智能化锌合金锭生产系统的制作方法
本发明涉及金属加工领域,尤其是涉及智能化锌合金锭生产系统。
背景技术:
1、锌合金锭的生产属于有色重金属的材料加工,在工业分类中属于劳动密集型生产方式。在总体的生产成本中,人力成本占有较大的比重。锌合金锭的生产包括配料、原料投炉、熔炼、合金化搅拌、铸锭、捞皮、冷却、脱模、码堆、包装等工序,传统生产大多采用人力操作大部分工序。由于锌合金生产涉及高温,具有一定的危险性,且产品品质不稳定。
2、在锌合金成型的过程中,需要把锌合金铸造成条形块,这样不但易于搬运,而且易于存放,当锌合金从熔炉流出并被倒入模具中时,需要进行捞皮操作,待其冷却成型后需要倒出模具进行码堆和包装,市面上还没有能够实现自动捞皮和自动码堆包装的生产线,由于设备庞大,每道工序都需要工人进行操作,导致工人会经常与高温相接触,安全性无法得到保障。
3、现有专利中(公告号:cn216656336u,公告日:2022-06-03)公开了一种锌合金自动捞皮装置,其通过机械手来实现在锌合金液表面的捞皮操作,实现自动化捞皮;但是其没有设置自动码堆和包装的装置,需要人工手动完成,而且在其传送带驱动锌合金定型模具移动到端部时会自动进行翻面倒出锌合金锭,由于没有设置承接锌合金锭的设备,锌合金锭容易从高处掉落,需要人工承接并搬运到下一工序,锌合金锭掉落时容易造成损伤,合格率和生产效率都有待提高。
技术实现思路
1、本发明为克服上述情况不足,提供了一种能解决上述问题的技术方案。
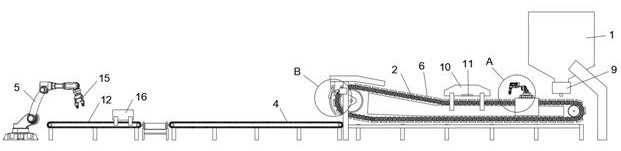
2、智能化锌合金锭生产系统,包括生产流水线,所述生产流水线包括锌合金熔炉、第一输送机构、捞皮机械手、第二输送机构和码堆包装机械手;
3、第一输送机构上带动连接有若干个定型模具,锌合金熔炉位于第一输送机构的上方,捞皮机械手固定安装在第一输送机构的上方,捞皮机械手上带动连接有捞板;
4、第一输送机构远离锌合金熔炉的一端设置有承接机构,定型模具运输到第一输送机构的端部时通过承接机构进行翻面倒出,第二输送机构设置在第一输送机构的下方,码堆包装机械手固定安装在第二输送机构的端部进行码堆和包装。
5、进一步的:所述第一输送机构采用链条输送机,第一输送机构远离锌合金熔炉的一端向上倾斜设置,承接机构覆盖在第一输送机构远离锌合金熔炉的一端。
6、进一步的:所述承接机构包括承接气缸和圆弧承接边,承接气缸固定安装在第一输送机构上,圆弧承接边转动配合安装在第一输送机构上,承接气缸带动圆弧承接边翻转,圆弧承接边覆盖设置在第一输送机构的端部。
7、进一步的:所述锌合金熔炉的出水口处安装有流量调节装置,流量调节装置采用分液器。
8、进一步的:所述第一输送机构上固定安装有锌合金冷却箱。
9、进一步的:锌合金冷却箱内固定安装有喷雾冷却装置。
10、进一步的:所述锌合金熔炉设置有两个以上,第一输送机构和第二输送机构的数量均与锌合金熔炉相互匹配设置,两个以上的第二输送机构的端部连接有第三输送机构,第三输送装置上安装有分选机构和位置调节机构。
11、进一步的:所述码堆包装机械手固定安装在第三输送装置的端部,第三输送装置上固定安装有激光打码装置。
12、进一步的:所述码堆包装机械手上带动连接有锌合金锭夹具。
13、本发明锌合金锭的制备方法包括如下步骤:
14、s1、在锌合金熔炉的出水口处安装流量调节装置,将流量调节装置和第一输送机构的速度调节到相互匹配的状态,让锌合金熔炉通过流量调节装置逐一浇铸液态锌合金到定型模具中;
15、s2、在定型模具输送到捞皮机械手的下方时,捞皮机械手带动捞板捞除液态锌合金上侧表面的捞皮,实现自动化清理捞皮的效果;
16、s3、使用喷雾冷却装置对液体锌合金进行冷却,液体锌合金冷却后在定型模具内形成锌合金锭,通过实时温度和第一输送机构的运转状况来调节喷雾冷却装置的喷雾量;
17、s4、定型模具输送到第一输送装置的端部时会翻转朝下,设置承接机构承接定型模具所倒出的锌合金锭,并输送到第二输送装置上;
18、s5、使用两个以上锌合金熔炉生产锌合金锭,两个以上的第二输送装置均输送到第三输送装置中,在第三输送装置上设置分选机构和位置调节机构,锌合金锭通过分选机构剔除不良品,锌合金锭通过位置调节机构实现位置调节;
19、s6、将位置调节后的锌合金锭精确输入到激光打码装置中,激光打码装置给每条锌合金锭上分别打上生产的相关信息;
20、s7、激光打码后的锌合金锭输送到码堆包装机械手处进行码堆和包装。
21、与现有技术相比,本发明的有益效果是:将原料和配料投入到锌合金熔炉中,原料和配料在锌合金熔炉中进行熔炼和合金化搅拌,然后打开锌合金熔炉的出液口在定型模具中逐一进行浇铸,通过捞皮机械手在液态锌合金的表面处进行捞皮,进而去除锌合金锭表面的杂质,待其冷却后输送到第一输送机构的端部进行倒出,倒出时承接机构能够有效接住锌合金锭,避免锌合金锭发生损坏,锌合金锭能够通过第二输送机构输送到码堆包装机械手处进行码堆和包装,实现自动化锌合金锭的生产,一个工作人员便能够控制整条流水线,生产效率高,而且能够避免作业人员与高温相接触,安全性提高。
22、本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
技术特征:
1.智能化锌合金锭生产系统,包括生产流水线,其特征在于,所述生产流水线包括锌合金熔炉、第一输送机构、捞皮机械手、第二输送机构和码堆包装机械手;
2.根据权利要求1所述的智能化锌合金锭生产系统,其特征在于,所述第一输送机构采用链条输送机,第一输送机构远离锌合金熔炉的一端向上倾斜设置,承接机构覆盖在第一输送机构远离锌合金熔炉的一端。
3.根据权利要求2所述的智能化锌合金锭生产系统,其特征在于,所述承接机构包括承接气缸和圆弧承接边,承接气缸固定安装在第一输送机构上,圆弧承接边转动配合安装在第一输送机构上,承接气缸带动圆弧承接边翻转,圆弧承接边覆盖设置在第一输送机构的端部。
4.根据权利要求1所述的智能化锌合金锭生产系统,其特征在于,所述锌合金熔炉的出水口处安装有流量调节装置,流量调节装置采用分液器。
5.根据权利要求1所述的智能化锌合金锭生产系统,其特征在于,所述第一输送机构上固定安装有锌合金冷却箱。
6.根据权利要求5所述的智能化锌合金锭生产系统,其特征在于,锌合金冷却箱内固定安装有喷雾冷却装置。
7.根据权利要求1所述的智能化锌合金锭生产系统,其特征在于,所述锌合金熔炉设置有两个以上,第一输送机构和第二输送机构的数量均与锌合金熔炉相互匹配设置,两个以上的第二输送机构的端部连接有第三输送机构,第三输送装置上安装有分选机构和位置调节机构。
8.根据权利要求7所述的智能化锌合金锭生产系统,其特征在于,所述码堆包装机械手固定安装在第三输送装置的端部,第三输送装置上固定安装有激光打码装置。
9.根据权利要求1所述的智能化锌合金锭生产系统,其特征在于,所述码堆包装机械手上带动连接有锌合金锭夹具。
10.根据权利要求1-9任意一项所述的智能化锌合金锭生产系统,其特征在于,制备方法包括如下步骤:
技术总结
本发明公开了智能化锌合金锭生产系统,涉及金属加工领域,包括生产流水线,所述生产流水线包括锌合金熔炉、第一输送机构、捞皮机械手、第二输送机构和码堆包装机械手;第一输送机构上带动连接有若干个定型模具,锌合金熔炉位于第一输送机构的上方,捞皮机械手固定安装在第一输送机构的上方,捞皮机械手上带动连接有捞板;第一输送机构远离锌合金熔炉的一端设置有承接机构,定型模具运输到第一输送机构的端部时通过承接机构进行翻面倒出,第二输送机构设置在第一输送机构的下方,码堆包装机械手固定安装在第二输送机构的端部进行码堆和包装;本发明实现自动化锌合金锭的生产,一个工作人员便能够控制整条流水线,生产效率高,安全性高。
技术研发人员:宋韶文,宋子堃,杨廉君,林志峰,胡世福,龚玉兔
受保护的技术使用者:广东金亿新材科技有限公司
技术研发日:
技术公布日:2024/1/5
- 还没有人留言评论。精彩留言会获得点赞!