一种激光熔覆后镀铬复合涂层制备方法与流程
本发明涉及金属加工领域,具体涉及一种激光熔覆后镀铬复合涂层制备方法。
背景技术:
1、随着工程机械对液压零部件提出越来越高的要求,液压零部件中的油缸是工程机械的重要部分,其中油缸在使用过程中,活塞杆耐磨耐腐蚀性能直接影响主机使用。
2、活塞杆的表面处理方式目前分为两类,电镀和非电镀,其中电镀成本低为主要处理方式,非电镀方式有激光熔覆、等离子和超音速等等,目前用于高端产品,如海工工况下。近年来环保越来越严格,电镀作为环保部门重点关注对象,所以目前在成本和效率方面能够取代电镀的方式,越来越迫切。
3、现有的工艺中,一般机械设备在室外环境使用,使用工况的不同,导致一些机械设备的液压零部件很容易发生锈蚀,特别是工况环境恶劣,如海洋环境,矿区或者受污染地方,活塞杆暴露在该环境中,极易发生腐蚀,导致机械设备不能工作,采用镍铬复合电镀由于镍电镀的成本、环保、和脱落失效风险等问题,特别是在大产品上的使用,合格率直接下降,也无法解决该问题,因此急需出现一种新的工艺解决该问题。
技术实现思路
1、针对上述现有技术存在的问题,本发明提供一种激光熔覆后镀铬复合涂层制备方法,采用激光熔覆作为底层,表面电镀硬铬工艺,解决了目前对于防腐蚀要求高的,均采用镀镍铬复合镀工艺,而以激光熔覆层取代镍层作为底层,达到比镍铬复合电镀更好的耐腐蚀性能,更解决了单用激光熔覆层硬度不足等问题,较少采用电镀方法镀层厚度,从而达到环保要求。
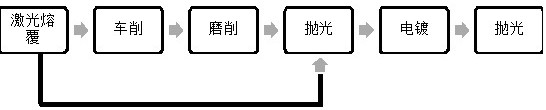
2、为了实现上述目的,本发明采用的技术方案是:一种激光熔覆后镀铬复合涂层制备方法,包括如下步骤:
3、(1)激光熔覆:将铁基合金采用激光熔覆工艺加工至金属表面;
4、(2)检测:检测铁基合金层是否符合要求,对不符合要求的铁基合金层进行表面处理;
5、(3)铁基合金层抛光:对符合要求的铁基合金层进行抛光处理;
6、(4)电镀:对抛光后的铁基合金层表面镀铬处理;
7、(5)镀铬层抛光:对镀铬层的表面进行抛光处理。
8、进一步的,在激光熔覆前还需要对金属进行预处理: 打磨金属表面氧化层,并用酒精擦拭、吹干。
9、进一步的,还进行喷砂毛化处理。
10、进一步的,步骤(1)中将铁基合金粉末在通入保护气体的条件下,通过同轴送粉激光熔覆于金属表面,室温条件下快速冷却形成一层铁基合金层。
11、进一步的,激光熔覆的设置:激光功率密度:3.5-5kw、光斑直径:1.0-1.2mm、熔覆头移动速度:0.5-0.6 mm/转、线速度:10-30m/min、稀释率:1%以下、厚度:0.1-2mm、硬度:hrc50以下;铁基合金粉末穿越激光束,与激光束相互作用产生等离子弧,在激光和等离子弧的联合作用下,在光斑位置形成铁基合金层。
12、进一步的,步骤(2)中的表面处理为车削和磨削处理中的至少一种,所述车削:采用车床对金属表面的铁基合金层进行车削,表面粗糙度达到ra1.5-1.7之间,磨削:对车削后的铁基合金层进行磨削,使其表面粗糙度达到ra0.7-0.9之间,直线度达到0.9-1.2/1000,不符合要求的条件,熔覆后的铁基合金层表面粗糙度不在ra0.7-0.9之间,直线度不在0.9-1.2/1000之间。
13、进一步的,步骤(4)中电镀:反刻电流密度10-30a/dm2、反刻温度50-60℃、镀硬铬电流密度10-50a/dm2、镀硬铬温度50-60℃、厚度20-50μm、硬度hv800以上。
14、进一步的, 所述步骤(3)、(5)抛光:采用砂纸,将铁基合金层和镀铬层的表面抛光至ra0.2。
15、本发明的有益效果是:
16、1)、替代电镀镍或较少铬层厚度,减少环保风险。
17、2)、耐腐蚀性能更高,激光熔覆底层即可满足高耐腐蚀要求。
18、3)、表面磨削后即可激光熔覆,抛光后即可电镀,工艺简单。
19、4)、激光熔覆结合力为冶金结合,较镀镍结合力,不会产生镀层脱落失效。
技术特征:
1.一种激光熔覆后镀铬复合涂层制备方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的所述一种激光熔覆后镀铬复合涂层制备方法,其特征在于,在激光熔覆前还需要对金属进行预处理: 打磨金属表面氧化层,并用酒精擦拭、吹干。
3.根据权利要求2所述的所述一种激光熔覆后镀铬复合涂层制备方法,其特征在于,还进行喷砂毛化处理。
4.根据权利要求1所述的所述一种激光熔覆后镀铬复合涂层制备方法,其特征在于,步骤(1)中将铁基合金粉末在通入保护气体的条件下,通过同轴送粉激光熔覆于金属表面,室温条件下快速冷却形成一层铁基合金层。
5.根据权利要求4所述的所述一种激光熔覆后镀铬复合涂层制备方法,其特征在于,激光熔覆的设置:激光功率密度:3.5-5kw、光斑直径:1.0-1.2mm、熔覆头移动速度:0.5-0.6mm/转、线速度:10-30m/min、稀释率:1%以下、厚度:0.1-2mm、硬度:hrc50以下;铁基合金粉末穿越激光束,与激光束相互作用产生等离子弧,在激光和等离子弧的联合作用下,在光斑位置形成铁基合金层。
6.根据权利要求1所述的所述一种激光熔覆后镀铬复合涂层制备方法,其特征在于,步骤(2)中的表面处理为车削和磨削处理中的至少一种,所述车削:采用车床对金属表面的铁基合金层进行车削,表面粗糙度达到ra1.5-1.7之间,磨削:对车削后的铁基合金层进行磨削,使其表面粗糙度达到ra0.7-0.9之间,直线度达到0.9-1.2/1000,不符合要求的条件,熔覆后的铁基合金层表面粗糙度不在ra0.7-0.9之间,直线度不在0.9-1.2/1000之间。
7.根据权利要求1所述的所述一种激光熔覆后镀铬复合涂层制备方法,其特征在于,步骤(4)中电镀:反刻电流密度10-30a/dm2、反刻温度50-60℃、镀硬铬电流密度10-50a/dm2、镀硬铬温度50-60℃、厚度20-50μm、硬度hv800以上。
8.根据权利要求1所述的所述一种激光熔覆后镀铬复合涂层制备方法,其特征在于,所述步骤(3)、(5)抛光:采用砂纸,将铁基合金层和镀铬层的表面抛光至ra0.2。
技术总结
本发明公开一种激光熔覆后镀铬复合涂层制备方法,包括如下步骤:将铁基合金采用激光熔覆工艺加工至金属表面;检测铁基合金层是否符合要求,对不符合要求的铁基合金层进行表面处理;对符合要求的铁基合金层进行抛光处理;对抛光后的铁基合金层表面镀铬处理;对镀铬层的表面进行抛光处理,而以激光熔覆层取代镍层作为底层,达到比镍铬复合电镀更好的耐腐蚀性能,更解决了单用激光熔覆层硬度不足等问题,较少采用电镀方法镀层厚度,从而达到环保要求。
技术研发人员:张传波,盛红瑞,韦金钰,刘龙
受保护的技术使用者:徐州徐工液压件有限公司
技术研发日:
技术公布日:2024/1/25
- 还没有人留言评论。精彩留言会获得点赞!