一种20Mn2起重机臂架用无缝钢管调质热处理工艺的制作方法
本发明涉及无缝钢管生产,尤其涉及一种20mn2起重机臂架用无缝钢管调质热处理工艺。
背景技术:
1、履带起重机是工程机械起重机行业中不可或缺的一类,而臂架管起承载、移送和起吊重物。在整机安全性和作业能力方面起至关重要的作用。臂架是由空间桁架框架结构与连接接头组成,20mn2调质管可作为空间桁架结构中的腹杆使用,其力学性能和焊接性能均能满足臂架管的使用要求。
技术实现思路
1、本发明的目的是提供一种20mn2起重机臂架用无缝钢管调质热处理工艺,调质后钢管的可以很好的远远满足用户技术要求。
2、为解决上述技术问题,本发明采用如下技术方案:
3、本发明一种20mn2起重机臂架用无缝钢管调质热处理工艺,采用调质处理,即淬火+水淬+回火+空冷;具体的:
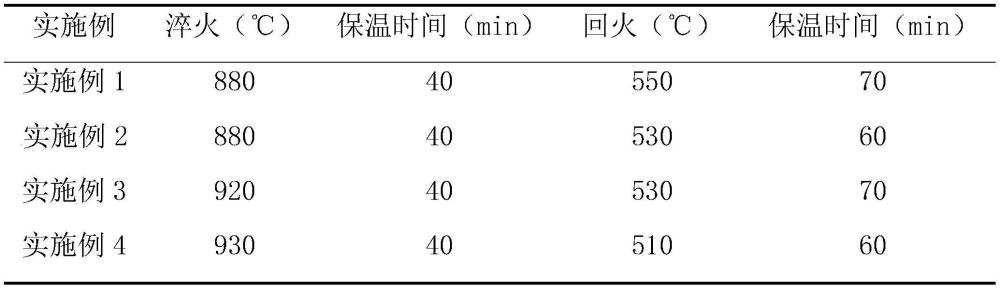
4、将轧后钢管进行淬火处理,淬火温度控制在880℃~930℃之间,保温时间控制在30-60min之间,出炉后进行水淬,即内喷外淋处理,保证水淬时钢管的淬火均匀;
5、钢管从淬火炉出炉到水淬之间的温降在40~60℃之间,水淬时间根据季节进行调整;
6、将淬火后的钢管进行回火处理,回火温度控制在500~540℃之间,根据钢管规格及炉况调整回火炉炉温,保证钢管在炉时温度均匀稳定;
7、将回火后的钢管进行高压水除磷+矫直处理,除磷水压力要求≥10mpa,保持矫直温度≥550℃,保证钢管弯曲度的要求。
8、进一步的,还包括:钢管外观检验,钢管的内、外表面不允许有裂纹、折叠、轧折、分层和结疤存在;钢管外表面不允许存在深度>0.3mm的矫痕,外表压痕、碰伤、刮伤、擦伤等机械性损伤深度大于0.3mm的应修磨去除。
9、进一步的,钢管的全长弯曲度不大于1.5‰或8mm(取其中最小值),每米弯曲度不大于1.5mm。
10、进一步的,钢管的无损检查,钢管要逐支内外表面进行超声波探伤,探伤按gb/t5777-2019,探伤等级u2;在探伤过程中要进行全长测厚。
11、进一步的,20mn2臂架管调质后要进行外表面喷砂处理,其外径按照±1%d控制,壁厚按照±12.5%s控制。
12、进一步的,所述无缝钢管的化学成分按质量百分比计包括:c:0.17~0.24%;si:0.15~0.37%;mn:1.40~1.80%;p≤0.025;s≤0.020;cr≤0.30%;ni≤0.30%;cu≤0.30%;其余为fe和不可去除的痕量元素。
13、进一步的,所述无缝钢管的化学成分按质量百分比计包括:c:0.20%;si:0.27%;mn:1.52%;p:0.011%;s:0.002%;cr:0.03%;ni:0.01%;cu:0.01%;其余为fe和不可去除的痕量元素。
14、与现有技术相比,本发明的有益技术效果:
15、本发明热处理后的起重机臂架用无缝钢管在保持高强度的同时还具有良好的低温冲击韧性,可满足用户使用要求,可应用于低温环境工况。
技术特征:
1.一种20mn2起重机臂架用无缝钢管调质热处理工艺,其特征在于,采用调质处理,即淬火+水淬+回火+空冷;具体的:
2.根据权利要求1所述的20mn2起重机臂架用无缝钢管调质热处理工艺,其特征在于,还包括:钢管外观检验,钢管的内、外表面不允许有裂纹、折叠、轧折、分层和结疤存在;钢管外表面不允许存在深度>0.3mm的矫痕,外表压痕、碰伤、刮伤、擦伤等机械性损伤深度大于0.3mm的应修磨去除。
3.根据权利要求1所述的20mn2起重机臂架用无缝钢管调质热处理工艺,其特征在于,钢管的全长弯曲度不大于1.5‰或8mm,每米弯曲度不大于1.5mm。
4.根据权利要求1所述的20mn2起重机臂架用无缝钢管调质热处理工艺,其特征在于,钢管的无损检查,钢管要逐支内外表面进行超声波探伤,探伤按gb/t5777-2019,探伤等级u2;在探伤过程中要进行全长测厚。
5.根据权利要求1所述的20mn2起重机臂架用无缝钢管调质热处理工艺,其特征在于,20mn2臂架管调质后要进行外表面喷砂处理,其外径按照±1%d控制,壁厚按照±12.5%s控制。
6.根据权利要求1所述的20mn2起重机臂架用无缝钢管调质热处理工艺,其特征在于,所述无缝钢管的化学成分按质量百分比计包括:c:0.17~0.24%;si:0.15~0.37%;mn:1.40~1.80%;p≤0.025;s≤0.020;cr≤0.30%;ni≤0.30%;cu≤0.30%;其余为fe和不可去除的痕量元素。
7.根据权利要求6所述的20mn2起重机臂架用无缝钢管调质热处理工艺,其特征在于,所述无缝钢管的化学成分按质量百分比计包括:c:0.20%;si:0.27%;mn:1.52%;p:0.011%;s:0.002%;cr:0.03%;ni:0.01%;cu:0.01%;其余为fe和不可去除的痕量元素。
技术总结
本发明公开了一种20Mn2起重机臂架用无缝钢管调质热处理工艺,采用调质处理,具体的:将轧后钢管进行淬火处理,淬火温度控制在880℃~930℃之间,保温时间控制在30‑60min之间,出炉后进行水淬,即内喷外淋处理,保证水淬时钢管的淬火均匀;钢管从淬火炉出炉到水淬之间的温降在40~60℃之间,水淬时间根据季节进行调整;将淬火后的钢管进行回火处理,回火温度控制在500~540℃之间,根据钢管规格及炉况调整回火炉炉温,保证钢管在炉时温度均匀稳定;将回火后的钢管进行高压水除磷+矫直处理。本发明的目的是提供一种20Mn2起重机臂架用无缝钢管调质热处理工艺,调质后钢管的可以很好的远远满足用户技术要求。
技术研发人员:康虹,李东东,贾冬梅,王丽珍,米永峰,姚晓乐,姜海龙,刘玉荣
受保护的技术使用者:包头钢铁(集团)有限责任公司
技术研发日:
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!