一种同一零件二次氰化热处理工艺方法与流程
本发明属于齿轮轴热处理,涉及一种某主齿轮泵的外齿氰化处理方法,具体涉及一种同一零件二次氰化热处理工艺方法。
背景技术:
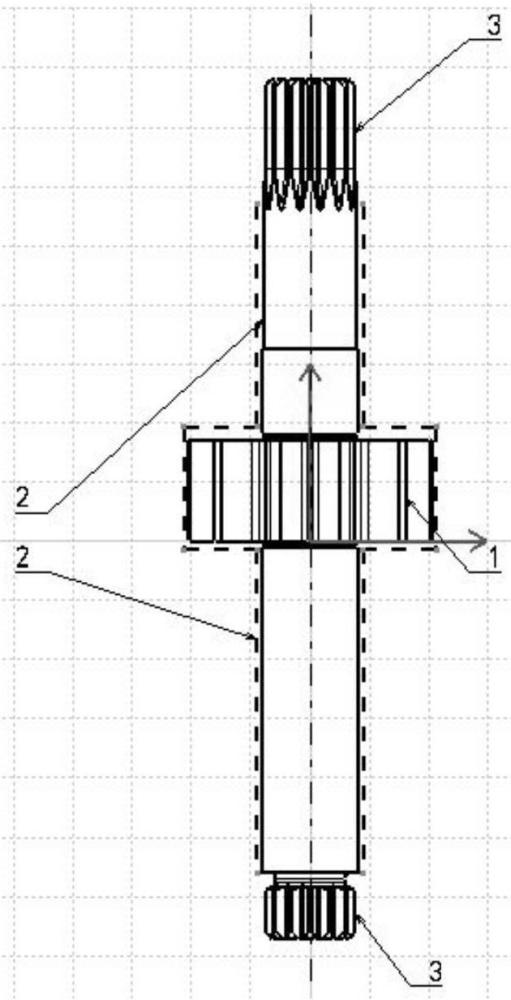
1、发动机的滑油回油泵,是一种通过泵缸与啮合齿轮间所形成工作容积变化和移动来输送液体或使之增压的回转齿轮泵,其中主、从动齿轮轴作为该泵的重要件,需要具备高的弯曲疲劳强度、接触疲劳强度和耐磨性以及较高的强度和韧性,热处理方式为氰化、淬火,外齿氰化处理,深度0.6-0.9mm,表面硬度≥hrc60;花键部位氰化处理,深度:0.2-0.4mm,表面硬度≥89hr15n。
2、一般的整体氰化处理都是对零件深度较为一致的结构进行处理,而该零件要求的是不同部位渗层不同且差异较大,并且氰化处理均为整体处理,并不能对零件进行隔离氰化。查阅相关资料对此介绍非常少,需要通过工艺规划,合理制定零件加工路线和摸索热处理工艺参数来达到零件最终技术要求。
技术实现思路
1、本发明的目的是:提出一种同一零件二次氰化热处理工艺方法,采用二次氰化来对同一零件进行处理,实现同一零件不同齿氰化深度的合格加工。
2、本发明的技术方案如下:
3、一种同一零件二次氰化热处理工艺方法,包括以下步骤:
4、步骤一,加工齿轮轴零件的中心外齿轮和轴身,对齿轮轴零件的双端外齿进行余量保护;
5、步骤二,将齿轮轴零件装炉;
6、步骤三,将齿轮轴零件进行第一次氰化;
7、步骤四,对齿轮轴进行高温回火;
8、步骤五,对齿轮轴零件进行表面清理;
9、步骤六,将齿轮轴零件进行再次加工,将齿轮轴零件的双端外齿加工到位;
10、步骤七,将齿轮轴零件进行清洗,然后进行第二次氰化;
11、步骤八,将齿轮轴零件进行真空抽冷与清洗;
12、步骤九,将齿轮轴零件进行冰冷处理;
13、步骤十,将齿轮轴零件进行回火处理;
14、步骤十一,对齿轮轴零件进行硬度检测;
15、步骤十二,对齿轮轴零件进行防锈处理,然后转入下个工序。
16、进一步的,步骤二和步骤七中,采用专用夹具对齿轮轴零件进行固定;专用夹具包括固定层和软结构层,固定层上设有放置齿轮轴零件的圈口,圈口通过齿轮轴零件的中间外齿对齿轮轴零件下限位;软结构层设在固定层下方,对齿轮轴零件的底部提供托举力;软结构层为软材料制成。
17、进一步的,第一次氰化的氰化温度为870℃;01段保温时间伪5±1分钟,碳势:0.5±0.1%;02段保温时间:300±20分钟,碳势:1.25±0.1%;氨气流量:0.3±0.1l/min;03段保温时间:120±20分钟,碳势:1.0±0.1%;氨气流量:0.3±0.1l/min,结束后零件转移到气冷槽后关闭槽盖,然后在高纯氮气的保护下降到≤300℃后从气冷槽内升起,整个氰化结束。
18、进一步的,步骤四的高温回火温度为650℃,保温时间:1.5-2小时,真空度为0.133-13.3pa,升温速率:≤15℃/min。
19、进一步的,第二次氰化的氰化温度为870℃;01段保温时间:5±1分钟,碳势:0.5±0.1%;02段保温时间:60±20分钟,碳势:1.25±0.1%;氨气流量:0.3±0.1l/min;03段保温时间:15±10分钟,碳势:1.0±0.1%;氨气流量:0.3±0.1l/min,结束后零件转移到气冷槽后关闭槽盖,然后在高纯氮气的保护下降到≤300℃后从气冷槽内升起,整个氰化结束。
20、进一步的,步骤八的真空淬火包括预热、保温和油冷,预热温度:690℃,保温时间:20-40分钟;淬火温度:850℃,保温时间:35-55分钟;油冷时间:20-30分钟,真空度:≤13.3pa,升温速率:10-20℃/min,结束后放入清洗机中将零件表面的淬火油清洗干净。
21、进一步的,步骤九的冰冷处理在步骤八结束后的2小时内,温度:-70℃,保温时间:1-1.5小时后缓热至室温。
22、进一步的,步骤十的回火处理为:步骤九的冰冷处理结束后4小时内回火,在温度160℃的环境下保温时间:3-5小时。
23、进一步的,步骤十一的检测包括:a、使用洛氏硬度计对零件外齿和轴身表面和心部硬度进行检查;使用表面洛氏硬度计对花键表面硬度进行检查;b、使用维氏及努式硬度计使用硬度法对外齿齿节圆、轴身和花键节圆进行氰化层深度检查;c、目视检查零件外观无磕碰。
24、本发明的技术效果:
25、1、本发明设计了二次氰化对渗层深度分别进行控制,最后再进行淬火来达到所要求的表面硬度和心部硬度,使得产品能够满足零件的各项技术要求。
26、2、本发明通过合理的工艺参数、加工流程及选择合适的夹具,有效的解决了零件二次氰化的技术难点,满足了设计图纸的技术要求,保证了产品的顺利交付。同时也突破了常规的工艺思路,摸索出此类零件加工的新工艺方法。
27、3、整体规划零件的加工流程,明确第一次氰化的零件将外齿和轴身加工到位,花键采用余量保护的方式进行第一次较深渗层要求的氰化;
28、4、第一次氰化进行高温回火以减少表面残余奥氏体含量并降低硬度后转机加将花键加工到位,对零件整体再进行第二次氰化并淬火、回火处理,来实现花键较浅渗层深度和零件的表面硬度和心部硬度等最终技术要求;
29、5、零件在两次氰化过程中采用专用热处理夹具,将零件竖直装夹,以实现热处理后的零件变形量小的目的;
30、6、零件在二次氰化后采用真空淬火炉进行淬火、冰冷处理和低温处理,经过这样处理后的零件表面光亮无氧化,一致性好。
技术特征:
1.一种同一零件二次氰化热处理工艺方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种同一零件二次氰化热处理工艺方法,其特征在于,步骤二和步骤七中,采用专用夹具对齿轮轴零件进行固定;专用夹具包括固定层和软结构层,固定层上设有放置齿轮轴零件的圈口,圈口通过齿轮轴零件的中间外齿对齿轮轴零件下限位;软结构层设在固定层下方,对齿轮轴零件的底部提供托举力;软结构层为软材料制成。
3.根据权利要求1所述的一种同一零件二次氰化热处理工艺方法,其特征在于,第一次氰化的氰化温度为870℃;01段保温时间伪5±1分钟,碳势:0.5±0.1%;02段保温时间:300±20分钟,碳势:1.25±0.1%;氨气流量:0.3±0.1l/min;03段保温时间:120±20分钟,碳势:1.0±0.1%;氨气流量:0.3±0.1l/min,结束后零件转移到气冷槽后关闭槽盖,然后在高纯氮气的保护下降到≤300℃后从气冷槽内升起,整个氰化结束。
4.根据权利要求1所述的一种同一零件二次氰化热处理工艺方法,其特征在于,步骤四的高温回火温度为650℃,保温时间:1.5-2小时,真空度为0.133-13.3pa,升温速率:≤15℃/min。
5.根据权利要求1所述的一种同一零件二次氰化热处理工艺方法,其特征在于,第二次氰化的氰化温度为870℃;01段保温时间:5±1分钟,碳势:0.5±0.1%;02段保温时间:60±20分钟,碳势:1.25±0.1%;氨气流量:0.3±0.1l/min;03段保温时间:15±10分钟,碳势:1.0±0.1%;氨气流量:0.3±0.1l/min,结束后零件转移到气冷槽后关闭槽盖,然后在高纯氮气的保护下降到≤300℃后从气冷槽内升起,整个氰化结束。
6.根据权利要求1所述的一种同一零件二次氰化热处理工艺方法,其特征在于,步骤八的真空淬火包括预热、保温和油冷,预热温度:690℃,保温时间:20-40分钟;淬火温度:850℃,保温时间:35-55分钟;油冷时间:20-30分钟,真空度:≤13.3pa,升温速率:10-20℃/min,结束后放入清洗机中将零件表面的淬火油清洗干净。
7.根据权利要求1所述的一种同一零件二次氰化热处理工艺方法,其特征在于,步骤九的冰冷处理在步骤八结束后的2小时内,温度:-70℃,保温时间:1-1.5小时后缓热至室温。
8.根据权利要求1所述的一种同一零件二次氰化热处理工艺方法,其特征在于,步骤十的回火处理为:步骤九的冰冷处理结束后4小时内回火,在温度160℃的环境下保温时间:3-5小时。
9.根据权利要求1所述的一种同一零件二次氰化热处理工艺方法,其特征在于,步骤十一的检测包括:a、使用洛氏硬度计对零件外齿和轴身表面和心部硬度进行检查;使用表面洛氏硬度计对花键表面硬度进行检查;b、使用维氏及努式硬度计使用硬度法对外齿齿节圆、轴身和花键节圆进行氰化层深度检查;c、目视检查零件外观无磕碰。
技术总结
本发明属于齿轮轴热处理技术领域,公开了一种同一零件二次氰化热处理工艺方法,加工齿轮轴零件的中心外齿轮和轴身,对齿轮轴零件的双端外齿进行余量保护,将齿轮轴零件装炉,将齿轮轴零件进行第一次氰化,对齿轮轴进行高温回火,对齿轮轴零件进行表面清理,将齿轮轴零件进行再次加工,将齿轮轴零件的双端外齿加工到位,将齿轮轴零件进行清洗,然后进行第二次氰化再将齿轮轴零件进行真空抽冷与清洗,随后先后进行冰冷处理、回火处理、硬度检测和防锈处理,然后转入下个工序。本发明设计了二次氰化对渗层深度分别进行控制,最后再进行淬火来达到所要求的表面硬度和心部硬度,使得产品能够满足零件的各项技术要求。
技术研发人员:赵铁,赵乐清,吕晓艳,苗玉星,卞浩旭,张敬江,刘丽薇
受保护的技术使用者:新乡航空工业(集团)有限公司
技术研发日:
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!