一种低强度1Cr17Ni2不锈钢及其制造方法与流程
本发明属于金属材料制造,具体涉及一种低强度1cr17ni2不锈钢及其制造方法。
背景技术:
1、1cr17ni2是马氏体不锈钢中强度与韧性搭配较好的钢种。1cr17ni2钢的化学成分(%wt):c0.11~0.17,si≤0.80,mn≤0.80,cr16.00~18.00,ni1.50~2.50,s≤0.030,p≤0.040。它对氧化性酸、大部分有机酸以及有机盐类的水溶液有良好的耐蚀性。一般用于硝酸、醋酸生产和轻工、纺织、铁路、航空等工业中既要求强韧性又耐腐蚀的轴、活塞杆、泵等零件。
2、随着新领域的需求,用户在原有技术指标上增加了强度的新要求。原技术指标:淬火950~1050℃,回火275~350℃,要求抗拉强度≥1080mpa,伸长率≥10%,u口冲击≥39j。新的领域要求在成分和热处理范围不变的情况下,抗拉强度为1075~1275mpa。而该材料正常冶炼和成型强度范围为1300~1400mpa,不符合用户的使用要求。
技术实现思路
1、针对现有技术中存在的上述不足,本发明的目的在于提供了一种低强度1cr17ni2不锈钢及其制造方法,本发明通过控制1cr17ni2不锈钢中n、c、cr、ni的化学成分,在原热处理范围不变的情况下,使得得到的1cr17ni2不锈钢的抗拉强度为1075~1275mpa,满足用户的使用要求。
2、为了实现上述目的,本发明采用以下技术方案:
3、第一方面,本发明提供了一种低强度1cr17ni2不锈钢,所述1cr17ni2不锈钢的化学成分包括:n≤0.015wt%,c:0.11~0.14wt%,si≤0.80wt%,mn≤0.80wt%,cr:16.00~16.60wt%,ni:2.00~2.30wt%,p≤0.018wt%,s≤0.005wt%,其余为fe和不可避免的杂质。
4、本发明通过控制1cr17ni2不锈钢中n、c、cr、ni的化学成分,在原热处理范围不变的情况下,使得得到的1cr17ni2不锈钢的抗拉强度为1075~1275mpa,满足用户的使用要求。
5、第二方面,本发明提供了一种如第一方面所述的低强度1cr17ni2不锈钢的制造方法,所述制造方法依次包括如下工序:配料工序、熔炼工序、电渣重熔工序和锻造工序;其中,所述熔炼工序依次包括熔化处理工序、精炼处理工序、真空脱气处理工序、出钢工序和浇注成型工序,在所述真空脱气处理工序中,真空脱气时间≥30分钟,在小于或等于0.5乇的真空度下至少脱气15分钟,以控制n≤0.015wt%。
6、上述低强度1cr17ni2不锈钢的制造方法中,作为一种可选实施方式,在所述配料工序中,根据所述1cr17ni2不锈钢的成分进行配料,所述1cr17ni2不锈钢的原料包括高炉铁水和合金原料,所述合金原料包括铬铁、镍板、锰铁、硅铁、氮化锰、氮化铬中的至少一种,所述铬铁为低碳铬铁或者微碳铬铁。
7、上述低强度1cr17ni2不锈钢的制造方法中,作为一种可选实施方式,在所述配料工序中,所述合金原料还包括1cr17ni2返回料、13cr返回料、304返回料中的至少一种。
8、上述低强度1cr17ni2不锈钢的制造方法中,作为一种可选实施方式,在所述配料工序中,当使用aod或者vod时,所述铬铁为高碳铬铁。
9、上述低强度1cr17ni2不锈钢的制造方法中,作为一种可选实施方式,在所述熔炼工序中,使用氩气保护。
10、熔炼工序(炼钢过程)中的氮含量主要有两种方式进入钢中:1、炼钢原料和精炼辅料带入的氮,可对原材料进行优选,选择低氮的原材料批号进行冶炼;2、炼钢过程中钢液与空气接触吸入的氮,应该避免钢液裸露并使用氩气保护冶炼和浇铸。
11、上述低强度1cr17ni2不锈钢的制造方法中,作为一种可选实施方式,在所述熔化处理工序中,将电炉钢水和感应炉钢水进行混冲处理,得到混冲钢水,其中,所述电炉钢水的制备方法包括:将电炉冶炼原料在电炉中进行冶炼处理,并在冶炼过程中进行脱p处理和脱c处理,得到电炉钢水,电炉出钢温度≥1600℃;所述感应炉钢水的制备方法包括:将感应炉冶炼原料在感应炉中进行冶炼处理,得到感应炉钢水,感应炉出钢温度为1550-1650℃(例如可以为1550℃、1570℃、1590℃、1610℃或1650℃)。
12、上述低强度1cr17ni2不锈钢的制造方法中,作为一种可选实施方式,在所述精炼处理工序中,将所述混冲钢水在lf炉中进行精炼处理,并在所述精炼过程中进行脱o处理、脱s处理、微调处理,得到精炼钢水,在所述精炼处理工序中控制c、cr、ni元素含量达到到目标值,后续工序中不再加cr。
13、上述低强度1cr17ni2不锈钢的制造方法中,作为一种可选实施方式,在所述真空脱气处理工序中,将所述精炼钢水进行真空脱气处理,得到脱气钢水。
14、上述低强度1cr17ni2不锈钢的制造方法中,作为一种可选实施方式,在所述出钢工序中,对所述脱气钢水进行氩气软吹处理,达到出钢温度后出钢,得到1cr17ni2不锈钢的钢水,其中,软吹时间≥10分钟,所述出钢温度高于所述脱气钢水液相线(例如液相线温度为1483℃)50-60℃(例如可以为50℃、55℃或60℃等)。
15、上述低强度1cr17ni2不锈钢的制造方法中,作为一种可选实施方式,在所述浇注成型工序中,将所述1cr17ni2不锈钢的钢水浇注成1cr17ni2铸锭,全程使用氩气保护浇注。
16、上述低强度1cr17ni2不锈钢的制造方法中,作为一种可选实施方式,在所述电渣重熔工序中,在氩气保护下,将所述1cr17ni2铸锭作为电渣炉的电极棒,进行重熔并结晶,之后红送锻造工序。
17、上述低强度1cr17ni2不锈钢的制造方法中,作为一种可选实施方式,在所述电渣重熔工序中,禁止使用氮气保护。
18、上述低强度1cr17ni2不锈钢的制造方法中,作为一种可选实施方式,在所述锻造工序中,将结晶后的钢锭进行锻造成材,其中,加热温度为1150~1200℃(例如可以为1150℃、1170℃或1200℃),开锻温度≥1000℃,终锻温度≥800℃。
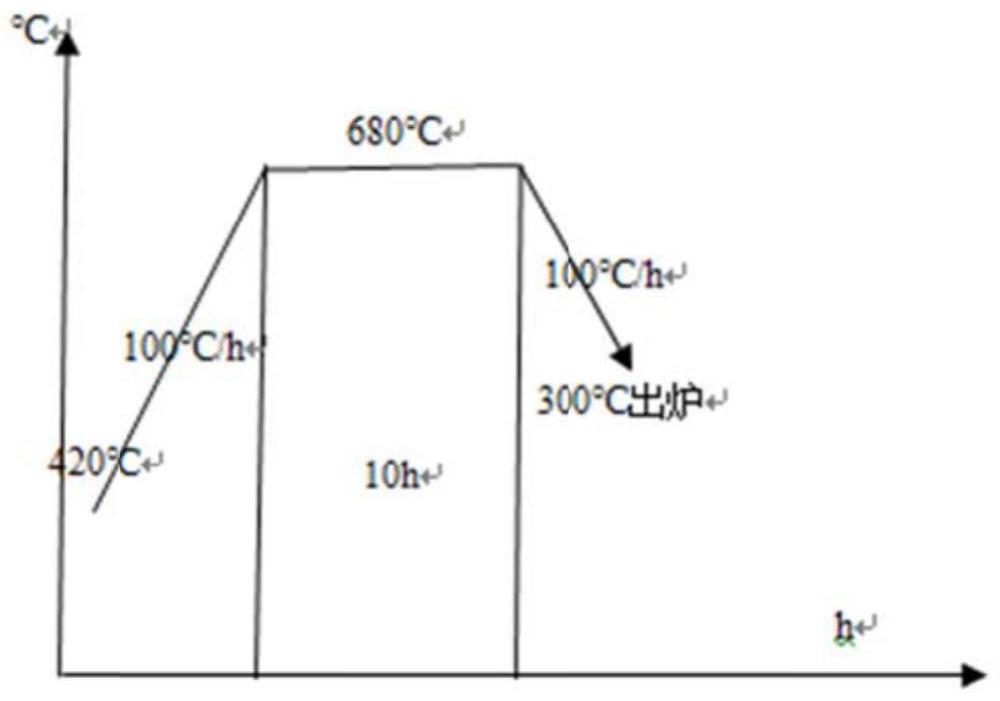
19、上述1cr17ni2不锈钢的制造方法中,在所述锻造工序后,所述制造方法还包括退火工序,在所述退火工序中,对锻造后的钢材,进行空冷至400℃-550℃(例如可以为400℃、450℃、500℃、550℃,如果温度过高会有碳化物析出,如果温度过低会开裂),且放置时间≤48小时进炉退火,所述退火工序依次包括加热、保温、冷却,所述加热是以≤100℃/h(例如可以为80~100℃/h)的速度将钢材加热至保温的温度;所述保温的温度为660-700℃,所述保温的时间为5-10h(例如可以为5h、7h或10h);所述冷却是以≤100℃/h(例如可以为80~100℃/h)的速度将钢材冷却至500℃以下(例如为200~500℃,可以为200℃、300℃、400℃、或500℃),随后出炉空冷至室温。
20、与现有技术相比,本发明的有益效果至少包括以下一项:
21、本发明通过控制1cr17ni2不锈钢中n、c、cr、ni的化学成分,在原热处理范围不变的情况下,使得得到的1cr17ni2不锈钢的抗拉强度为1075~1275mpa,满足用户的使用要求。
- 还没有人留言评论。精彩留言会获得点赞!