将石英棒端面加工成弧形的双面金刚石砂轮、系统及方法与流程
本发明属于石英材料加工,尤其涉及将石英棒端面加工成弧形的双面金刚石砂轮、系统及方法。
背景技术:
1、石英材料生产过程中需要将两根石英棒经高温火焰热熔连接到一起,为了使热熔连接质量好,其中一根石英棒的连接端面需要是圆弧型,而生产的标准棒材的端面是平整光滑的,这就需要在热熔连接前将平整的石英棒端面加工成圆弧型。
2、最直接的加工方法是将石英棒架在滚轮上,操作人员一边手动旋转棒材,一边手持磨削工具对端面进行加工,操作人员需要不断变换角度将棒材端面加工成所需要的圆弧形状,这种方法对操作人员来说体力消耗大,且飞扬的粉尘污染环境。
3、使用碗形砂轮对棒材端面进行磨削,碗型砂轮磨料表面与石英棒接触面大,磨料磨损严重且无法对其进行弧面修正,需要频繁更换碗型砂轮。并且此碗型砂轮不易修补不能重复使用,导致加工成本较高。
4、也可通过数控加工中心,按照所需的圆弧尺寸编写数控程序,刀具按照既定路径将棒材端面加工成型,因所需加工成的圆弧面不需要较高的表面精度和尺寸精度,此种方法属于过度加工,虽然能减轻劳动强度,但造成了资源浪费,不适用于批量加工。
技术实现思路
1、为克服相关技术中存在的问题,本发明公开实施例提供了将石英棒端面加工成弧形的双面金刚石砂轮、系统及方法。
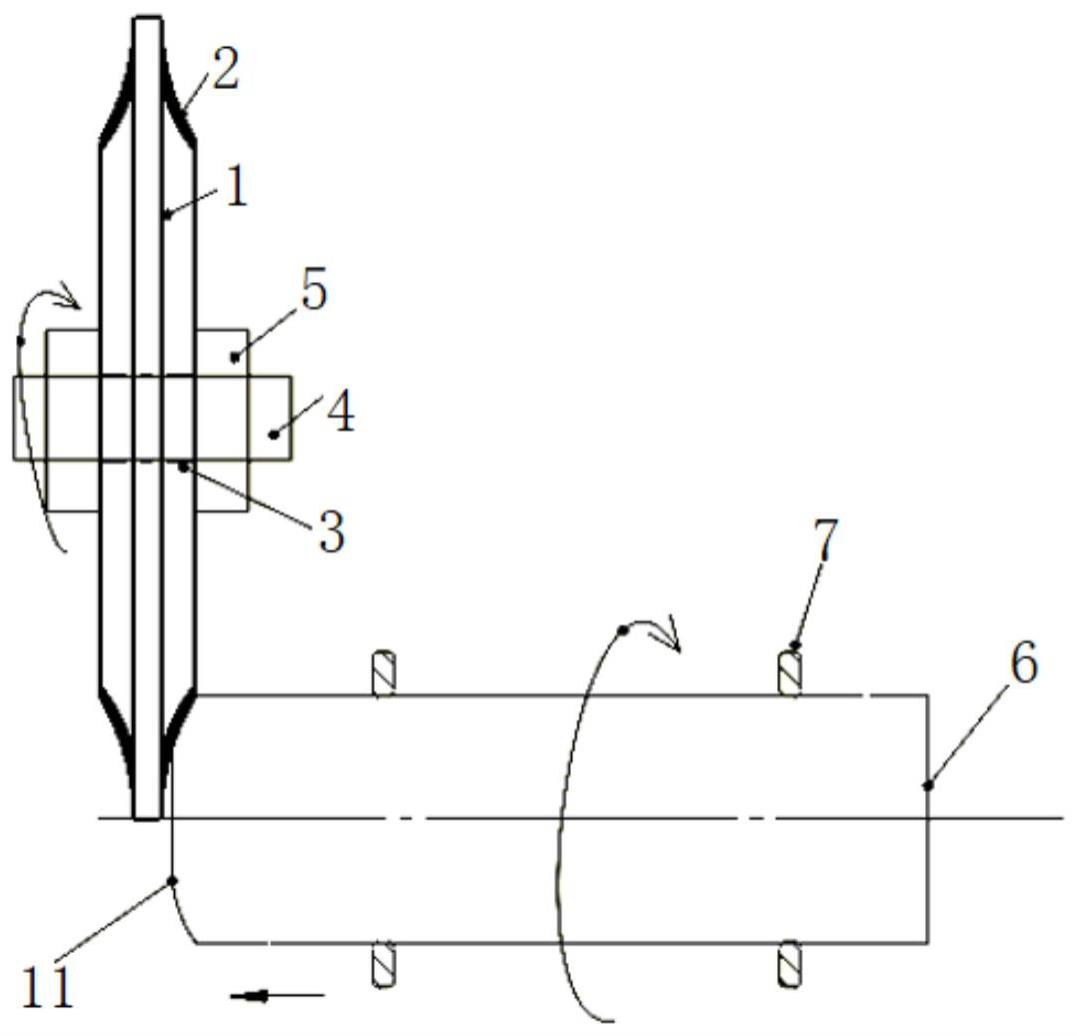
2、所述技术方案如下:将石英棒端面加工成弧形的双面金刚石砂轮,设置有金属基体,所述金属基体的弧面上粘结有金刚石磨料,所述金属基体通过开设的转轴安装孔套装在旋转轴上,所述旋转轴上安装有固定金属基体的锁紧螺母;所述旋转轴通过外部电机的动力输出机构的输出动力带动金属基体旋转;
3、石英棒材通过旋转卡紧装置固定,使石英棒材轴心线与金属基体弧形边缘线重合,并对石英棒材通过外部的定心旋转装置施加输出动力,使石英棒材以设定的速度旋转;
4、外部的轴向力施加装置输出的轴向力施加于石英棒材上,使石英棒材端面与金属基体弧面上的金刚石磨料靠近,直至接触,继续施加轴向力,石英棒材继续沿轴向运动,石英棒材端面与金刚石磨料接触进行磨削。
5、进一步,所述金属基体两侧均粘结有弧形的金刚石磨料;所述金属基体与粘结在金属基体弧面的金刚石磨料组成双面金刚石砂轮,所述双面金刚石砂轮为圆盘形。
6、进一步,所述石英棒材通过旋转卡紧装置定位,使石英棒材轴心线与金刚石磨料弧形边缘线对齐。
7、本发明的另一目的在于提供一种磨削系统,该系统搭载有所述将石英棒端面加工成弧形的双面金刚石砂轮,该系统包括:
8、电机的动力输出机构,用于带动旋转轴进行旋转;
9、定心旋转装置,用于带动石英棒材以设定的速度旋转;
10、轴向力施加装置,用于自动带动定心旋转装置进给并提供石英棒材端面的扭矩报警。
11、进一步,所述电机的动力输出机构包括砂轮电机,通过砂轮电机的转轴与旋转轴套接;
12、所述定心旋转装置包括旋转卡盘以及带动旋转卡盘旋转的旋转电机;所述旋转卡盘通过卡紧装置卡紧石英棒材;
13、所述轴向力施加装置包括丝杆轴向进给机构提供进给的轴向力,由伺服电机提供动力输出,伺服电机设定扭矩极限值,当金刚石磨料磨损严重,石英棒材端面进给过程中轴向阻力逐渐增大,当扭矩达到伺服电机设定的扭矩极限值时,伺服电机发出扭矩报警信号,通过扭矩报警组件提示。
14、进一步,所述扭矩报警组件包括:
15、电流表,接入到伺服电机的工作电路中,用于实时检测伺服电机的工作电流;
16、控制器,用于接收电流表的电流信号,并判断电流值大于设定值时,扭矩达到极限;
17、报警灯,由控制器控制,在电流值大于设定值时控制点亮报警。
18、进一步,所述扭矩报警组件还包括:
19、摄像头,安装在将石英棒端面加工成弧形的双面金刚石砂轮的一侧,与金刚石磨料对应;
20、编码器,安装在砂轮电机的转轴上,用于计算转轴的转数;
21、编码控制器,与摄像头和编码器信号连接;
22、复位按钮,触发时编码控制器启动计数;
23、编码报警灯,由编码控制器控制,判断金刚石磨料l实小于等于金刚石磨料初始边缘到中心的距离l0×0.95时控制点亮报警;
24、l实为金刚石磨料边缘到中心的实际距离;l0为金刚石磨料初始边缘到中心的距离。
25、进一步,触发复位按钮,编码控制器开始计数,同时拍摄第一张将石英棒端面加工成弧形的双面金刚石砂轮的照片,提取金刚石磨料初始边缘到中心的距离l0;
26、将石英棒端面加工成弧形的双面金刚石砂轮工作中,编码控制器根据编码器的计数判断达到设定转数时,启动摄像头获取金刚石磨料磨损照片,实时提取金刚石磨料边缘到中心的实际距离l实。
27、进一步,判断l实小于等于l0×0.95时,控制编码报警灯报警,提醒更换双面金刚石砂轮。
28、本发明的另一目的在于提供一种磨削方法,其特征在于,该方法应用于磨削系统,该方法包括:
29、获取金刚石磨料初始边缘到中心的距离l0以及获取工作中金刚石磨料边缘到中心的实际距离l实;
30、l实小于等于l0×0.95时,石英棒材端面进给过程中轴向阻力逐渐增大,当扭矩达到伺服电机设定的扭矩极限值时,伺服电机发出扭矩报警信号,通过扭矩报警组件提示。
31、结合上述的所有技术方案,本发明所具备的优点及积极效果为:本发明能以较低成本高效完成石英棒材端面的圆弧加工,并能批量化使用。本发明砂轮的弧面可根据所加工的石英棒材尺寸和弧形尺寸制作,进行加工时棒材轴线与砂轮弧形边缘线定位,砂轮和棒材处于旋转状态时,石英棒材通过轴向进给与砂轮弧面接触进行磨削,加工成完整的弧形,这样通过一次轴向进给即可完成弧面加工。
32、通过弧形砂轮加工成的弧面能够保持一致性,并具有一定的光洁度,对下一道熔接工序有利,保证了熔接的质量。本发明加工方式能够有效减轻操作人员的劳动强度,同时磨削时使用的冷却液能够将磨掉的石英粉粒带走,减少环境污染。本发明加工方式对设备的加工精度要求较低,能有效降低生产成本。本发明砂轮双面弧形可提高砂轮的重复使用率,“外露”的金刚石表面磨料脱落后便于整形修补,亦可延长使用寿命,降低生产成本。
33、作为本发明的积极效果,还体现在以下几个重要方面:
34、(1)本发明可以有效降低人工成本,提升生产效率,批量化生产可保证加工产品的一致性,提高了下一工艺环节产品的质量稳定性。
35、(2)业内目前没有针对石英棒端面进行弧形加工的成熟解决方案,可根据不同规格的弧形调整砂轮的金刚石弧形磨面,结合其它专用的送料系统,对石英棒材的端面进行批量化加工。
36、(3)本发明提高弧形端面的加工效率及加工一致性,石英棒端面的弧形加工能一次成型,不需反复修磨。
技术特征:
1.一种将石英棒端面加工成弧形的双面金刚石砂轮,设置有金属基体(1),其特征在于,所述金属基体(1)的弧面上粘结有金刚石磨料(2),所述金属基体(1)通过开设的转轴安装孔(3)套装在旋转轴(4)上,所述旋转轴(4)上安装有固定金属基体(1)的锁紧螺母(5);所述旋转轴(4)通过外部电机的动力输出机构(8)的输出动力带动金属基体(1)旋转;
2.根据权利要求1所述的将石英棒端面加工成弧形的双面金刚石砂轮,其特征在于,所述金属基体(1)两侧均粘结有弧形的金刚石磨料(2);所述金属基体(1)与粘结在金属基体(1)弧面的金刚石磨料(2)组成双面金刚石砂轮,所述双面金刚石砂轮为圆盘形。
3.根据权利要求1所述的将石英棒端面加工成弧形的双面金刚石砂轮,其特征在于,所述石英棒材(6)通过旋转卡紧装置(7)定位,使石英棒材(6)轴心线与金刚石磨料(2)弧形边缘线对齐。
4.一种磨削系统,该系统搭载有如权利要求1-3任意一项所述将石英棒端面加工成弧形的双面金刚石砂轮,其特征在于,该系统包括:
5.根据权利要求4所述的磨削系统,其特征在于,所述电机的动力输出机构(8)包括砂轮电机(8-1),通过砂轮电机(8-1)的转轴与旋转轴(4)套接;
6.根据权利要求5所述的磨削系统,其特征在于,所述扭矩报警组件包括:
7.根据权利要求6所述的磨削系统,其特征在于,所述扭矩报警组件还包括:
8.根据权利要求7所述的磨削系统,其特征在于,触发复位按钮,编码控制器开始计数,同时拍摄第一张将石英棒端面加工成弧形的双面金刚石砂轮的照片,提取金刚石磨料(2)初始边缘到中心的距离l0;
9.根据权利要求8所述的磨削系统,其特征在于,判断l实小于等于l0×0.95时,控制编码报警灯报警,提醒更换双面金刚石砂轮。
10.一种磨削方法,其特征在于,该方法应用于权利要求4所述的磨削系统,该方法包括:
技术总结
本发明属于石英材料加工技术领域,公开了将石英棒端面加工成弧形的双面金刚石砂轮、系统及方法。砂轮设置有金属基体,所述金属基体的弧面上粘结有金刚石磨料,所述旋转轴上安装有固定金属基体的锁紧螺母;所述旋转轴通过外部电机的动力输出机构的输出动力带动金属基体旋转;石英棒材通过旋转卡紧装置固定,使石英棒材轴心线与金属基体弧形边缘线重合,并对石英棒材通过外部的定心旋转装置施加输出动力,使石英棒材以设定的速度旋转。本发明砂轮双面弧形可提高砂轮的重复使用率,外露的金刚石表面磨料脱落后便于整形修补,亦可延长使用寿命,降低生产成本。
技术研发人员:王文玉,李学彪,刘晓光,薛志刚,安城
受保护的技术使用者:久智光电子材料科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!