压铸铸造方法及压铸铸造系统与流程
本公开涉及压铸铸造方法及压铸铸造系统。
背景技术:
1、在日本特开平9-122870号公报中记载了一种对用于压铸铸造的模具的温度进行控制的温度控制装置。日本特开平9-122870号公报中记载的温度控制装置通过对模具涂布脱模剂来冷却模具。日本特开平9-122870号公报中记载的温度控制装置将模具冷却至模具的表面温度达到预先设定的目标温度为止。
技术实现思路
1、在使用温度过度上升了的模具进行了压铸铸造的情况下,容易发生被称为刮花不良的缺陷。因而,在压铸铸造中,需要对模具的温度进行控制以免模具的温度过度上升。
2、然而,压铸铸造中的模具的合适温度始终根据周围环境的变化而变化。在此,在像日本特开平9-122870号公报中记载的温度控制装置那样参照不变动的阈值来冷却模具的情况下,无法应对模具的合适温度的变化。
3、因而,在日本特开平9-122870号公报中记载的温度控制装置中,存在使用温度比合适温度高的模具、即温度过度上升的模具进行压铸铸造的情况。也就是说,在日本特开平9-122870号公报中记载的技术中,存在模具的温度控制不充分而未能充分抑制不良品的产生这一课题。
4、本公开是为了解决这样的课题而做出的,目的在于提供一种能够抑制不良品的产生的压铸铸造方法及压铸铸造系统。
5、本公开的一方式所涉及的压铸铸造方法,是多次连续铸造金属零件的压铸铸造方法,其具备:
6、测定模具的温度的工序;
7、判定测定到的所述模具的温度是否为规定的阈值以上的工序;
8、在测定到的所述模具的温度为所述规定的阈值以上的情况下,使冷却模具的冷却液的流量增加的工序;
9、评价在规定的铸造循环中铸造出的金属零件的品质的工序;以及
10、基于在所述规定的铸造循环中铸造出的金属零件的品质的评价结果,变更所述规定的阈值的工序。
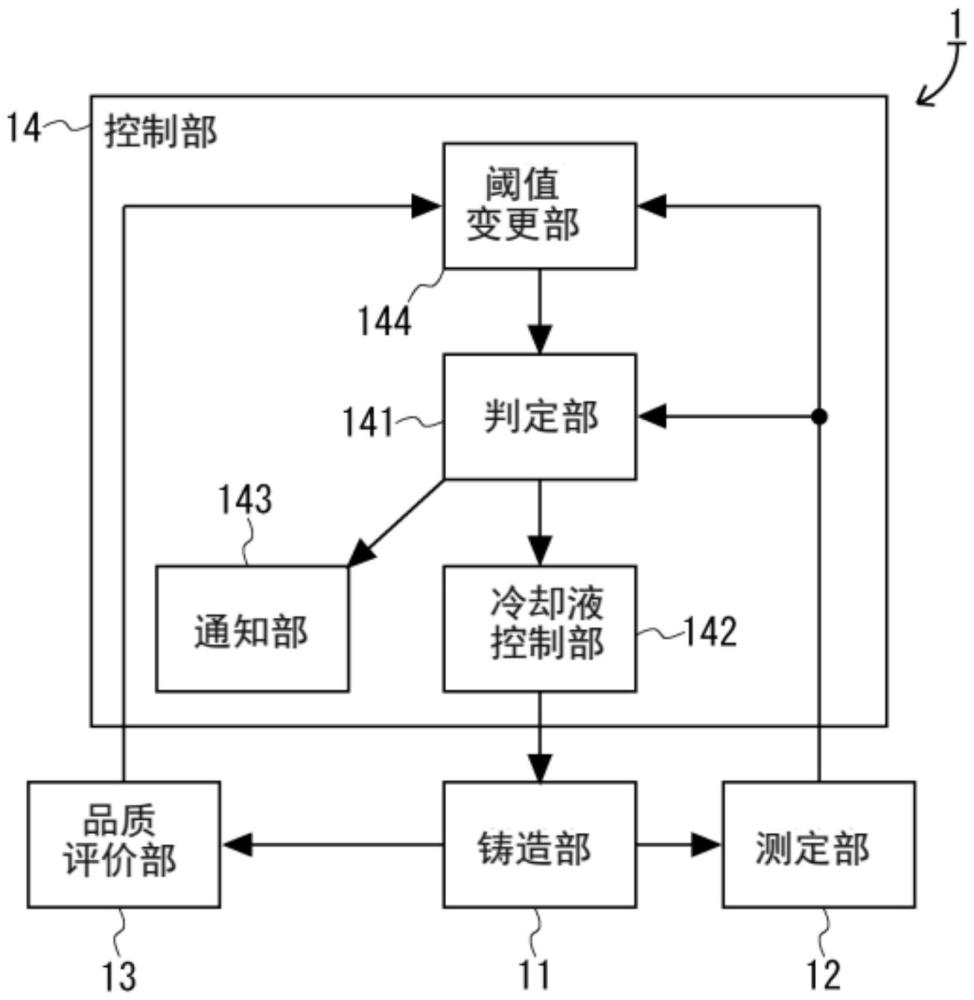
11、本公开的一方式所涉及的压铸铸造系统,是多次连续铸造金属零件的压铸铸造系统,其具备:
12、测定部,其测定模具的温度;
13、判定部,其判定测定到的所述模具的温度是否为规定的阈值以上;
14、冷却液控制部,其在测定到的所述模具的温度为所述规定的阈值以上的情况下,使冷却模具的冷却液的流量增加;
15、品质评价部,其评价在规定的铸造循环中铸造出的金属零件的品质;以及
16、阈值变更部,其基于在所述规定的铸造循环中铸造出的金属零件的品质的评价结果,变更所述规定的阈值。
17、根据这样的构成,本公开所涉及的压铸铸造方法及压铸铸造系统能够根据模具的合适温度的变化来设定阈值,所以能够抑制模具温度的过度上升。作为其结果,本公开所涉及的压铸铸造方法及压铸铸造系统能够抑制不良品的产生。
18、根据本公开,能够提供一种能够抑制不良品的产生的压铸铸造方法及压铸铸造系统。
19、从下文给出的详细描述和附图中,将能更充分地理解本公开的上述和其他目的、特征和优点,这些描述和附图仅作为示例给出,因此不应被认为是对本公开的限制。
技术特征:
1.一种压铸铸造方法,是多次连续铸造金属零件的压铸铸造方法,其具备:
2.根据权利要求1所述的压铸铸造方法,其中,
3.根据权利要求2所述的压铸铸造方法,其中,
4.根据权利要求1或2所述的压铸铸造方法,其中,
5.一种压铸铸造系统,是多次连续铸造金属零件的压铸铸造系统,其具备:
技术总结
本公开的一方式所涉及的压铸铸造系统是多次连续铸造金属零件的压铸铸造系统,其具备:测定部,其测定模具的温度;判定部,其判定测定到的模具的温度是否为规定的阈值以上;冷却液控制部,其在测定到的模具的温度为规定的阈值以上的情况下,使冷却模具的冷却液的流量增加;品质评价部,其评价在规定的铸造循环中铸造出的金属零件的品质;以及阈值变更部,其基于在规定的铸造循环中铸造出的金属零件的品质的评价结果,变更规定的阈值。
技术研发人员:池山翔太,中根万知佳
受保护的技术使用者:丰田自动车株式会社
技术研发日:
技术公布日:2024/5/10
- 还没有人留言评论。精彩留言会获得点赞!