一种磁流变抛光液控制的磨抛复合加工装置及磨抛方法
本发明属于精密加工,具体涉及一种磁流变抛光液控制的磨抛复合加工装置及磨抛方法。
背景技术:
1、近年来随着先进磨削加工工艺的开发以及先进磨削工具制造技术的提升,使得镍基高温合金等难加工材料的磨削加工品质得以提升。目前,高韧性、难加工材料的磨削加工工艺,常采用以下几种磨削加工方法,即普通往复磨削、砂带磨削、缓进深切磨削、高速磨削及高效深切磨削,通过这些加工,工件可以获得较好的表面、高的尺寸精度和形状精度。但现有的磨削加工存在粗磨、半精磨、精磨三个加工过程且每个过程使用的砂轮均不一样,工件和砂轮会经过多次装夹和加工定位,这会导致加工效率的降低,也可能导致工件的尺寸精度和形状精度的下降,使得工件的良品率下降。
2、磁流变抛光技术是一种利用磁流变抛光液在磁场中的流变特性对工件进行抛光的技术,磁流变抛光液在梯度磁场中会发生流变现象,形成具有粘塑性宾汉姆(bingham)柔性凸起,当柔性凸起与待加工工件表面接触并发生相对运动时,会在工件表面产生很大的剪切力,在磁流变抛光液中磨粒的作用下实现材料的去除。其具体的工作原理为:将被加工工件与磁性抛光液进行接触,在外磁场作用下,磁性抛光液聚结在一起形成磁液刷,当被加工工件与磁液刷进行相对运动时,他们之间相互摩擦,从而实现对被加工工件的抛光。
3、因此,在磁性抛光液对被加工工件表面加工时,如何控制磁性抛光液对被加工工件局部区域进行精准加工为现有技术中的技术难点。现有技术中,通过外界磁场控制磁性抛光液进行抛光处理时,难以对加工工件内部或者外表面的局部区域进行精准抛光。
技术实现思路
1、本发明的目的在于提供一种磁流变抛光液控制的磨抛复合加工装置及磨抛方法。
2、第一方面,本发明提供一种磁流变抛光液控制的磨抛复合加工装置,其包括加工机床、喷流模块、供电模块和磨砂轮;所述的磨砂轮通过加工刀柄安装在加工机床的主轴上;所述的磨砂轮包括磨轮主体和供磁模块;所述的磨轮主体的底面和外圆周面上均设有磨砂面;磨轮主体开设有内腔;供磁模块安装在磨轮主体的内腔;
3、所述的供磁模块包括第一磁场发生器、第二磁场发生器和无线供电线圈;无线供电线圈固定在磨轮主体内腔的中心位置;多个第一磁场发生器安装在无线供电线圈的周围,且均朝向磨砂轮的外圆周面;第二磁场发生器设置在磨轮主体内腔的底部;无线供电线圈与第一磁场发生、第二磁场发生器之间均设有隔磁片;
4、所述的供电模块安装在加工机床上,通过无线供电线圈为第一磁场发生器、第二磁场发生器供电;所述的喷流模块安装在加工机床上,用于对工件喷射磁流变抛光液。
5、作为优选,所述的磨轮主体内腔的中心位置固定有支撑件;无线供电线圈环绕在支撑件的周围。
6、作为优选,所述的第一磁场发生器呈长方体,通过螺钉固定在磨轮主体内;所述的第二磁场发生器呈圆柱形,通过螺钉固定在磨轮主体内。
7、作为优选,所述的第一磁场发生器与磨轮主体外圆周的磨砂面的间距为9mm~10mm;第二磁场发生器与磨轮主体底面的磨砂面的间距为9mm~10mm。
8、作为优选,所述的喷流组件包括储液箱、出液泵、回流泵和喷嘴;所述的储液箱固定在加工机床上;储液箱的输出口通过出液泵连接至喷嘴;所述的喷嘴用于将储液箱向磨轮主体与工件的接触位置喷射磁流变抛光液;所述加工机床工作台上设有存液槽;存液槽与储液箱通过回流泵连接。
9、作为优选,所述的磨砂轮还包括封盖;所述的磨轮主体呈底端封闭,顶端开放状;所述的封盖通过六角螺栓固定在磨轮主体的顶部。
10、第三方面,本发明提供一种磨抛复合加工方法。其使用如第一方面所述的一种磁流变抛光液控制的磨抛复合加工装置;该磨抛复合加工方法包括以下步骤:
11、步骤一、将被加工工件装夹在加工机床工作台上;
12、步骤二、将磨轮主体的磨砂面与被加工工件表面的间距调节至预设距离;
13、步骤三、供电模块对供磁模块中的无线供电线圈进行无线供电;无线供电线圈对第一磁场发生器、第二磁场发生器供电,产生磁场,使得磁流变抛光液粘黏在磨轮主体的两个磨砂面上;
14、步骤四、主轴驱动磨轮主体旋转,并沿着被加工工件表面,进行磨削加工;根据抛光要求,改变第一磁场发生器、第二磁场发生器产生的磁场,以及磨轮主体与被加工工件的间距,从而改变磁流变抛光液的剪切作用和间隙流体动压力;
15、步骤五、磨轮主体(1)沿着被加工工件进行运动,对被加工工件表面材料进行抛光加工。
16、作为优选,抛光加工过程中,磨轮主体的磨砂面的磁场强度大于1000gs。
17、本发明具有的有益效果是:
18、1、本发明通过在用于磨削加工的磨轮主体中加入无线供电线圈和磁场发生器;通过对无线供电线圈进行无线供电,并将电能输送至磁场发生器。通过磁场发生器产生磁场,使得磁流变抛光液能够粘黏在磨轮主体表面;并通过控制磨轮主体上的磁场强度,从而改变磁流变抛光液的粘黏度,实现磁流变抛光液的剪切力和流体动压力的可控。
19、2、本发明通过磨轮主体在表面设置磨砂面,使得磨轮主体能够对被加工工件进行磨削加工。同时,通过磁场发生器产生磁场,使得磁流变抛光液能够粘黏在磨轮主体表面。通过磁流变抛光液对被加工工件表面进行抛光加工;实现了磨削和抛光的复合加工,提高了加工效率。
20、3、本发明采用电控磁极的方法使磨轮主体产生的磁极磁力线根据需求进行实时变化,从而使静态磁场变为动态可控磁场。在加工后或加工中,磨轮主体表面的磨砂面与高粘度磁流变抛光液接触,利用高粘度的磁流变抛光液与高速旋转的磨砂面之间的速度差,实现砂轮磨粒的自动更新、修锐和修形,减少磨砂面修形的时间,提高加工效率。
技术特征:
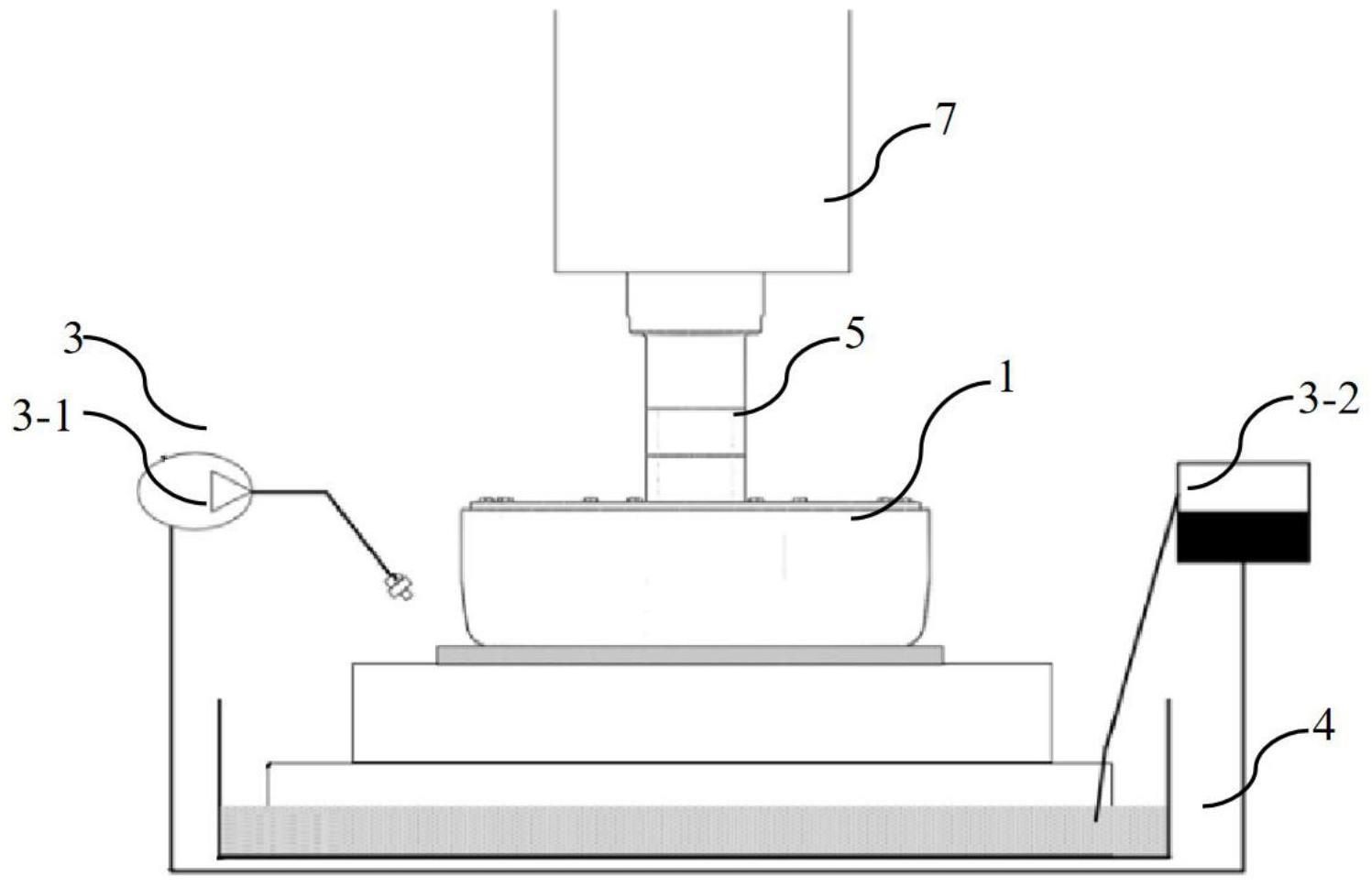
1.一种磁流变抛光液控制的磨抛复合加工装置,包括加工机床(4)、喷流模块(3)、供电模块和磨砂轮;其特征在于:所述的磨砂轮通过加工刀柄(5)安装在加工机床(4)的主轴上;所述的磨砂轮包括磨轮主体(1)和供磁模块(2);所述的磨轮主体(1)的底面和外圆周面上均设有磨砂面;磨轮主体(1)开设有内腔;供磁模块(2)安装在磨轮主体(1)的内腔;
2.根据权利要求1所述的一种磁流变抛光液控制的磨抛复合加工装置,其特征在于:所述的磨轮主体(1)内腔的中心位置固定有支撑件(2-5);无线供电线圈(2-3)环绕在支撑件(2-5)的周围。
3.根据权利要求1所述的一种磁流变抛光液控制的磨抛复合加工装置,其特征在于:所述的第一磁场发生器(2-1)呈长方体,通过螺钉固定在磨轮主体(1)内;所述的第二磁场发生器(2-2)呈圆柱形,通过螺钉固定在磨轮主体(1)内。
4.根据权利要求1所述的一种磁流变抛光液控制的磨抛复合加工装置,其特征在于:所述的第一磁场发生器(2-1)与磨轮主体(1)外圆周的磨砂面的间距为9mm~10mm;第二磁场发生器(2-2)与磨轮主体(1)底面的磨砂面的间距为9mm~10mm。
5.根据权利要求1所述的一种磁流变抛光液控制的磨抛复合加工装置,其特征在于:所述的喷流组件包括储液箱(3-2)、出液泵(3-1)、回流泵和喷嘴;所述的储液箱(3-2)固定在加工机床(4)上;储液箱(3-2)的输出口通过出液泵(3-1)连接至喷嘴;所述的喷嘴用于将储液箱(3-2)向磨轮主体(1)与工件的接触位置喷射磁流变抛光液;所述加工机床(4)工作台上设有存液槽;存液槽与储液箱(3-2)通过回流泵连接。
6.根据权利要求1所述的一种磁流变抛光液控制的磨抛复合加工装置,其特征在于:所述的磨砂轮还包括封盖(6);所述的磨轮主体(1)呈底端封闭,顶端开放状;所述的封盖(6)通过六角螺栓固定在磨轮主体(1)的顶部。
7.根据权利要求1所述的一种磁流变抛光液控制的磨抛复合加工装置,其特征在于:所述的加工机床(4)能够带动主轴自身轴线旋转,以及三自由度移动。
8.根据权利要求1所述的一种磁流变抛光液控制的磨抛复合加工装置,其特征在于:所述的第二磁场发生器(2-2)共有多个;多个第二磁场发生器(2-2)均匀地排布在磨轮主体(1)的内腔底部。
9.一种磨抛复合加工方法;其特征在于:使用如权利要求1所述的一种磁流变抛光液控制的磨抛复合加工装置;该磨抛复合加工方法包括以下步骤:
10.根据权利要求9所述的一种磨抛复合加工方法;其特征在于:抛光加工过程中,磨轮主体(1)的磨砂面的磁场强度大于1000gs。
技术总结
本发明公开了一种磁流变液控制的磨抛复合加工装置及磨抛方法,其包括加工机床、喷流模块、供电模块和磨砂轮;磨砂轮通过加工刀柄安装在加工机床的主轴上;磨砂轮包括磨轮主体和供磁模块;磨轮主体的底面和外圆周面上均设有磨砂面;磨轮主体开设有内腔;供磁模块安装在磨轮主体的内腔,用于使磨轮主体表面产生磁场。本发明通过在用于磨削加工的磨轮主体中加入无线供电线圈和磁场发生器;通过对无线供电线圈进行无线供电,并将电能输送至磁场发生器。通过磁场发生器产生磁场,使得磁流变抛光液能够粘黏在磨轮主体表面;并通过控制磨轮主体上的磁场强度,从而改变磁流变抛光液的粘黏度,实现磁流变抛光液的剪切力和流体动压力的可控。
技术研发人员:郭宗福,李兴科,倪敬,李祖吉
受保护的技术使用者:杭州电子科技大学
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!