一种砂芯自动浸涂设备的制作方法
本发明涉及铝合金铸造领域,特别涉及一种砂芯自动浸涂设备。
背景技术:
1、为了保证砂芯表面质量,砂芯浸涂工艺应需而生。
2、浸涂工艺需确保涂料桶中的涂料均匀,当前为了确保涂料均匀,通常采用涂料桶中设置搅拌棒,通过不停的转动涂料桶或者转动搅拌棒使涂料流动,确保涂料桶中的涂料均匀,但涂料桶中设置涂料搅拌棒严重影响了涂料桶的整体布局,不利于砂芯手工浸涂工艺优化为砂芯自动化浸涂工艺,影响了砂芯浸涂的提速增效;涂料桶中设置搅拌棒还不利于涂料桶的手工清理。
3、另外当前浸涂工艺,采用手工拿取砂芯及手工浸砂芯。砂芯浸涂质量完全依靠员工经验,砂芯浸涂后返工率高;且员工手工拿取砂芯效率低,浪费人工成本。
技术实现思路
1、本发明提供了一种砂芯自动浸涂设备 ,用于解决上述存在的问题,所述装置技术方案如下。
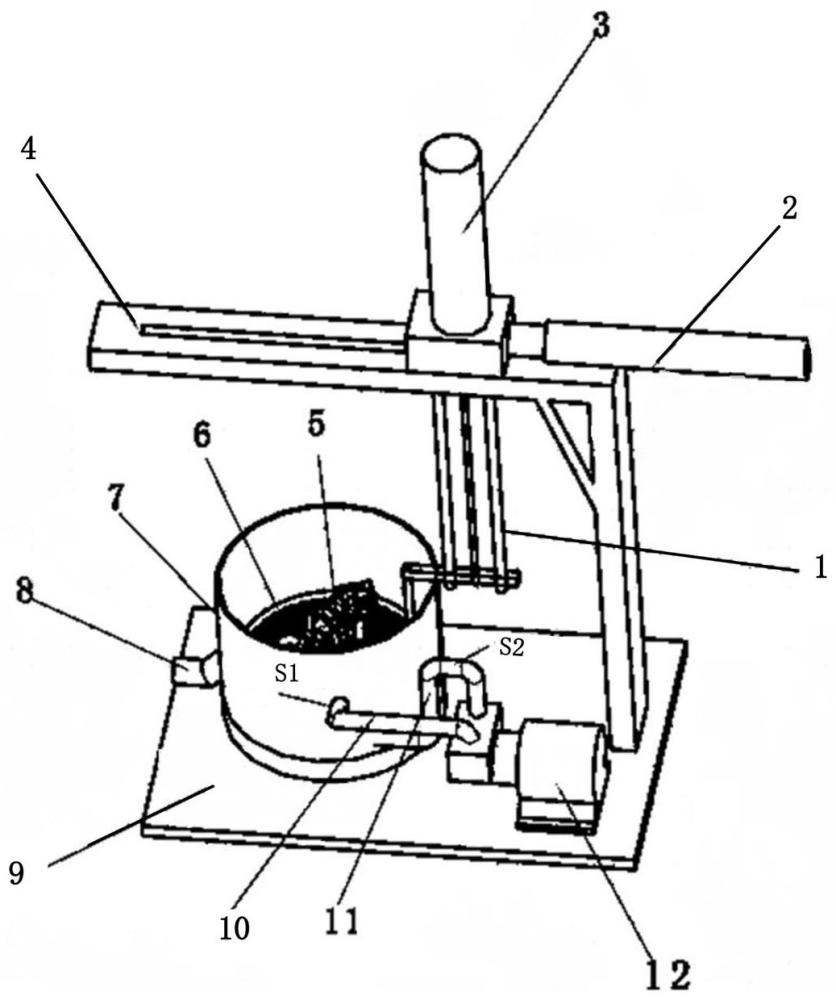
2、一种砂芯自动浸涂设备,其特征在于,所述砂芯自动浸涂设备包括设备底座、涂料循坏泵、进涂料管、出涂料管、涂料排出口、涂料桶、砂芯托网、砂芯托网连接杆、砂芯托网前后运动气缸、砂芯托网上下运动气缸、砂芯托网固定架;
3、涂料循坏泵、涂料桶及砂芯托网固定架固定在设备底座上;涂料循坏泵与涂料桶之间设置有进涂料管和出涂料管;涂料排出口设置在涂料桶的底部;砂芯托网固定在砂芯托网连接杆上;砂芯托网连接杆、砂芯托网前后运动气缸以及砂芯托网上下运动气缸固定在砂芯托网固定架上。
4、可选的,当砂芯自动浸涂设备处于工作状态时,涂料循坏泵通过进涂料管与出涂料管将涂料桶中的涂料进行循环流动操作。
5、可选的,当砂芯自动浸涂设备处于工作状态时,砂芯放置在砂芯托网上,通过砂芯托网前后运动气缸移动至后侧,再通过砂芯托网上下运动气缸移动至下侧。
6、可选的,浸涂完成后,砂芯托网上下运动气缸移动至上侧,砂芯托网前后运动气缸移动至前侧,砂芯伴随着砂芯托网一起移动至涂料桶外。
7、可选的,当砂芯自动浸涂设备不使用时,将砂芯托网通过砂芯托网前后运动气缸和砂芯托网上下运动气缸移动至涂料桶外侧,再将涂料排出口上的开关打开,即可将涂料桶中的涂料排出。
8、本申请实施例提供的技术方案带来的有益效果至少包括:
9、本发明公开了一种砂芯自动浸涂设备,该砂芯自动浸涂设备可以改善传统涂料桶的涂料搅拌方式;可以优化涂料搅拌桶的内部空间布局,便于涂料桶的内部清理,便于砂芯自动浸涂的结构布局,此砂芯自动浸涂设备不需要人员手工拿取砂芯并浸涂砂芯,提高砂芯浸涂质量,降低了人工成本。
技术特征:
1.一种砂芯自动浸涂设备,其特征在于,所述砂芯自动浸涂设备包括设备底座(9)、涂料循坏泵(12)、进涂料管(11)、出涂料管(10)、涂料排出口(8)、涂料桶(7)、砂芯托网(6)、砂芯托网连接杆(1)、砂芯托网前后运动气缸(2)、砂芯托网上下运动气缸(3)和砂芯托网固定架(4);
2.根据权利要求1所述的砂芯自动浸涂设备,其特征在于,当砂芯自动浸涂设备处于工作状态时,涂料循坏泵(12)通过所述进涂料管(11)和所述出涂料管(10)将所述涂料桶(7)中的涂料进行循环流动操作。
3.根据权利要求2所述的砂芯自动浸涂设备,其特征在于,当砂芯自动浸涂设备处于工作状态时,砂芯(5)放置在所述砂芯托网(6)上,通过所述砂芯托网前后运动气缸(2)移动至后侧,再通过所述砂芯托网上下运动气缸(3)移动至下侧。
4.根据权利要求2所述的砂芯自动浸涂设备,其特征在于,浸涂完成后,所述砂芯托网上下运动气缸(3)移动至上侧,所述砂芯托网前后运动气缸(2)移动至前侧,所述砂芯(5)伴随着所述砂芯托网(6)一起移动至所述涂料桶(7)外。
5.根据权利要求2所述的砂芯自动浸涂设备,其特征在于,当砂芯自动浸涂设备不使用时,将所述砂芯托网(6)通过所述砂芯托网前后运动气缸(2)和所述砂芯托网上下运动气缸(3)移动至所述涂料桶(7)外侧,再将所述涂料排出口(8)上的开关打开,即可将涂料桶中的涂料排出。
6.根据权利要求1至5任意一项所述的砂芯自动浸涂设备,其特征在于,所述砂芯托网(6)上下运动时,受速度调控。
7.根据权利要求6所述的砂芯自动浸涂设备,其特征在于,所述砂芯自动浸涂设备还包括叶轮,所述叶轮用于搅拌后辅助所述速度调控。
技术总结
本发明公开了一种砂芯自动浸涂设备,涉及铝合金铸造领域。该砂芯自动浸涂设备可以改善传统涂料桶的涂料搅拌方式;可以优化涂料搅拌桶的内部空间布局,便于涂料桶的内部清理,便于砂芯自动浸涂的结构布局,此砂芯自动浸涂设备不需要人员手工拿取砂芯并浸涂砂芯,提高砂芯浸涂质量,降低了人工成本。
技术研发人员:顾红亮,陈龙,宋晓龙
受保护的技术使用者:无锡锡南科技股份有限公司
技术研发日:
技术公布日:2024/2/6
- 还没有人留言评论。精彩留言会获得点赞!