一种980MPa级低密度钢及其制备方法
本发明涉及低密度高强钢,具体涉及一种980mpa级低密度钢及其制备方法。
背景技术:
1、汽车制造业是国民经济的支柱产业,伴随着能源短缺和环境污染问题的日益凸显,轻量化成为汽车行业碳减排关注的焦点。目前,实现汽车轻量化主要有以下三种途径:一是采用轻量化原材料,如铝合金、镁合金、碳纤维复合材料等。虽然轻量化原材料的使用能够降低汽车的总体重量,但存在成形工艺复杂、焊接性能较差、碰撞吸收能较低及格昂贵、产量较小等不足,限制了轻量化原材料的市场化应用。二是使用超高强度钢代替传统汽车用钢,降低钢板厚度以减轻汽车重量,随着钢板强度的提高,成形能力下降,出现开裂、起皱和回弹过大的问题,此外,随着钢板厚度的降低,某些机动车部件的刚度过度降低以及出现对乘客而言产生不舒适条件的声学问题,导致推广受到限制。三是开发出一种集高强度、高延伸率和低密度于一身的钢种,低密度钢具有良好的机械、物理特性和显著的减重效果,使其成为汽车及其供应商争相研究的热点。
2、常规工艺热轧产品表面通常存在较为严重的红色氧化铁皮,降低了构件的加工利用率;在成型过程中氧化层易发生不均匀脱落,经电泳喷漆后的构件表面质量也达不到要求。因此,需要对原材料采取酸洗、抛丸等处理,不可避免地造成环境污染以及后续处理带来的废酸处理等环保问题,势必增加用户的加工成本,亟待开发一种兼具良好性能、低密度和环保型的低密度钢实现汽车用钢的“绿色化、轻量化”发展诉求。通过相关专利的查询,较为近似的专利如下:
3、cn 113025794 b公布了一种提高fe-mn-al-c系低密度钢强度的方法,其按重量百分比计的化学成分为::c:0.8%~1.6%,mn:15%~30%,al:5%~10%,cr≤5%,mo≤3%,nb≤0.2%,ti≤0.5%,si≤2%,b≤0.6%,其余为fe及不可避免的杂质。冶炼后的铸坯进行轧制(轧制下压量为40%~60%)或锻造后进行固溶处理,固溶处理的温度为950℃~1100℃,保温时间为1h~3h。该专利添加了较多c、mn、cr、mo、si、nb、ti、b等元素,既不利于获得良好的焊接性能,同时大幅增加成本;该专利指导生产的产品虽然强度极高,但塑性偏低(a值为8~27%),不利于零件成形;此外,该申请未考虑到氧化铁皮的控制方法,不利于减少酸洗过程从而降低对环境的影响。
4、cn 113046644 b公布了一种980mpa级轻质高强钢及其制备方法,其按重量百分比计的化学成分为:c:0.21%~0.41%,si:0.8%~1.4%,mn:1.4%~2.5%,p:0.04%~0.07%,s≤0.03%,al:3.1%~5.1%,ti:0.04%~0.21%,v:0.03%~0.2%,bi:0.06%~0.18%,余量为fe和不可避免的杂质,且满足1.0≤(13c+2mn)/(1.1al+1.3si)≤1.3,以及余量的fe和不可避免的杂质元素。铸坯加热温度1210~1250℃,开轧温度1010~1160℃,终轧温度860~940℃,层流冷却速率>22℃/s(22~57.2℃/s),卷取温度<245℃;退火温度810~890℃,退火保温时间110~270s,冷却速率22~64℃/s,340~440℃时效处理,时效时间280~780s,最后以12~32℃/s冷却到室温。该申请中si含量容易导致表面质量恶化,采用p强化(0.04%~0.07%)导致材料脆性增加,稀土元素bi的添加收得率不可控,ti含量范围较宽(0.04~0.21%),当ti含量较高时液析tin态会严重损害材料的塑韧性。
5、cn 115216704 b公布了一种基于薄带连铸的低密度钢的短流程生产方法,其按重量百分比计的化学成分为:c:0.60~1.50%,mn:16.00~25.00%,al:6.00~12.00%,v:0.01~0.20%,nb:0.01~0.2%,其余为fe和不可避免的杂质。将冶炼合格的所述钢水传送至一对相对旋转的铸辊,所述钢水在所述铸辊的铸造表面上冷却凝固,并向下穿过所述铸辊之间的辊隙形成薄铸带;薄铸带经过1道次热轧轧成薄钢带,轧后温度为850℃~1050℃,经热轧的薄钢带经过冷却至600℃~800℃,并卷取成薄带钢的卷;经卷曲的薄带钢的卷经过约1~3小时900℃~1150℃的固溶处理;经固溶处理的薄带钢经过压下量为20~50%的冷轧,然后进行约10~12小时650℃~850℃的时效处理后空冷。其添加较高的c、mn含量既不利于获得较好的焊接性能,又增加了合金成本;其采用双辊薄带连铸工艺装备特殊,不利于该技术的推广。此外,该申请未考虑到氧化铁皮的控制方法,起不到免酸洗及降低对环境损害的作用。
技术实现思路
1、为了解决上述问题,本发明的第一方面,提供一种980mpa级低密度钢,化学成分按重量百分比为:c:0.20%~0.45%,si:0.10~0.35%,mn:4.8%~7.2%,p≤0.015%,s≤0.008%,al:4.5%~5.5%,nb:0.015~0.035%,v:0.030~0.070%,ti:0.015~0.065%,n≤0.004%,其余为fe及不可避免的杂质。
2、进一步地,按重量百分比计,其化学成分为:c:0.30~0.42%,si:0.15~0.30%,mn:5.5~6.8%,al:4.8~5.2%,p≤0.012%,s≤0.005%,nb:0.020~0.030%,v:0.040~0.060%、ti:0.030~0.055%,n≤0.0030%,余量为fe及不可避免杂质。
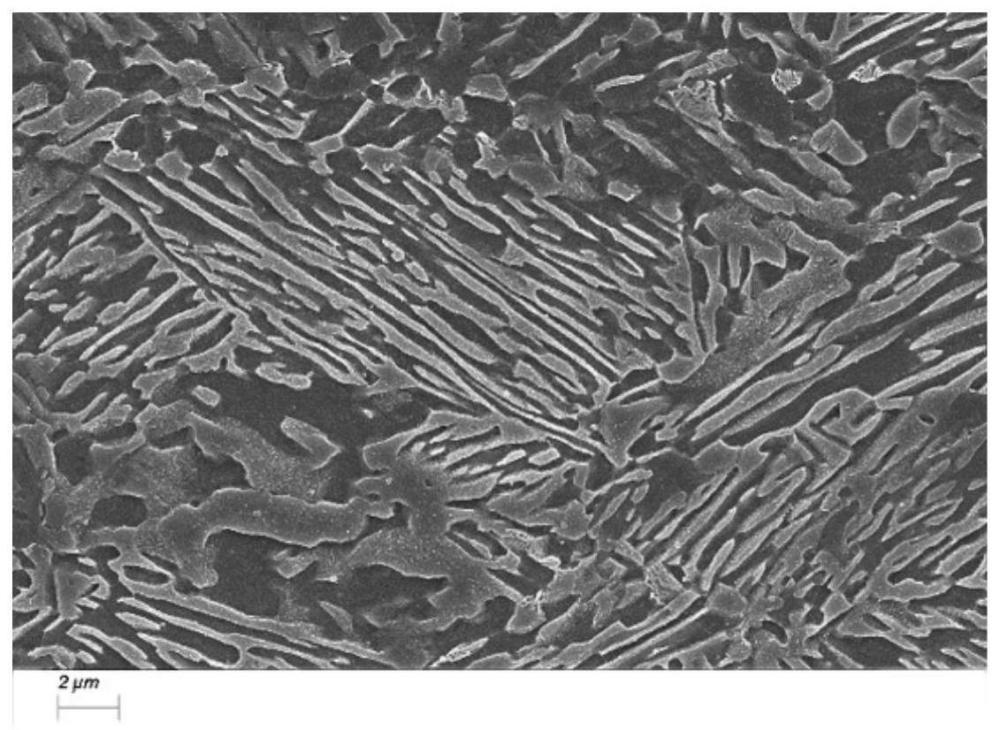
3、进一步地,屈服强度为580~800mpa,抗拉强度为992~1056mpa,伸长率a50值为26.0~32.5%;微观组织包括高温铁素体16%~21%、临界铁素体10%~14%、板条的马氏体49%~59%和残余奥氏体构成12%~16%;氧化铁皮由85%~90%fe3o4、8~12%fe、少量弥散feo和微量fe2o3构成。
4、本发明第二方面,提供一种上述的980mpa级低密度钢的制备方法,包括:
5、冶炼:按照上述的化学成分进行冶炼;
6、热轧:包括粗轧和精轧;在再结晶温度以上进行粗轧,获得去除氧化铁皮的中间坯,在再结晶温度以下进行精轧,控制氧化铁皮厚度及组分,获得目标厚度尺寸的热轧板卷;
7、罩式退火,还原气氛下进行,实现马氏体向奥氏体的逆转变,以及提升氧化层的成形性能。
8、进一步地,所述粗轧,将冶炼得到的板坯加热,对出炉后的板坯进行预冷,采用3+3粗轧模式,前三道次压下量≥16%、后三道次压下量≥14%,得到的中间坯厚度为30±2mm,且第一、第三、第四和第六道次除鳞,除鳞水压力≥22mpa,除鳞温度≥1180℃;
9、所述精轧,采用七道次升速轧制模式,开轧温度为940~990℃,终轧温度为840~880℃,首道次速度≥1.5m/s,其后各道次的轧速逐步升高,至末道次速度≥6.8m/s,末道次压下率≤13%。
10、进一步地,所述将冶炼得到的板坯加热,将冶炼得到的板坯缓慢加热至1250±20℃并保温3小时后出炉,在炉时间为4.5~7小时。
11、进一步地,所述精轧控制七道次氧化铁皮厚度依次为:≤1.8μm、≤2.6μm、≤3.3μm、≤4.1μm、≤4.8μm、≤5.4μm和≤6.0μm。
12、进一步地,所述热轧还包括层流冷却,精轧后层流冷却先进行集管全开快速冷却,然后进行集管稀疏冷却,层冷末端开启垂直吹扫水,层冷后氧化铁皮的厚度控制在7.8μm内。
13、进一步地,所述热轧还包括冷却后卷取,方法为:卷取温度采用<245℃,获得以fe3o4为主的氧化铁皮,且厚度≤9.2μm。
14、进一步地,所述罩式退火为:将热轧卷放置于罩式退火炉内,采用h2还原,以2~5℃/min的速度将带钢缓慢加热至630~670℃,保温7~10小时,然后随炉冷却至室温。
15、本发明提供的980mpa级低密度钢,通过添加轻质元素al降低钢铁的密度,适当增加mn元素含量,降低因添加al元素导致奥氏体相区缩小的不利影响,利用微合金元素(nb、v、ti)细化晶粒与沉淀析出提高产品的强塑性。制备方法利用罩式退火炉进行马氏体向奥氏体的逆相变改善冲压效果;通过调控热轧与罩退工艺获得较薄且较为致密的氧化层,避免了因酸洗、抛丸等处理造成的环境污染。本发明设备投入低、可操作性强,为免酸洗980mpa级低密度高强钢的开发提供技术支撑。
- 还没有人留言评论。精彩留言会获得点赞!