一种基于溶质成分偏析和动态水量在线控制连铸凝固终点方法与流程
本发明涉及冶金连铸,具体为一种基于溶质成分偏析和动态水量在线控制连铸凝固终点方法。
背景技术:
1、铸坯凝固末端压下技术对铸坯内部缺陷的控制效果十分明显,但准确获得连铸坯凝固终点的位置是获得良好压下效果的前提。仅仅依据预设的固、液相线温度,稳定成分的铸坯综合凝固系数和固定冷却水量计算的铸坯凝固终点位置并不可靠。微观偏析是在铸坯凝固过程中普遍存在的一种现象,在钢水凝固过程中选分结晶是微观偏析产生的根本原因,正是由于偏析的存在,导致连铸坯壳的成分并不等同于钢水成分,未凝固的液相中也存在溶质元素的富集,这些都会导致换热系数和固、液相线温度的变化。在传统的人工配水法和等比例控制法中,配水精度普遍不高,特别是在非稳态浇铸时铸坯表面温度波动较大,造成铸坯内部缺陷不稳定,因此无法准确的实现连铸坯凝固终点位置的稳定控制。
技术实现思路
1、本发明所要解决的技术问题是,针对以上现有技术存在的缺点,提供一种基于溶质成分偏析和动态水量在线控制连铸凝固终点方法。
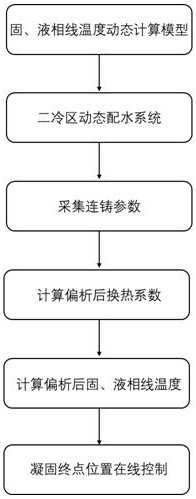
2、本发明解决以上技术问题的技术方案是:一种基于溶质成分偏析和动态水量在线控制连铸凝固终点方法,其特征在于:具体包括以下步骤:
3、s1: 建立固、液相线温度动态计算模型;
4、s2: 建立基于连铸坯凝固传热的二冷区动态配水系统;
5、s3:实时采集拉速、各区铸坯表面温度、各区进出口冷却水温度、流量、中包温度、钢种主要成分的信息;
6、s4:根据s1和s3实时计算连铸坯壳、两相区、液相区换热系数;
7、s5:根据s1固、液相线温度动态计算模型计算溶质偏析后的固、液相线温度;
8、s6: 通过s5固液相线计算数据并依托s2实时调整二冷区冷却水量实现凝固终点位置在线控制。
9、本发明进一步限定方案:
10、优选的,所述s1中建立固、液相线温度动态计算模型,需充分考虑成分偏析对连铸坯壳换热系数的计算和溶质富集对固、液相线的影响。
11、优选的,所述s2中建立基于连铸坯凝固传热的二冷区动态配水系统,需要考虑固、液相线温度对水量的影响,又考虑凝固过程中偏析对换热系数对水量的影响。
12、优选的,所述s2中二冷区动态配水系统是基于连铸坯凝固传热模型搭建的:包括目标凝固指数计算模块,用于根据凝固指数获取模块中的结果推算得到铸坯浇铸时各个冷却区的目标凝固指数;冷却区目标水量计算模块,用于通过二冷配水模型和目标凝固指数,反算出各冷却区目标水量;冷却水量控制模块,反算出的各冷却区目标水量来控制各个冷却区的实际水量,将实际水量信号发给现场plc,由plc控制执行器,完成冷却水量的控制。
13、优选的,所述s4中根据s1和s3实时计算连铸坯壳、两相区、液相区换热系数,具体计算方法如下:
14、对二冷足辊区,对换热系数;
15、对二冷其他区,换热系数 ;
16、式中,tw—冷却水温度,℃;—水流密度,,表示为单位时间内,不同位置处单位面积内的水流量,对于连铸坯壳位置,两相区位置,液相区位置,可根据其单位时间内水流量与面积比确定该系数。
17、优选的,所述s5中根据s1固、液相线温度动态计算模型计算溶质偏析后的固、液相线温度,具体计算方法如下:
18、tl=1536-(90·%c+6.2·% si+1.7·% mn +28·%p+40·%s+2.6·% cu +2.9·%ni +1.8·% cr +5.1·%al)
19、ts =1536-(415.3·%c+12.3·% si+6.8·% mn +124.8·%p+183.9·%s+4.3·%ni +1.4·% cr +4.1·%al)
20、式中,tl—液相线温度,℃;ts—固相线温度,℃; %m—表示溶质偏析后实时计算的不同元素质量百分数。
21、本发明的有益效果是:本发明通过溶质成分偏析模型实时计算固、液相线温度和连铸坯壳换热系数,结合二冷区动态水量调整,精准控制铸坯凝固终点位置。
技术特征:
1.一种基于溶质成分偏析和动态水量在线控制连铸凝固终点方法,其特征在于:具体包括以下步骤:
2.根据权利要求1所述的一种基于溶质成分偏析和动态水量在线控制连铸凝固终点方法,其特征在于:所述s1中建立固、液相线温度动态计算模型,需充分考虑成分偏析对连铸坯壳换热系数的计算和溶质富集对固、液相线的影响。
3.根据权利要求1所述的一种基于溶质成分偏析和动态水量在线控制连铸凝固终点方法,其特征在于:所述s2中建立基于连铸坯凝固传热的二冷区动态配水系统,需要考虑固、液相线温度对水量的影响,又考虑凝固过程中偏析对换热系数对水量的影响。
4.根据权利要求1所述的一种基于溶质成分偏析和动态水量在线控制连铸凝固终点方法,其特征在于:所述s2中二冷区动态配水系统是基于连铸坯凝固传热模型搭建的:包括目标凝固指数计算模块,用于根据凝固指数获取模块中的结果推算得到铸坯浇铸时各个冷却区的目标凝固指数;冷却区目标水量计算模块,用于通过二冷配水模型和目标凝固指数,反算出各冷却区目标水量;冷却水量控制模块,反算出的各冷却区目标水量来控制各个冷却区的实际水量,将实际水量信号发给现场plc,由plc控制执行器,完成冷却水量的控制。
5.根据权利要求1所述的一种基于溶质成分偏析和动态水量在线控制连铸凝固终点方法,其特征在于:所述s4中根据s1和s3实时计算连铸坯壳、两相区、液相区换热系数,具体计算方法如下:
6.根据权利要求1所述的一种基于溶质成分偏析和动态水量在线控制连铸凝固终点方法,其特征在于:所述s5中根据s1固、液相线温度动态计算模型计算溶质偏析后的固、液相线温度,具体计算方法如下:
技术总结
本发明公开了一种基于溶质成分偏析和动态水量在线控制连铸凝固终点方法,具体包括以下步骤:S1:建立固、液相线温度动态计算模型;S2:建立基于连铸坯凝固传热的二冷区动态配水系统;S3:实时采集拉速、各区铸坯表面温度、各区进出口冷却水温度、流量、中包温度、钢种主要成分的信息;S4:根据S1和S3实时计算连铸坯壳、两相区、液相区换热系数;S5:根据S1固、液相线温度动态计算模型计算溶质偏析后的固、液相线温度;S6:通过S5固液相线计算数据并依托S2实时调整二冷区冷却水量实现凝固终点位置在线控制。
技术研发人员:邓俊棕,袁广鹏,曹余良,王桂玲,张炯明,刘强
受保护的技术使用者:南京钢铁股份有限公司
技术研发日:
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!