一种高温渗碳轴承钢制轴承套圈离子渗氮防渗工装的制作方法
本发明属于材料表面改性,具体涉及一种高温渗碳轴承钢制轴承套圈离子渗氮防渗工装。
背景技术:
1、高温渗碳轴承钢制套圈采用离子渗氮二次硬化处理后表面硬度及应力得到显著提升,可以有效提升轴承工作位置耐磨性能及疲劳性能,用以满足发动机主轴轴承长寿命高可靠性能使用需求,但离子渗氮处理后轴承边角位置容易出现脉状组织,同时非工作位置渗氮处理给后续磨削加工增加困难。脉状组织属于脆性相组织,容易成为裂纹源。在轴承高温高速重载运转过程中,轴承边角位置一旦出现严重脉状组织,极易在脉状组织附近出现裂纹源,导致轴承提前剥落失效。
2、轴承采用c-n硬化处理后材料表面硬度得到显著提升,耐磨性得到显著提升,轴承非渗氮面在后续车倒角及磨削加工过程容易发生崩刀及磨削困难等问题,因此如何对非渗氮面进行防渗氮处理成为一项关键技术,常规防渗氮涂料要求涂覆面积不超过工件整体面积1/3,手工涂覆准确度难以控制,易造成多涂漏涂,若采用全表面涂覆后续去除渗氮部位,则又增加额外工序,降低加工效率,相比之下,防护工装可以避免上述问题,在保证遮挡效果同时不影响加工效率。
技术实现思路
1、本发明目的是为了解决常规防渗氮涂料要求涂覆面积不超过工件整体面积1/3,手工涂覆准确度难以控制,易造成多涂漏涂,若采用全表面涂覆后续去除渗氮部位,则又增加额外工序,降低加工效率的问题,而提供一种高温渗碳轴承钢制轴承套圈离子渗氮防渗工装。
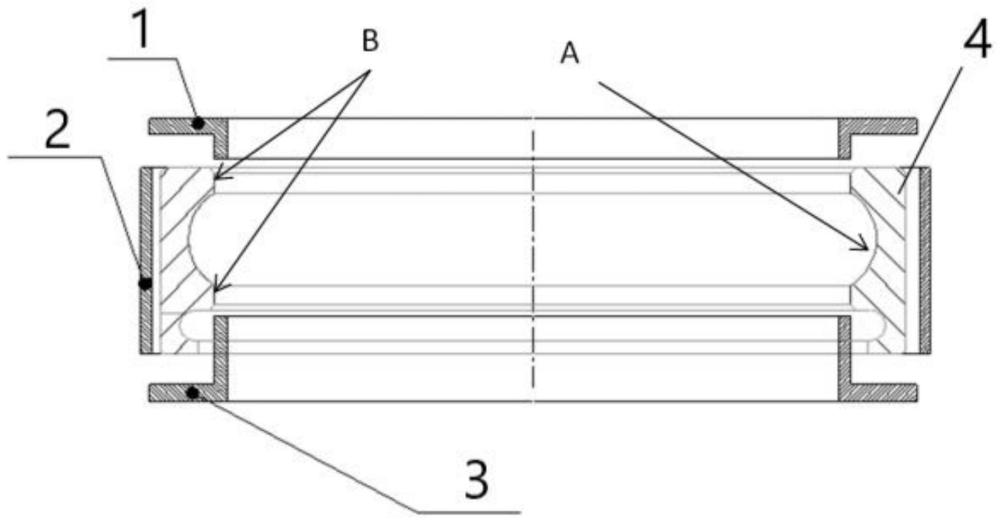
2、本发明一种高温渗碳轴承钢制轴承套圈离子渗氮防渗工装由第一工装、第二工装和第三工装组成;所述第一工装作为上端面及上引导表面的遮挡,第二工装作为轴承外径部分的遮挡,第三工装作为轴承下端面及下引导表面的遮挡。
3、本发明的有益效果:
4、本发明设计加工专用防护工装,对非渗氮面进行防渗保护,降低离子渗氮后续加工风险,提升轴承可靠性。
技术特征:
1.一种高温渗碳轴承钢制轴承套圈离子渗氮防渗工装,其特征在于高温渗碳轴承钢制轴承套圈离子渗氮防渗工装由第一工装(1)、第二工装(2)和第三工装(3)组成;所述第一工装(1)作为上端面及上引导表面的遮挡,第二工装(2)作为轴承外径部分的遮挡,第三工装(3)作为轴承下端面及下引导表面的遮挡。
2.根据权利要求1所述的一种高温渗碳轴承钢制轴承套圈离子渗氮防渗工装,其特征在于所述高温渗碳轴承钢制轴承套圈离子渗氮防渗工装采用06cr19ni10材料。
3.根据权利要求1所述的一种高温渗碳轴承钢制轴承套圈离子渗氮防渗工装,其特征在于高温渗碳轴承钢制轴承套圈离子渗氮防渗工装预先进行离子渗氮处理,渗氮时间70h,并重复两次。
4.根据权利要求1所述的一种高温渗碳轴承钢制轴承套圈离子渗氮防渗工装,其特征在于所述高温渗碳轴承钢制轴承套圈离子渗氮防渗工装用于g13cr4mo4ni4v高温渗碳轴承钢制套圈离子渗氮二次硬化处理时非渗氮面及边角位置的防渗保护。
5.根据权利要求4所述的一种高温渗碳轴承钢制轴承套圈离子渗氮防渗工装,其特征在于所述g13cr4mo4ni4v高温渗碳轴承钢制套圈离子渗氮二次硬化处理的工艺路线为粗车—渗碳处理—热处理—粗磨加工—细磨加工—工装防护—离子渗氮处理—终磨—精研—修磨—清洗、提交。
6.根据权利要求5所述的一种高温渗碳轴承钢制轴承套圈离子渗氮防渗工装,其特征在于所述工装防护具体按以下步骤进行:
7.根据权利要求6所述的一种高温渗碳轴承钢制轴承套圈离子渗氮防渗工装,其特征在于步骤一离子氮化炉内工装架为平面,离子渗氮过程中,工装架为静止状态。
8.根据权利要求6所述的一种高温渗碳轴承钢制轴承套圈离子渗氮防渗工装,其特征在于步骤一中预先将离子氮化炉内抽真空至1mbar以下。
9.根据权利要求6所述的一种高温渗碳轴承钢制轴承套圈离子渗氮防渗工装,其特征在于步骤二中氩气纯度为99.999%,氩气流量为2~8l/h。
10.根据权利要求6所述的一种高温渗碳轴承钢制轴承套圈离子渗氮防渗工装,其特征在于步骤三中氮气纯度为99.999%,氢气纯度为99.999%,氢气流量为90~120l/h,氮气流量为2~20l/h。
技术总结
一种高温渗碳轴承钢制轴承套圈离子渗氮防渗工装,本发明属于材料表面改性技术领域,具体涉及一种高温渗碳轴承钢制轴承套圈离子渗氮防渗工装。本发明是要解决常规防渗氮涂料要求涂覆面积不超过工件整体面积1/3,手工涂覆准确度难以控制,易造成多涂漏涂,若采用全表面涂覆后续去除渗氮部位,则又增加额外工序,降低加工效率的问题。它由第一工装、第二工装和第三工装组成;所述第一工装作为上端面及上引导表面的遮挡,第二工装作为轴承外径部分的遮挡,第三工装作为轴承下端面及下引导表面的遮挡。本发明用于离子渗氮二次硬化处理的防渗氮处理。
技术研发人员:于遨海,安敏,阚悦铭,刘金玲,邱贺群,寇思源,付中元,姜姗姗,穆强,毕士明,初光强,夏云志,吴玉成,王伟錡,何可奇,刘佳楠,于祎航
受保护的技术使用者:中国航发哈尔滨轴承有限公司
技术研发日:
技术公布日:2024/2/21
- 还没有人留言评论。精彩留言会获得点赞!