一种用于铸件的数控机床及其使用方法与流程
本发明涉及铸件,具体涉及一种用于铸件的数控机床及其使用方法。
背景技术:
1、铸件是生活生产中常用的工件,铸件生产出来时表面较为粗糙无法直接使用,需要对铸件进行打磨抛光,目前的铸件打磨方法主要靠人工和常规打磨机进行打磨。
2、中国专利cn109759944b提出了一种铸件智能打磨机床,第一线性模组沿x轴方向设置在底座上,立柱设置在上述第一线性模组的滑台上,第二线性模组沿y轴方向设置在上述立柱上,工件自转装置设置在上述第二线性模组的滑台上,工件交换装置设置在上述底座上,第三线性模组沿z轴方向设置在上述底座上,打磨主轴设置在旋转摆头上,旋转摆头设置在上述第三线性模组的滑台上。
3、但是,上述专利在进行铸件打磨时只能对铸件的外表进行打磨,对于小孔圆柱形铸件内部无法进行打磨,这种小孔铸件内部往往需要人工进行打磨,较为繁琐。
4、基于此,本发明设计了一种用于铸件的数控机床及其使用方法以解决上述问题。
技术实现思路
1、针对现有技术所存在的上述缺点,本发明提供了一种用于铸件的数控机床及其使用方法。
2、为实现以上目的,本发明通过以下技术方案予以实现:
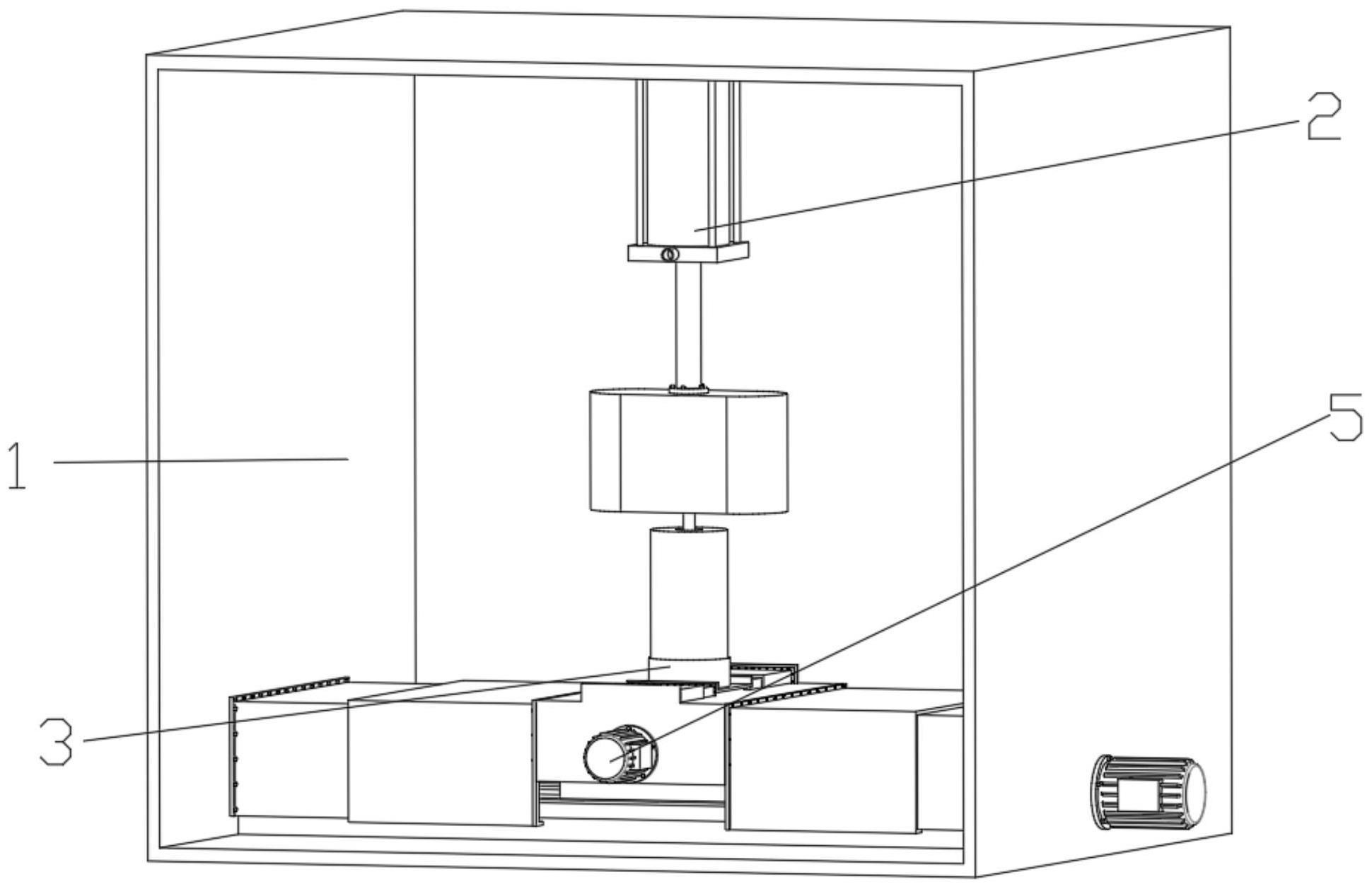
3、一种用于铸件的数控机床,包括安装架;
4、安装架的内顶部固定连接有用于对小孔圆柱铸件内部进行打磨的自撑开式打磨组件;
5、自撑开式打磨组件下方的安装架内底部上固定连接有用于调整铸件水平位置的平移驱动组件;
6、自撑开式打磨组件下方的平移驱动组件上端固定连接有用于对小孔圆柱铸件进行自动固定和松开的自动锁死组件;
7、所述自撑开式打磨组件包括抬升旋转组件和撑开打磨组件,安装架的内顶部固定连接有抬升旋转组件,抬升旋转组件的下端固定连接有撑开打磨组件,撑开打磨组件的外端和铸件的内壁接触连接。
8、更进一步的,所述抬升旋转组件包括第一气缸、支撑箱、第二气缸、第一电机、套管、从动齿轮、主动齿轮和联动推杆,安装架的内顶部固定连接有第一气缸,第一气缸的输出端底部固定连接有支撑箱,支撑箱的内顶部固定连接有第二气缸,第二气缸的输出端穿过支撑箱内部横板和底板并固定连接有联动推杆,第二气缸的输出端与支撑箱内部横板和底板滑动连接,支撑箱的内部横板转动连接有套管,套管包裹联动推杆,套管的上端固定连接有从动齿轮,支撑箱内部横板上固定连接有第一电机,第一电机的输出端固定连接有主动齿轮,主动齿轮与从动齿轮啮合连接,联动推杆穿过套管并与套管滑动连接。
9、更进一步的,所述撑开打磨组件包括固定支座、活动支座、第一联动杆、第二联动杆、固定滑槽和打磨曲板,套管的下端固定连接有固定支座,联动推杆的底部转动连接有活动支座,固定支座的外端通过铰接座转动连接有若干组第一联动杆,活动支座的外端通过铰接座转动连接有若干组第二联动杆,互相靠近的第一联动杆和第二联动杆中部通过转轴转动连接,第二联动杆的上端远离套管的一侧均通过铰接座转动连接有打磨曲板,打磨曲板的下端均开设有固定滑槽,第一联动杆的下端均滑动连接在固定滑槽内部。
10、更进一步的,所述自动锁死组件包括支撑架、第三气缸、卡接模具、限位柱、活动卡块和限位滑槽,平移驱动组件的中部上端固定连接有支撑架,支撑架的内底部固定连接有第三气缸,第三气缸的输出端穿过支撑架的顶板并与支撑架的顶板滑动连接,支撑架的顶部固定连接有卡接模具,卡接模具的中部开设有方向槽口,槽口前后内壁的上端左右两侧之间均固定连接有限位柱,第三气缸的输出端左右两侧均通过铰接座转动连接有右活动卡块,活动卡块的中部均开设有限位滑槽,限位柱穿过限位滑槽并滑动连接在限位滑槽内部,铸件的下端插接在卡接模具上端,活动卡块互相远离的一端与铸件的内底部接触连接。
11、更进一步的,自动锁死组件的下端左右两侧均连接有用于收集打磨产生废料的废料收集组件。
12、更进一步的,所述废料收集组件包括导料斜板、出料口、滑轨和滑动收集槽,卡接模具中部槽口的内底部固定连接有导料斜板,第三气缸输出端穿过导料斜板并与导料斜板滑动连接,导料斜板左右两侧的卡接模具中部槽口的内底部上均开设有出料口,出料口下方左右两端的支撑架的内顶部上均固定连接有滑轨,每一组出料口下方的两组滑轨之间滑动连接有滑动收集槽。
13、更进一步的,所述平移驱动组件包括左右平移组件和前后平移组件,安装架的内底部固定连接有左右平移组件,左右平移组件的中部固定连接有前后平移组件,前后平移组件的上端固定连接有支撑架。
14、本技术还提供了一种用于铸件的数控机床的使用方法,具体步骤如下:
15、步骤一:将铸件插接在卡接模具上端,此时启动第三气缸,第三气缸输出端带动活动卡块往下运动,从而使得限位柱在限位滑槽内滑动,活动卡块往下运动时在限位柱和限位滑槽的限位导向下使得活动卡块的上端互相远离,从而使得活动卡块的上端接触铸件的内底部并和卡接模具一起挤压固定铸件,从而完成的铸件的固定,当需要松开铸件时,启动第三气缸,第三气缸带动活动卡块往上运动,从而使得活动卡块往上运动的同时在限位滑槽和活动卡块的限位导向下上端互相靠近,从而使得活动卡块不再阻挡铸件。
16、步骤二:当自动锁死组件固定住铸件时,通过平移驱动组件将铸件移动至自撑开式打磨组件下方,此时启动第一气缸,第一气缸输出端带动支撑箱往下运动,支撑箱通过第二气缸带动套管和联动推杆往下运动并插入铸件内部,此时启动第二气缸,第二气缸输出端带动联动推杆在套管的限位导向下往上运动,联动推杆带动活动支座往上运动,从而使得活动支座和固定支座互相靠近,从而使得活动支座带动第二联动杆靠近套管的一端和第一联动杆的靠近套管的一端互相靠近,从而使得第一联动杆和第二联动杆的上端和下端互相远离,进而第一联动杆和第二联动杆远离套管的一端往远离套管的方向运动,通过固定滑槽使得第一联动杆远离套管的一端有一定的活动空间不会拘束,第一联动杆和第二联动杆带动打磨曲板往靠近铸件内壁的方向运动并接触铸件内壁,此时启动第一电机,第一电机输出端带动主动齿轮转动,主动齿轮通过从动齿轮调动套管转动,套管带动固定支座转动,固定支座通过第一联动杆和第二联动杆带动活动支座和打磨曲板转动,从而使得打磨曲板对铸件内壁进行打磨,打磨完毕时启动第二气缸,第二气缸带动打磨曲板收拢,此时启动第一气缸,第一气缸带动套管和联动推杆脱离铸件,当需要对外壁进行打磨时通过平移驱动组件调整铸件的位置并将打磨曲板收拢,此时即可启动第一电机对铸件外壁进行打磨。
17、步骤三:当对铸件进行打磨时,打磨产生的碎屑通过铸件下端开口落入卡接模具中部槽口内,碎屑通过卡接模具中部槽口落到导料斜板上,在导料斜板的导向下,碎屑通过出料口落到滑动收集槽内部,通过滑动收集槽对碎屑进行收集,当滑动收集槽内部碎屑收集满时,抽出滑动收集槽并导出滑动收集槽内部碎屑,重新将滑动收集槽插回滑轨内部。
18、有益效果
19、本发明当自动锁死组件固定住铸件时,通过平移驱动组件将铸件移动至自撑开式打磨组件下方,此时启动第一气缸,第一气缸输出端带动支撑箱往下运动,支撑箱通过第二气缸带动套管和联动推杆往下运动并插入铸件内部,此时启动第二气缸,第二气缸输出端带动联动推杆在套管的限位导向下往上运动,联动推杆带动活动支座往上运动,从而使得活动支座和固定支座互相靠近,从而使得活动支座带动第二联动杆靠近套管的一端和第一联动杆的靠近套管的一端互相靠近,从而使得第一联动杆和第二联动杆的上端和下端互相远离,进而第一联动杆和第二联动杆远离套管的一端往远离套管的方向运动,通过固定滑槽使得第一联动杆远离套管的一端有一定的活动空间不会拘束,第一联动杆和第二联动杆带动打磨曲板往靠近铸件内壁的方向运动并接触铸件内壁,此时启动第一电机,第一电机输出端带动主动齿轮转动,主动齿轮通过从动齿轮调动套管转动,套管带动固定支座转动,固定支座通过第一联动杆和第二联动杆带动活动支座和打磨曲板转动,从而使得打磨曲板对铸件内壁进行打磨,从而实现了对小孔圆柱内壁的打磨,打磨完毕时启动第二气缸,第二气缸带动打磨曲板收拢,此时启动第一气缸,第一气缸带动套管和联动推杆脱离铸件,当需要对外壁进行打磨时通过平移驱动组件调整铸件的位置并将打磨曲板收拢,此时即可启动第一电机对铸件外壁进行打磨,从而使得小孔圆柱铸件内部的打磨更加方便,无需人工进行打磨,省时省力。
20、本发明当需要固定铸件时,将铸件插接在卡接模具上端,此时启动第三气缸,第三气缸输出端带动活动卡块往下运动,从而使得限位柱在限位滑槽内滑动,活动卡块往下运动时在限位柱和限位滑槽的限位导向下使得活动卡块的上端互相远离,从而使得活动卡块的上端接触铸件的内底部并和卡接模具一起挤压固定铸件,从而完成的铸件的固定,当需要松开铸件时,启动第三气缸,第三气缸带动活动卡块往上运动,从而使得活动卡块往上运动的同时在限位滑槽和活动卡块的限位导向下上端互相靠近,从而使得活动卡块不再阻挡铸件,从而可以拿出铸件,由于是在铸件内底部进行固定,从而使得铸件漏出部位较多,从而使得打磨时打磨的更加全面,并且是通过活动卡块和卡接模具的双重限位,从而使得铸件的固定更加稳定,另外,当对铸件进行打磨时,打磨产生的碎屑通过铸件下端开口落入卡接模具中部槽口内,碎屑通过卡接模具中部槽口落到导料斜板上,在导料斜板的导向下,碎屑通过出料口落到滑动收集槽内部,通过滑动收集槽对碎屑进行收集,当滑动收集槽内部碎屑收集满时,抽出滑动收集槽并导出滑动收集槽内部碎屑,重新将滑动收集槽插回滑轨内部,从而完成对碎屑的收集,从而使得打磨产生碎屑不会乱跑影响机械运转,另外,当需要移动铸件时,启动第二电机,第二电机输出端带动第一螺纹杆转动,第一螺纹杆带动安装槽左右平移,安装槽通过第二螺纹杆和平移支撑板带动自动锁死组件和铸件左右平移,启动第三电机,第三电机输出端带动第二螺纹杆转动,第二螺纹杆带动平移支撑板在限位导向杆的限位导向下前后运动,平移支撑板带动自动锁死组件和铸件前后运动,从而实现了铸件在平面上的各位置移动,从而方便对铸件的各部位进行打磨。
- 还没有人留言评论。精彩留言会获得点赞!