一种复杂曲面仿形顺应宽行磨抛机构及其加工方法
本发明属于磨抛加工,更具体地,涉及一种复杂曲面仿形顺应宽行磨抛机构及其加工方法。
背景技术:
1、复杂曲面零件在多个领域应用广泛,代表有风力叶片、航发叶片、航空辅材蒙皮等等。此类零件形状复杂,弯扭剧烈,加工面积大,余量分布不均,质量要求严格,加工难度很大,其加工能力反映了一个国家的先进制造水平。磨抛作为零件制造的最后一道工序,关系到最终零件的轮廓精度和表面质量,直接影响产品的质量和生命周期,是加工过程的重中之重。我国现在磨抛复杂曲面依然是以人工为主少量专机为辅,作业环境恶劣、效率低、精度难以保证。
2、目前行业发展致力于使用机器人进行磨抛,研究方向主要有轮磨抛和圆盘磨抛。两种加工模式均可以称为“点→线→面加工”,即末端执行器接触工件表面形成一个点状的接触区域,点运动形成线,数条线形成面。从而实现整个表面的材料去除。
3、而这类加工模式因为末端执行器与工件接触面积小,需要多条刀路才能覆盖加工表面,所以加工效率低。其次,由于刀路换行,行与行之间有遗漏磨削和重复磨削区域,跨行处常常出现过磨或者欠磨现象,刀痕明显,形成较大的表面波纹度。同时,因为材料去除量是重复叠加的过程,由点到线再到面,需要协同调控位姿、力、速度,才能实现逐点定量的材料深度精确去除,也存在磨削刀路和工艺参数规划困难的问题。
技术实现思路
1、针对现有技术的以上缺陷或改进需求,本发明提供了一种复杂曲面仿形顺应宽行磨抛机构及方法,其中结合复杂曲面自身的特征及其宽行磨抛加工工艺特点,相应设计了一种复杂曲面仿形顺应宽行磨抛机构,并对其关键组件如砂带弯曲模块和砂带磨抛模块的结构及其具体设置方式进行研究和设计,相应的可在不同位置、从不同角度、用不同大小的力推动砂带,可以形成可控压强场,适应不同的余量分布,同时使得加工路径跳过了“点”的过程,直接由线到面,让刀路规划问题得到简化,更符合曲面建模规律,从而解决了现有技术中材料去除量重复叠加、磨削刀路和工艺参数规划困难的问题,因而尤其适用于高精度、大面积、复杂曲面工件表面磨抛加工的应用场合。
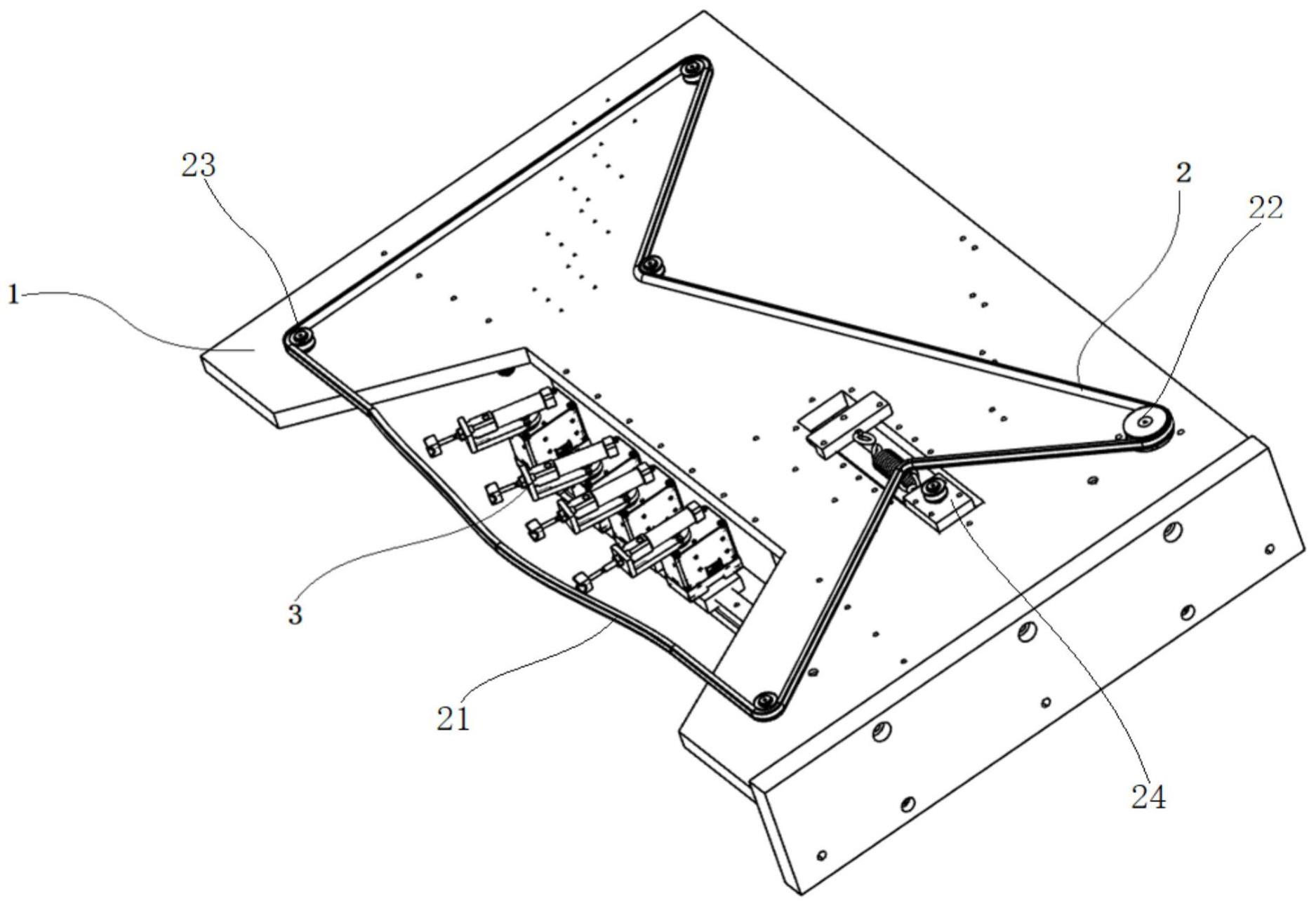
2、为实现上述目的,按照本发明的一个方面,提出了一种复杂曲面仿形顺应宽行磨抛机构,包括:机架以及设于所述机架上的砂带弯曲模块和砂带磨抛模块,其中,
3、所述砂带弯曲模块包括多个并列布置的顶绳单元,每个所述顶绳单元均包括顶块以及驱动所述顶块作水平往复、进退和转动的砂带顺应驱动结构;
4、所述砂带磨抛模块包括套设于多个所述顶块上的砂带以及砂带驱动结构,所述砂带在多个所述顶块的顶推力下弯曲以形成与工件表面贴合的u截线,并在所述砂带驱动结构的驱动下对工件进行由线到面的顺应宽行包络式磨抛。
5、作为进一步优选的,所述砂带顺应驱动结构包括r方向驱动组件、x方向驱动组件以及θ方向转动驱动组件,其中,r方向与x方向夹角为θ。
6、作为进一步优选的,所述r方向驱动组件包括安装板和伸缩气缸,所述安装板与θ方向转动驱动组件连接,并在所述θ方向转动驱动组件的驱动下转动,所述伸缩气缸设于所述安装板上,该伸缩气缸的动力输出轴与所述顶块连接。
7、作为进一步优选的,所述安装板包括呈l形布置的竖直板和水平板,所述伸缩气缸通过紧固件与竖直板固定连接,所述水平板沿所述伸缩气缸的动力输出轴布置,且所述水平板不与所述竖直板连接的一端为凸圆弧结构,该凸圆弧结构上开设有转动孔。
8、作为进一步优选的,所述θ方向转动驱动组件设于所述x方向驱动组件上,并在所述x方向驱动组件的驱动作用下沿x方向作往复直线运动,所述θ方向转动驱动组件的动力输出轴与所述r方向驱动组件连接,以驱动所述r方向驱动组件转动。
9、作为进一步优选的,所述θ方向转动驱动组件包括舵机。
10、作为进一步优选的,所述x方向驱动组件包括导轨、设于所述导轨上的滑块以及驱动所述滑块沿所述导轨运动的滑块驱动件,其中,所述导轨沿x方向布置。
11、作为进一步优选的,所述滑块驱动件包括固定设于所述滑块上的固丝装置、与所述固丝装置连接的钢丝绳、驱动所述钢丝绳运动的钢丝驱动器以及张紧所述钢丝绳的过线槽轮。
12、作为进一步优选的,所述滑块驱动件包括至少两个走丝轮,所述钢丝绳绕所述走丝轮设置,以至少使得所述钢丝绳围绕的形状中有一条平行穿过所述导轨的线段。
13、作为进一步优选的,所述走丝轮设置有三个,三个所述走丝轮呈v形布置,所述钢丝绳依次缠绕钢丝驱动器、三个所述走丝轮和过线槽轮。
14、作为进一步优选的,所述砂带内侧设有用于增加所述砂带弯曲刚度的橡胶绳。
15、基于上述实施例,所述顶块与砂带的接触面上设有滚珠套,所述滚珠套包括滚珠本体以及设于所述滚珠本体上、可相对所述滚珠本体转动的多个滚珠。
16、作为进一步优选的,所述砂带磨抛模块还包括橡胶绳,所述橡胶绳与所述砂带平行黏贴或螺旋缠绕,以增加所述砂带弯曲刚度。
17、基于上述实施例,所述顶块与砂带的接触面上设有滚珠套,所述滚珠套包括滚珠本体以及设于所述滚珠本体上、可相对所述滚珠本体转动的多个滚珠。
18、作为进一步优选的,所述砂带为绳状结构,且该绳状结构表面均匀设置有磨粒。
19、作为进一步优选的,所述砂带驱动结构与砂带顺应驱动结构分别设于所述机架的两相对侧面。
20、作为进一步优选的,所述砂带驱动结构包括用于驱动所述砂带运动的主动轮、用于提供所述砂带指定张紧力的张紧轮以及多个从动轮,所述砂带缠绕所述主动轮、张紧轮和多个从动轮设置。
21、作为进一步优选的,所述砂带驱动结构还包括用于驱动所述张紧轮运动的张紧气缸。
22、按照本发明的另一个方面,还提供了一种复杂曲面仿形顺应宽行磨抛机构的加工方法,包括以下步骤:
23、步骤一:对工件表面进行曲面划分,获取工件磨抛加工用的u截线;
24、步骤二:根据对应的u截线,控制砂带顺应驱动结构动作,以驱动多个顶块作水平往复、进退和转动,使得砂带贴合工件表面形成线接触;
25、步骤三:驱动所述砂带转动以对工件进行磨抛加工;
26、步骤四:磨抛机构整体相对于工件进行v方向运动,移动到相邻u截线;
27、步骤五:重复步骤二至步骤四,以实现工件由线到面的顺应宽行包络式磨抛,直至工件磨抛加工完成。
28、总体而言,通过本发明所构思的以上技术方案与现有技术相比,主要具备以下的技术优点:
29、1.本发明设置有多个并列布置的顶绳单元,每个所述顶绳单元均包括顶块以及驱动所述顶块作水平往复、进退和转动的砂带顺应驱动结构,加工过程中,砂带在多个所述顶块的顶推力下弯曲以形成与工件表面贴合的u截线,并在v方向水平移动结构的驱动下对工件进行由线到面的顺应宽行包络式磨抛,顶块在不同位置、从不同角度、用不同大小的力推动砂带,可以形成可控压强场,适应不同的余量分布,同时使得加工路径跳过了“点”的过程,直接由线到面,让刀路规划问题得到简化,更符合曲面建模规律。
30、2.本发明直接形成样条曲线,跳过了“点”的过程,让刀路规划问题得到简化,更符合曲面建模规律。
31、3.本发明可以自定义压力场,控制更灵活。顶绳单元在不同位置、从不同角度、用不同大小的力推动砂带,可以形成可控压强场,适应不同的余量分布。
32、4.本发明磨抛去除量不再是“点→线→面”的卷积结果,去除模型计算更简单,磨削参数容易规划。
33、5.本发明加工效率高、更柔顺。砂带直接形成线接触,加工面积大,没有刀路换行问题产生的冲击载荷和加速度,尤其适用于大面积加工。
- 还没有人留言评论。精彩留言会获得点赞!