有第一电机,所述第一电机的输出端固定安装有第二锥齿轮,所述第一锥齿轮和第二锥齿轮啮合连接。
10、与现有技术相比,本发明提供了一种熔模铸造下铝铜合金壳体的制备装置,具备以下有益效果:
11、一、本发明中通过将铸造进料框放入铝水中,铝水通过进料孔进入到模具放置框的内部进行铸造,相对于传统的人工浇筑中方法不会造成铝水的浪费,节约了使用资源,整体装置的实用性得到了提高;
12、二、第二电机带动第二同步轮转动,通过同步带带动第一同步轮转动以此带动传动杆转动,进而带动一组螺纹套筒进行相对移动或者背向移动,从而带动一组定位夹具进行相对移动或者背向移动,以此对不同的模具放置框进行夹持和更换。
13、第二方面,本发明提供了根据熔模铸造下铝铜合金壳体的制备装置执行其测试的方法,包括:
14、获取熔模铸造下铝铜合金壳体的制备装置对应的加工制备程序,实时采集所述加工制备程序中每个程序的加工数据,对所述加工数据进行数据整合处理,得到目标加工数据;
15、对所述目标加工数据进行数据分类处理,得到分类加工数据,所述分类加工数据包括加工制备数据和设备制备数据,根据所述加工制备数据,计算所述加工制备程序对应的制备效率;
16、调度所述加工制备程序中的加工设备,并提取所述加工设备中每个设备对应的设备参数,根据所述设备参数、所述制备设备数据以及所述加工制备数据,计算所述加工设备的设备能耗系数;
17、结合所述制备效率和所述设备能耗系数,分析所述制备装置对应的制备效益,根据所述制备效益和所述加工设备,生成所述制备装置对应的测试报告。
18、在第二方面的一种可能实现方式中,所述对所述加工数据进行数据整合处理,得到目标加工数据,包括:
19、查询所述加工制备程序对应的制备要求,根据所述制备要求,确定所述加工数据对应的整合目标;
20、对所述加工数据进行数据清洗处理,得到清洗加工数据;
21、根据所述整合目标,对所述清洗加工数据进行数据整合处理,得到目标加工数据。
22、在第二方面的一种可能实现方式中,所述根据所述加工制备数据,计算所述加工制备程序对应的制备效率,包括:
23、识别所述加工制备数据中每个数据的数据类型字符,通过下述公式计算所述数据类型字符中每个字符的字符权重值:
24、
25、其中,g表示数据类型字符中每个字符的字符权重值,i表示数据类型字符的序列号,r表示数据类型字符的字符数量,表示数据类型字符中第i个字符对应的向量值,αi表示数据类型字符中第i个字符对应的向量方差;
26、根据所述字符权重值,提取所述数据类型字符中的关键字符,根据所述关键字符,设置所述加工制备程序对应的效率衡量指标;
27、根据所述加工制备数据,计算所述效率衡量指标对应的指标效率;
28、根据所述指标效率,得到所述加工制备程序对应的制备效率。
29、在第二方面的一种可能实现方式中,所述根据所述设备参数和所述制备设备数据,计算所述加工设备的设备能耗系数,包括:
30、提取所述制备设备数据对应的数据信息,计算所述数据信息和所述设备参数之间的关联系数;
31、根据所述关联系数,将所述设备参数和所述数据信息进行归类处理,得到归类信息,根据所述归类信息,计算所述加工设备对应的设备总能耗;
32、根据所述加工制备数据,确定所述加工设备的制备产量,根据所述制备产量和所述设备总能耗,计算所述加工设备的设备能耗系数。
33、本发明获取熔模铸造下铝铜合金壳体的制备装置对应的加工制备程序,可以了解所述制备装置对应的加工制备的流程,实时采集所述加工制备程序中每个程序的加工数据,可以得到所述加工制备程序中每个程序的详细生产数据,提高后续计算制备效率的准确性;其次,本发明通过对所述目标加工数据进行数据分类处理,可以将所述目标加工数据按照相应的类型和属性进行分类,从而提高所述目标加工数据之间的数据关联度和数据清晰程度,为后续的制备效率的计算提供了保障;进一步地,本发明实施例通过调度所述加工制备程序中的加工设备,提取所述加工设备中每个设备对应的设备参数,可以了解所述加工设备的设备信息,便于后续设备能耗系数的计算,本发明通过结合所述制备效率和所述设备能耗系数,分析所述制备装置对应的制备效益,可以得到所述制备装置与现有装置的制备效益情况,便于后续的生产效率改善,和生产成本的节约,通过该方法可以提高制备装置对应的制备效益的测试的准确性。
- 还没有人留言评论。精彩留言会获得点赞!