连铸机的控制方法、系统及设备与流程
本发明属于冶金连铸,尤其涉及一种连铸机的控制方法、系统及设备。
背景技术:
1、随着板坯铸机中包快换工艺操作、插铁板工艺操作越来越多,生产节奏越来越高,生产过程中的拉速调节操作、铸机启停操作越来越频繁,板坯铸机原操作方式为固定式的机旁箱操作,需要生产岗位人员在操作箱与结晶器之间频繁来往操作并观察结晶器液位、震动、插铁板等情况,当出现液位、插铁板等异常情况需要岗位及时采取处置措施时,操作人员有可能发生操作不及时影响结晶器液位、震动及铸机的拉速等情况,导致了连铸机的工作参数没有及时修正,连铸机的控制出现问题,可能出现产品不合格的情况。所以,连铸机的生产稳定性低是亟待解决的技术问题。
技术实现思路
1、本发明实施例提供了一种连铸机的控制方法、系统及设备,解决了连铸机的生产稳定性低的技术问题。
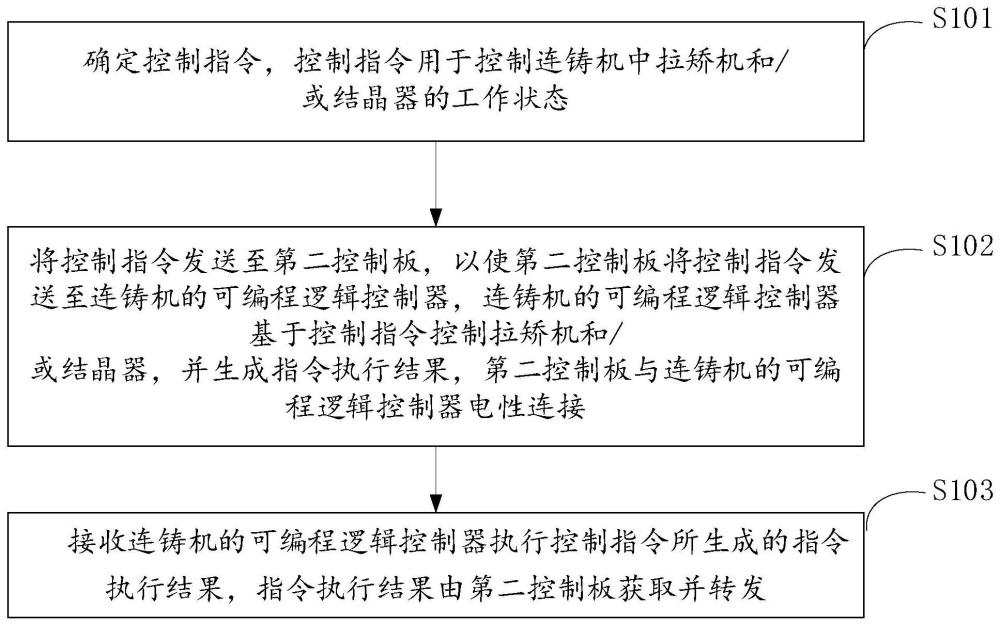
2、第一方面,本发明实施例提供了一种连铸机的控制方法,应用于第一控制板,所述第一控制板可移动地设置于距离连铸机预设距离的地理位置范围,所述方法包括:确定控制指令,所述控制指令用于控制所述连铸机中拉矫机和/或结晶器的工作状态;将所述控制指令发送至第二控制板,以使所述第二控制板将所述控制指令发送至所述连铸机的可编程逻辑控制器,所述连铸机的可编程逻辑控制器基于所述控制指令控制所述拉矫机和/或所述结晶器,并生成指令执行结果,所述第二控制板与所述连铸机的可编程逻辑控制器电性连接;接收所述连铸机的可编程逻辑控制器执行所述控制指令所生成的所述指令执行结果,所述指令执行结果由所述第二控制板获取并转发。
3、结合本发明的第一方面,在一些实施方式下,所述第一控制板上设置有结果显示装置,在所述接收所述连铸机的可编程逻辑控制器执行所述控制指令所生成的所述指令执行结果之后,还包括:基于所述指令执行结果,在所述结果显示装置显示所述控制指令是否成功执行的信息。
4、结合本发明的第一方面,在一些实施方式下,所述确定控制指令,包括:监测所述连铸机的工作参数,根据所述连铸机的工作参数,确定对应的控制指令;或者获取用户选择操作,根据所述用户选择操作,确定对应的控制指令。
5、结合本发明的第一方面,在一些实施方式下,还包括:所述第一控制板通过悬挂机构安装在板坯连铸中包车上。
6、结合本发明的第一方面,在一些实施方式下,所述控制指令包括多个控制指令,所述将所述控制指令发送至第二控制板,包括:将所述多个控制指令中第一控制指令发送至所述第二控制板;如果接收到所述第一控制指令对应的指令执行结果,并且所述第一控制指令对应的指令执行结果表征所述连铸机已经成功执行所述第一控制指令,将所述多个控制指令中第二控制指令发送至所述第二控制板。
7、结合本发明的第一方面,在一些实施方式下,所述控制指令包括多个控制指令,所述将所述控制指令发送至第二控制板,包括:将所述多个控制指令中第一控制指令发送至所述第二控制板;等待预设时长阈值,将所述多个控制指令中第二控制指令发送至所述第二控制板。
8、结合本发明的第一方面,在一些实施方式下,所述第一控制板上设置有电池装置,所述电池装置为所述第一控制板提供电源,所述方法还包括:控制所述电池装置显示所述电池装置中电池的剩余电量;在所述剩余电量低于预设的电量阈值时,控制所述电池装置进行低电量报警。
9、第二方面,本发明实施例提供了一种连铸机的控制方法,应用于第二控制板,所述第二控制板与连铸机的可编程逻辑控制器电性连接,所述方法包括:接收第一控制板发送的控制指令,所述第一控制板可移动地设置于距离所述连铸机预设距离的地理位置范围,所述控制指令用于控制所述连铸机中拉矫机和/或结晶器的工作状态;将所述控制指令发送至所述连铸机的可编程逻辑控制器,以使所述连铸机的可编程逻辑控制器基于所述控制指令控制所述拉矫机和/或所述结晶器,并生成指令执行结果;获取所述指令执行结果并向所述第一控制板转发所述指令执行结果。
10、第三方面,本发明实施例提供了一种连铸机的控制系统,所述系统包括第一控制板和第二控制板,所述第一控制板可移动地设置于距离连铸机预设距离的地理位置范围,所述第二控制板与所述连铸机的可编程逻辑控制器电性连接;所述第一控制板,用于确定控制指令,所述控制指令用于控制所述连铸机中拉矫机和/或结晶器的工作状态,将所述控制指令发送至所述第二控制板;所述第二控制板,用于接收所述第一控制板发送的所述控制指令,将所述控制指令发送至所述连铸机的可编程逻辑控制器,以使所述连铸机的可编程逻辑控制器基于所述控制指令控制所述拉矫机和/或所述结晶器,并生成指令执行结果,获取所述指令执行结果并向所述第一控制板转发所述指令执行结果;所述第一控制板,还用于接收所述连铸机的可编程逻辑控制器执行所述控制指令所生成的所述指令执行结果。
11、第四方面,本发明实施例提供了一种电子设备,包括:存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,所述处理器执行所述计算机程序时实现第一方面中任一项所述方法。
12、本发明实施例提供的一个或者多个技术方案,至少实现了如下技术效果或者优点:
13、本发明实施例通过确定控制指令,控制指令用于控制连铸机中拉矫机和/或结晶器的工作状态;将控制指令发送至第二控制板,以使第二控制板将控制指令发送至连铸机的可编程逻辑控制器,连铸机的可编程逻辑控制器基于控制指令控制拉矫机和/或结晶器,并生成指令执行结果,第二控制板与连铸机的可编程逻辑控制器电性连接;接收连铸机的可编程逻辑控制器执行控制指令所生成的指令执行结果,指令执行结果由第二控制板获取并转发。技术人员在连铸机的操作箱以外的位置观测连铸机的工作情况的时候,需要回到操作箱进行控制,造成了控制时间延迟,导致连铸机的工作参数调整不及时。通过第一控制板将控制指令发送至第二控制板,以使连铸机的可编程逻辑控制器基于控制指令控制拉矫机和结晶器,因此,技术人员可以不在连铸机的操作箱进行控制拉矫机和结晶器,可以在距离所述连铸机预设距离的地理位置范围内通过第一控制板,实现控制连铸机的拉矫机和结晶器,即时调整连铸机的工作参数,避免连铸机的产品产生不合格的情况。所以,提高了连铸机的生产稳定性。同时,降低技术人员的频繁操作和劳动强度。
技术特征:
1.一种连铸机的控制方法,应用于第一控制板,其特征在于,所述第一控制板可移动地设置于距离连铸机预设距离的地理位置范围,所述方法包括:
2.根据权利要求1所述的连铸机的控制方法,其特征在于,所述第一控制板上设置有结果显示装置,在所述接收所述连铸机的可编程逻辑控制器执行所述控制指令所生成的所述指令执行结果之后,还包括:
3.根据权利要求1所述的连铸机的控制方法,其特征在于,所述确定控制指令,包括:
4.根据权利要求1所述的连铸机的控制方法,其特征在于,还包括:
5.根据权利要求1所述的连铸机的控制方法,其特征在于,所述控制指令包括多个控制指令,所述将所述控制指令发送至第二控制板,包括:
6.根据权利要求1所述的连铸机的控制方法,其特征在于,所述控制指令包括多个控制指令,所述将所述控制指令发送至第二控制板,包括:
7.根据权利要求1所述的连铸机的控制方法,其特征在于,所述第一控制板上设置有电池装置,所述电池装置为所述第一控制板提供电源,所述方法还包括:
8.一种连铸机的控制方法,应用于第二控制板,其特征在于,所述第二控制板与连铸机的可编程逻辑控制器电性连接,所述方法包括:
9.一种连铸机的控制系统,其特征在于,所述系统包括第一控制板和第二控制板,所述第一控制板可移动地设置于距离连铸机预设距离的地理位置范围,所述第二控制板与所述连铸机的可编程逻辑控制器电性连接;
10.一种电子设备,其特征在于,包括:存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,所述处理器执行所述计算机程序时实现权利要求1-7中任一项所述方法。
技术总结
本发明公开了一种连铸机的控制方法、系统及设备,应用于第一控制板,第一控制板可移动地设置于距离连铸机预设距离的地理位置范围,该方法包括:确定控制指令,控制指令用于控制连铸机中拉矫机和/或结晶器的工作状态;将控制指令发送至第二控制板,以使第二控制板将控制指令发送至连铸机的可编程逻辑控制器,连铸机的可编程逻辑控制器基于控制指令控制拉矫机和/或结晶器,并生成指令执行结果,第二控制板与连铸机的可编程逻辑控制器电性连接;接收连铸机的可编程逻辑控制器执行控制指令所生成的指令执行结果,指令执行结果由第二控制板获取并转发。通过本发明解决了连铸机的生产稳定性低的技术问题。
技术研发人员:邵隆胜,季志永,王东亮,文关俊,刘利刚,龚占晓
受保护的技术使用者:首钢股份公司迁安钢铁公司
技术研发日:
技术公布日:2024/2/21
- 还没有人留言评论。精彩留言会获得点赞!