耐热截止阀铸件的加工方法与流程
本发明涉及截止阀铸件生产,尤其涉及耐热截止阀铸件的加工方法。
背景技术:
1、截止阀,也叫截门,是使用最广泛的一种阀门之一,它之所以广受欢迎,是由于开闭过程中密封面之间摩擦力小,比较耐用,开启高度不大,制造容易,维修方便,不仅适用于中低压,而且适用于高压。
2、截止阀的主要缺点包括不适用于带颗粒的介质,普通的截止阀若对带颗粒的流体进行截止时,颗粒可能会堵塞在阀口位置,长期使用下,阀块和阀口的紧密性会受到颗粒的影响,从而导致截止阀的使用寿命降低。若利用截止阀对石油等高热液体进行输送时,由于石油内部可能存在颗粒结晶,基于截止阀的缺陷,并不能满足长期的使用,导致截止阀需要经常维护,从而影响到工作效率。
技术实现思路
1、本发明公开耐热截止阀铸件的加工方法,旨在解决基于截止阀不能适应带有颗粒的液体流通的缺陷,并不能满足长期的使用,导致截止阀需要经常维护,从而影响到工作效率的技术问题。
2、为了实现上述目的,本发明采用了如下技术方案:
3、耐热截止阀铸件的加工方法,包括以下具体步骤:
4、s1:产前准备:准备好截止阀铸件生产所需的模具以及溶液备用;
5、s2:浇筑成型:将准备好的溶液浇筑在模具中,经过冷却制成铸件;
6、s3:多孔处理:对浇筑过程中形成的多孔结构进行处理;
7、s4:表面处理:多孔处理后对铸件表面进行处理;
8、s5:铸件组合:将对应的铸件以及铸件包括的部件相组合,构成截止阀铸件成品;
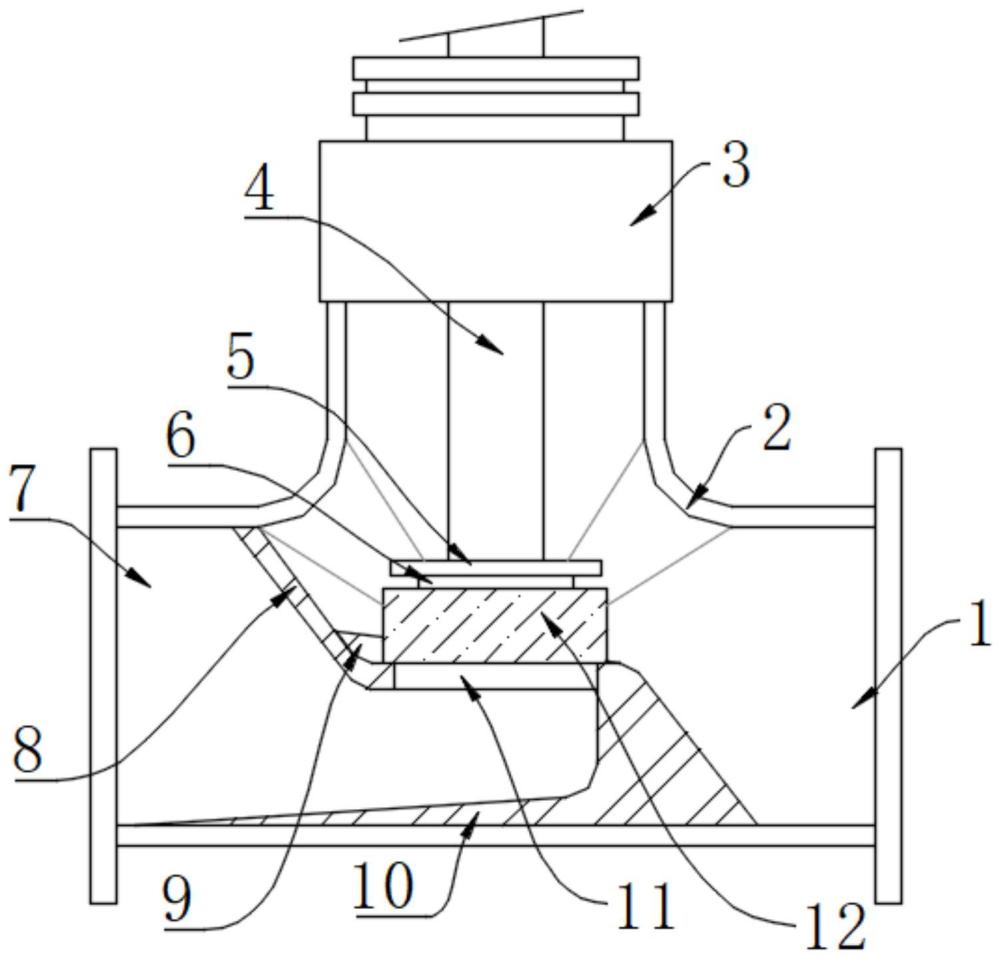
9、所述s5,铸件组合中的截止阀铸件成品包括外壳体,且外壳体的相对两端分别设置有出液口和入液口,外壳体内同时固定连接有隔板和l型斜向导板,且隔板和l型斜向导板呈对向设置,隔板和l型斜向导板的连接处设置有穿孔,隔板和l型斜向导板的顶端外壁同时连接有限位圈和斜向导板,且穿孔内位于限位圈的底端设置有阀口;
10、所述外壳体的顶端设置有驱动机构,驱动机构用于驱动阀杆上下移动,阀杆的底端连接有阀块,且阀块的外壁贴合于限位圈的内壁,阀块的底端固定有圆柱块,且圆柱块的直径小于限位圈的内直径。
11、通过设置有限位圈、阀块、圆柱块和穿孔,当使用该截止阀进行高热液体的输送时,截止时,驱动机构带动阀杆延伸,下移过程中,圆柱块首先进入限位圈内,通过缩小通液截面以及将通液位置转移至穿孔内壁来加大移动的液体对穿孔内壁的冲力,从而方便带走粘附的颗粒,当阀块进入到限位圈内时,随着阀块对内部液体的挤压,带动液体向下对穿孔位置进行冲洗,当阀块挤压在阀口上后完成截止,在此结构下,实现每次截止都对阀口位置进行颗粒冲洗,由此避免颗粒在阀口位置堵塞,保障截止阀的使用寿命。
12、在一个优选的方案中,所述s1,产前准备包括以下具体步骤:
13、s11:模具准备:准备好截止阀浇筑所需模具;
14、s12:熔液制备:准备好截止阀浇筑所需的镍基合金熔液;
15、s13:熔液定量:将熔液进行定量分批,每批溶液刚好对应单个模具所需量;
16、s14:熔盐喷射:向分批后的溶液内利用喷射设备均匀喷射熔盐;
17、所述s12,溶液制备中的镍基合金溶液成分包括硅si:0.4;磷p:0.03、碳c:0.15、硫s:0.012、氮n:0.1-0.25、铜cu:1-1.5、锰mn:1、铬cr:18.5-22、镍ni:23.5-26、钼mo:5-7、铁fe余量;
18、所述s12,溶液制备包括以下具体步骤:
19、s121:熔液浇筑:将镍基合金溶液进行大面积浇筑形成合金块;
20、s122:再时效处理:对合金块进行二次时效处理;
21、s123:二次熔融:二次时效处理后的合金块经过二次熔融后再次制成合金溶液,合金溶液成型后直接进行后续步骤;
22、所述s122,再时效处理具体操作为:首先在130℃保持20小时,随后经过180℃60min的短暂回归后,再次进行130℃24小时的二次时效处理;
23、所述s3,多孔处理包括以下具体步骤:
24、s31:超声波震荡:s2,浇筑成型后的铸件与超声波震荡设备相连,通过超声波的传导,使铸件内部的熔盐结晶碎化,形成多孔结构;
25、s32:超声波冲洗:再将铸件放置在清洗液中,并向清洗液中通入超声波,利用超声波对可接触到的多孔结构内碎化的结晶进行清洗;
26、s33:烘干:清洗后将铸件捞出烘干。
27、通过以镍基合金溶液为主要材质制作截止阀,其中由于镍基合金具有高效的耐热性,且在高热环境下能保持稳定的强度,由此,能大幅度优化截止阀的耐热性能,扩大其使用范围,另外,通过再时效处理的方式,在合金状态下进一步优化其强度和耐腐蚀度,再通过向内喷射熔盐的方式来使熔盐分布在熔液内,在铸件内形成多孔结构,几者相结合,能大幅度优化截止阀整体的耐热性能。
28、在一个优选的方案中,所述s4,表面处理包括以下具体步骤:
29、s41:涂料制备:准备好所需涂料备用;
30、s42:大面积磨砂处理:对铸件的内部以及外部进行大面积磨砂处理;
31、s43:角落颗粒喷溅:将金刚石颗粒与胶质混合,并通过喷射机喷射在铸件内部的角落位置;
32、s44:角落打磨:利用打磨设备接触到金刚石颗粒,利用金刚石颗粒在角落位置进行打磨;
33、s45:涂料喷射:将粘黏的金刚石去除,再对铸件内外进行涂料喷射;
34、所述s41,涂料制备中的涂料成分包括:丙三醇1-2、三聚磷酸铝1-5、卡波树脂2-5、羟基乙酸3-6、二氧化硅3-6、聚乙烯吡咯烷酮5-8、苯丙乳液65-70、有机硅树酯35-40、邻苯二甲酸二甲酯5-8。
35、通过进行表面涂料喷射,其中所使用的涂料作用在于耐高温以及在高温环境下对铸件表面进行保护,达到防开裂等效果,其次,通过在涂料喷射前进行打磨,通过对角落处额外处理,以金刚石为介质对角落处进行打磨,基于金刚石的硬度高于镍基合金,从而可在角落位置制造划痕,此方式可保障涂料的喷涂粘附程度,从而避免涂料脱落,进一步提高逐渐的使用寿命。
36、由上可知,耐热截止阀铸件的加工方法,包括以下具体步骤:s1:产前准备:准备好截止阀铸件生产所需的模具以及溶液备用;s2:浇筑成型:将准备好的溶液浇筑在模具中,经过冷却制成铸件;s3:多孔处理:对浇筑过程中形成的多孔结构进行处理;s4:表面处理:多孔处理后对铸件表面进行处理;s5:铸件组合:将对应的铸件以及铸件包括的部件相组合,构成截止阀铸件成品;所述s5,铸件组合中的截止阀铸件成品包括外壳体,且外壳体的相对两端分别设置有出液口和入液口,外壳体内同时固定连接有隔板和l型斜向导板,且隔板和l型斜向导板呈对向设置,隔板和l型斜向导板的连接处设置有穿孔,隔板和l型斜向导板的顶端外壁同时连接有限位圈和斜向导板,且穿孔内位于限位圈的底端设置有阀口;所述外壳体的顶端设置有驱动机构,驱动机构用于驱动阀杆上下移动,阀杆的底端连接有阀块,且阀块的外壁贴合于限位圈的内壁,阀块的底端固定有圆柱块,且圆柱块的直径小于限位圈的内直径。本发明提供的耐热截止阀铸件的加工方法具有可在高热环境下适应带有颗粒的液体使用,避免颗粒在阀口位置堵塞的技术效果。
- 还没有人留言评论。精彩留言会获得点赞!