一种含铬与无铬复合钝化热浸镀钢板及其制造方法与流程
本发明涉及钢板防腐,尤其涉及一种含铬与无铬复合钝化热浸镀钢板及其制造方法。
背景技术:
1、目前热浸镀钢板已广泛应用于各个领域,主流产品包括热镀锌钢板、热镀锌铝镁钢板、热镀铝锌镁钢板、热镀铝硅钢板等,但热浸镀钢板的镀层表面在运输、表面加工时容易发生微腐蚀,导致出现腐蚀斑点或大面积色变,且裸露的镀层往往因摩擦系数较大,在加工过程中容易造成划伤、摩擦黑变、脱粉等缺陷。
2、为了更好的保护热浸镀层,热镀产线一般设有辊涂机组,主要是根据产品使用情况在热镀后的钢板表面涂覆各种钝化膜。钝化膜一般分为无机钝化膜、有机钝化膜或反应型钝化膜、涂覆型钝化膜等。
3、随着相关技术的发展,钝化膜的种类也日趋增多,有润滑性的、高耐蚀性的、耐指纹性的、超导性的等等。普遍来说,反应型钝化膜的耐蚀性能较强,主要是通过钝化液与基板的热镀层发生微反应,形成类似铬酸盐的物质,该膜层极其致密,能够有效阻挡腐蚀介质的入侵,且具有一定的自修复功能,能够在一定程度上弥补细小划伤带来的暴露问题。缺点是反应后的钝化表面易发黑变色,尤其在生产厚规格板料时,因板带速度较慢、板温较高,钝化液和镀层之间反应剧烈且充分,造成表面容易出现山水画的形貌,严重影响表面质量。反应型钝化液往往需要铬元素的参与,当膜层较厚时也带来一定的环保问题。涂覆型钝化液与基板反应较弱,且均采用无铬的环保型配方,但由于镀层钢板经过光整后在表面会形成无数的微小凹凸,在凹陷区钝化液填充充分,但在凸起区膜层很薄,难以有效阻止腐蚀介质的入侵,因此涂覆型钝化膜的耐蚀性往往低于反应型钝化膜。
4、目前热浸镀钢板的钝化工艺基本采用单一型钝化,一条产线通常只设一组辊涂装备,而这种装备设置形式也反过来限定了钢板钝化工艺通常只能选择一种钝化方式,只能通过调整钝化工艺参数来控制钝化膜的厚度及均匀度,无法实现钝化膜的多样化。
技术实现思路
1、本发明提供了一种含铬与无铬复合钝化热浸镀钢板及其制造方法,通过对现有单辊单涂产线进行改进,建立双辊涂双烘烤钝化产线,实现含铬与无铬复合钝化工艺,利用内层含铬钝化膜的高耐蚀性、自修复性以及外层无铬钝化膜的环保性、添平性、美观性,大大提高了热浸镀钢板的表面耐蚀性、环保性及使用性能。
2、为了达到上述目的,本发明采用以下技术方案实现:
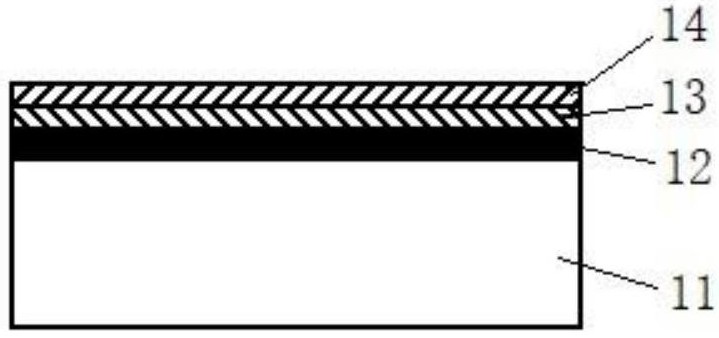
3、一种含铬与无铬复合钝化热浸镀钢板,包括由基板及热浸镀层组成的热浸镀钢板;还包括复合钝化膜;所述复合钝化膜由依次设置于基板热浸镀层外侧的含铬钝化膜及无铬钝化膜组成。
4、一种含铬与无铬复合钝化热浸镀钢板的制造方法,包括如下步骤:
5、1)在热浸镀产线的光整机组后设置2组辊涂机组及2组烘干机组,包括依次设置的辊涂机组一、烘干机组一、辊涂机组二及烘干机组二;
6、2)热浸镀钢板经辊涂机组一辊涂含铬钝化液,并由烘干机组一进行烘干;
7、3)涂覆含铬钝化层的热浸镀钢板再经辊涂机组二辊涂无铬钝化液,并由烘干机组二进行烘干;得到具有复合钝化膜的热浸镀钢板。
8、进一步的,所述步骤2)中,含铬钝化液的组分按体积百分比计包括:cro3 2%~4%、h3po4 8%~13%、钴盐0.2%~0.5%、硅溶胶1.5%~5%、nano3 1%~2%、酒石酸2%~5%,余量为纯水。
9、进一步的,所述步骤2)中,辊涂含铬钝化液后形成的含铬钝化膜厚度为0.3~0.8mg/m2。
10、进一步的,所述步骤2)中,热浸镀钢板经烘干机组一烘烤时的板温大于85℃。
11、进一步的,所述步骤3)中,无铬钝化液的组分按体积百分比包括:聚氨酯高分子乳液30%~40%、乳化蜡2.5%~4.5%、磷酸二氢锌2%~4%、氟钛酸1.0%~2%、硅烷偶联剂0.5%~1%、氨水0.5%~1.5%,余量为纯水。
12、进一步的,所述步骤3)中,辊涂无铬钝化液前,含铬钝化膜的含水量小于95wt%。
13、进一步的,所述步骤3)中,辊涂无铬钝化液后形成的无铬钝化膜厚度为0.6~1.5mg/m2。
14、进一步的,所述步骤3)中,热浸镀钢板经烘干机组二烘烤时的板温大于80℃。
15、进一步的,所述步骤3)中,热浸镀钢板表面复合钝化膜的厚度为0.9~2.3mg/m2。
16、与现有技术相比,本发明的有益效果是:
17、1)通过对现有单辊单涂产线进行改进,建立双辊涂双烘烤钝化产线,实现含铬与无铬复合钝化工艺,利用内层含铬钝化膜的高耐蚀性、自修复性以及外层无铬钝化膜的环保性、添平性、美观性,大大提高了热浸镀钢板的表面耐蚀性及使用性能;
18、2)以热镀锌钢板为例,复合钝化后,盐雾试验中耐白锈能力超过200h。
技术特征:
1.一种含铬与无铬复合钝化热浸镀钢板,包括由基板及热浸镀层组成的热浸镀钢板;其特征在于,还包括复合钝化膜;所述复合钝化膜由依次设置于基板热浸镀层外侧的含铬钝化膜及无铬钝化膜组成。
2.如权利要求1所述一种含铬与无铬复合钝化热浸镀钢板的制造方法,其特征在于,包括如下步骤:
3.根据权利要求2所述一种含铬与无铬复合钝化热浸镀钢板的制造方法,其特征在于,所述步骤2)中,含铬钝化液的组分按体积百分比计包括:cro3 2%~4%、h3po4 8%~13%、钴盐0.2%~0.5%、硅溶胶1.5%~5%、nano3 1%~2%、酒石酸2%~5%,余量为纯水。
4.根据权利要求2所述一种含铬与无铬复合钝化热浸镀钢板的制造方法,其特征在于,所述步骤2)中,辊涂含铬钝化液后形成的含铬钝化膜厚度为0.3~0.8mg/m2。
5.根据权利要求2所述一种含铬与无铬复合钝化热浸镀钢板的制造方法,其特征在于,所述步骤2)中,热浸镀钢板经烘干机组一烘烤时的板温大于85℃。
6.根据权利要求2所述一种含铬与无铬复合钝化热浸镀钢板的制造方法,其特征在于,所述步骤3)中,无铬钝化液的组分按体积百分比包括:聚氨酯高分子乳液30%~40%、乳化蜡2.5%~4.5%、磷酸二氢锌2%~4%、氟钛酸1.0%~2%、硅烷偶联剂0.5%~1%、氨水0.5%~1.5%,余量为纯水。
7.根据权利要求2所述一种含铬与无铬复合钝化热浸镀钢板的制造方法,其特征在于,所述步骤3)中,辊涂无铬钝化液前,含铬钝化膜的含水量小于95wt%。
8.根据权利要求2所述一种含铬与无铬复合钝化热浸镀钢板的制造方法,其特征在于,所述步骤3)中,辊涂无铬钝化液后形成的无铬钝化膜厚度为0.6~1.5mg/m2。
9.根据权利要求2所述一种含铬与无铬复合钝化热浸镀钢板的制造方法,其特征在于,所述步骤3)中,热浸镀钢板经烘干机组二烘烤时的板温大于80℃。
10.根据权利要求2所述一种含铬与无铬复合钝化热浸镀钢板的制造方法,其特征在于,所述步骤3)中,热浸镀钢板表面复合钝化膜的厚度为0.9~2.3mg/m2。
技术总结
本发明涉及一种含铬与无铬复合钝化热浸镀钢板及其制造方法,复合钝化热浸镀钢板包括由基板及热浸镀层组成的热浸镀钢板;还包括复合钝化膜;所述复合钝化膜由依次设置于基板热浸镀层外侧的含铬钝化膜及无铬钝化膜组成。本发明通过对现有单辊单涂产线进行改进,建立双辊涂双烘烤钝化产线,实现含铬与无铬复合钝化工艺,利用内层含铬钝化膜的高耐蚀性、自修复性以及外层无铬钝化膜的环保性、添平性、美观性,大大提高了热浸镀钢板的表面耐蚀性、环保性及使用性能。
技术研发人员:杨洪刚,吕家舜,徐闻慧,金勇,王永明,徐承明,刘小辉,从劲松
受保护的技术使用者:鞍钢股份有限公司
技术研发日:
技术公布日:2024/1/5
- 还没有人留言评论。精彩留言会获得点赞!