石英厚料水切割水流收束喷射装置的制作方法
本发明涉及水刀切割,具体为一种石英厚料水切割水流收束喷射装置。
背景技术:
1、水刀切割技术是一种使用高压水流进行切割的技术。它利用高压水流和磨料的组合,通过喷射水流对材料进行切割。水刀切割技术可以应用于各种材料的切割,包括金属、石材、玻璃等。在电脑的控制下能任意雕琢工件,而且受材料质地影响小,它具有切割速度快、精度高、无热变形等优点,被广泛应用于工业制造和加工领域。因为其成本低,易操作,良品率又高,水切割正逐渐成为工业切割技术方面的主流切割方式,水刀切割技术也可以与其他切割技术结合使用,如激光切割、火焰切割等,以实现更高效的切割效果。现有技术中的水力切割机包括高压泵、数控加工平台、喷水切割刀以及供砂系统,通过高压泵将水进行加压,然后通过喷水切割刀对放置在数控加工平台上的待切割件进行切割,使用水刀切割技术可以实现对石英材料的精确切割,满足不同形状和尺寸的需求。这种装置在石英制品行业中起到了重要的作用,提高了生产效率和产品质量。
2、专利号为cn104608058b公开了一种用于磨料水切割的钻石切割头,包括高压水输入接头、喷头体、钻石晶体、混砂室、输砂管接头、聚束喷砂管。喷头体内位于垂直轴线上设有安装钻石晶体的沉头孔与高压水输入接头密封结合锥面,钻石晶体镶嵌在沉头孔中,通过激光孔成型机以喷头体垂直轴线为基准在钻石晶体上打孔形成钻石喷嘴,构成一体化整体结构钻石喷头体。混砂室装在整体结构钻石喷头体内,采用顶丝预紧定位。所述输砂管接头螺纹连接喷头体,其出口与混砂室的倾斜式锥形入砂口连接。
3、现有技术中,由于水刀切割的压力有限,对于一些硬度较大的金属物件难以切割,因此想要切割这类材料,就需要在水切割装置喷头出水处设置一个混合槽用于添加磨料,磨料的使用极大的提高了水刀切割的切割能力,使得水刀能够轻易的切开高硬度材料,但同时也带来了一些危害,由于水从喷头喷出后会产生扩散现象,这使得水刀切割一些较厚的物品时会出现末端切割不均匀甚至无法切割的状态,并且扩散的水流融合磨砂后使得喷水口的磨损程度大大增加,因此一般水刀的出水口喷头大多采用质地坚硬的宝石喷嘴,但这样显然是无法彻底解决喷嘴的磨损问题,高速高压的水流混合磨砂不断的流经喷嘴,喷嘴磨损后使得喷出的水流向四周的扩散程度更加严重,进一步的降低了水刀的切割能力。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本发明提供了一种石英厚料水切割水流收束喷射装置,具有能够收束水流状态的功能,使得喷嘴喷射出的水流为旋转涡流状态,能够将混合后的磨砂集中在水柱中间,从而减少磨砂与喷嘴之间的摩擦,解决了水枪喷射水流不够集中,切割材料切割面末端出现切割不均的现象,解决了磨砂对喷嘴磨损严重,喷嘴需要高频率更换的问题。
3、(二)技术方案
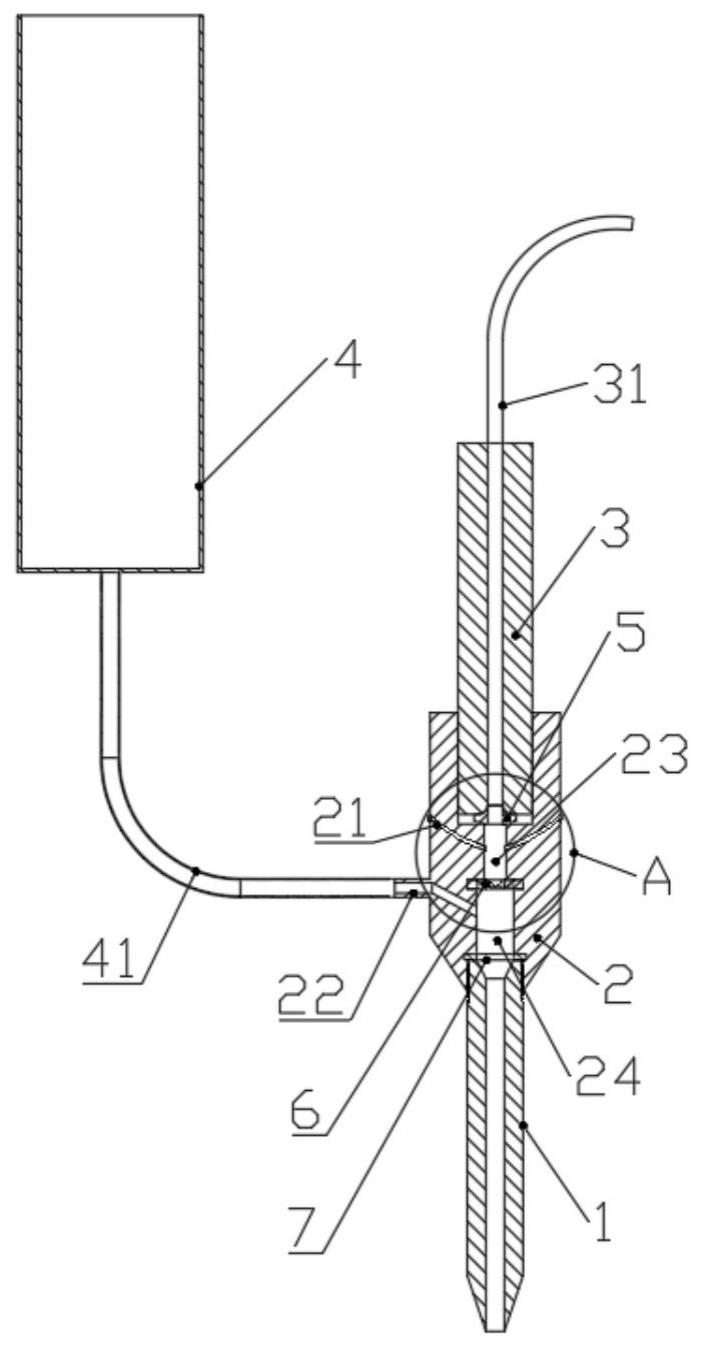
4、为实现上述能够收束水流状态的功能,使得喷嘴喷射出的水流为旋转涡流状态,能够将混合后的磨砂集中在水柱中间,提高水流的集中度的目的,本发明提供如下技术方案:石英厚料水切割水流收束喷射装置,包括喷头,所述喷头内腔设置有水流槽,前端设置有倒角,尾端通过螺纹与设置在混合仓下端的内螺纹配合连接,所述喷头端面与混合仓接触面之间设置有密封圈,所述混合仓下端设置有倒角,内部设置有空腔,所述空腔分为四段,与内螺纹相连的为磨料混合区,磨料混合槽外壁向外延申有磨料口磨料混合槽通过磨料管连接在磨料口与磨料罐相连,磨料通过通孔流入混合磨料区与从涡流件流出的高速涡流状水流进行混合,所述涡流安装槽内设置有涡流件,涡流安装槽上端设置有风槽,所述风槽四周壁面通过通风管与外部进风口相连,所述风槽上端与水管槽相连,该结构能够实现磨料的集中喷射和切割效果的优化。当磨料进入水流后,由于水流的高速高压涡流状特性,磨料能够被水流集中在水流柱中间。这样一来,磨料与喷头水流槽内壁之间的摩擦减少,从而提高了喷头的使用寿命,所述水管槽内设置有供水件,所述供水件与水管槽下端面之间设置有压力喷嘴,所述供水件与压力喷嘴接触的一面设置有倒圆角。
5、优选的,所述涡流件包括支撑架,所述支撑架中心设置有圆柱孔,所述圆柱孔内设置有涡流片,所述支撑架外圆壁面设置有滑槽,所述滑槽内两侧面向内延申有卡槽,所述卡槽中设置有滑块,所述滑块一端与设置在滑槽端部的弹簧连接,所述滑块外端向外延申有连接块,所述连接块端部与三角件连接;通过弹簧的作用,当滑块停止向中心收拢时,弹簧会将三角件重新拉回,使其卡接在涡流槽内这种设计的主要优势在于其快速安装的特点。通过滑块和滑槽的配合,涡流件的外圆直径可以在滑动的过程中快速减少,将三角件紧密固定在涡流槽内。这种安装方式不仅节省了时间,还确保了涡流件与三角件的紧密配合。
6、优选的,所述压力喷嘴中心设置有与所述供水件上设置的水流槽直径相等的水流槽,所述供水件与压力喷嘴的接触面设置有倒圆角,所述倒圆角的半径与设置在压力喷嘴上的内凹倒圆角半径相等。
7、优选的,所述通风孔数量为四个,通风管设置为斜口状,外壁风孔通过真空发生器与空气泵相连。
8、优选的,所述供水件内部设置有水流槽,所述水流槽端部连接有进水管,所述进水管另一端与压力泵相连。
9、优选的,所述三角件的厚度与混合仓内的涡流槽厚度相等,四块三角件处于不受力状态与支撑架组成的圆柱块外圆直径与涡流槽的内圆直径相等。
10、优选的,所述涡流片数量为四块,均匀分布在涡流件通孔内壁,所述四块涡流片配合形成四个涡流缝隙。
11、优选的,所述三角件数量为四块,所述三角件外圆与所述涡流件中心孔为同心圆。
12、(三)有益效果
13、与现有技术相比,本发明提供了一种石英厚料水切割水流收束喷射装置,具备以下有益效果:
14、1、该石英厚料水切割水流收束喷射装置,通过设置在涡流安装槽内的涡流件与设置在混合仓内的风槽相互配合使用,可以实现磨料水切割水流的高速高压喷射。具体而言,经过加压的水流通过压力喷嘴进入风槽内时,被风槽壁面四周的斜向风吹成涡流状,然后,水流通过涡流件通孔中设置的涡流片形成的涡流孔,最终形成高速高压的涡流状水流进入磨料混合仓。同时,由于水流的高度集中,喷射出的水流能够更加精确地切割目标物体。这使得在对目标进行切割时能够切割厚度更大的材料,并且切割后的切面更加均匀。此外,通过涡流件与风槽的配合使用,还可以实现水流的混合和搅拌效果。当水流进入混合仓时,涡流件与风槽的设计使得水流与磨料充分混合,并形成一个旋转的水流柱。这种混合和搅拌效果有助于提高磨料的均匀性和稳定性,从而进一步提高切割效果,实现磨料水切割水流的高速高压喷射。这种设计能够实现磨料的集中喷射、切割效果的优化。
15、2、该石英厚料水切割水流收束喷射装置,采用了一种滑槽和滑块的设计,以及弹簧的配合使用。滑槽设置在涡流件支架的外壁上,滑块与滑槽相配合,并通过弹簧与滑块上端连接。这种设计使得滑块能够在滑动的同时向中心收拢,从而减少整个涡流件的外圆直径。当滑块向中心收拢时,与滑块上端连接的三角件也会随之收拢,这样,三角件能够改变与支撑件的相对位置从而使得涡流件整体能够通过内径较小的圆柱空腔,实现了涡流件的快速安装。另外,通过弹簧的作用,当滑块停止向中心收拢时,三角件能够自动重新拉回并卡接在涡流槽内,确保了装置的稳定性和可靠性。这种快速安装和自动回位的设计使得涡流件的更换和维护更加方便,涡流状的水流能够更好地控制和切割石英厚料,实现更精细的切割效果。实现了涡流件的快速安装、自动回位和切割效果的优化。这种设计在提高切割效率和质量的同时,也提高了设备的可靠性和使用寿命。
- 还没有人留言评论。精彩留言会获得点赞!