一种利用真空冷喷涂技术制备无铅压电涂层的方法
本发明属于无铅压电涂层,尤其涉及一种利用真空冷喷涂技术制备无铅压电涂层的方法。
背景技术:
1、压电材料是一种智能材料,能够实现机械信号与电信号的转换,以及产生电驱动的声波发射和功率输出,广泛应用于电子、自控、机械、航空航天等诸多领域。随着人们对压电材料的不断研究与发现,压电材料性能得以大大的提高。新型压电材料的研制成功极大地推动了压电传感器的进步。压电传感器具有体积小、重量轻、工作频带宽、轻便易于集成,因此在各种动态力、机械冲击与振动的测量,以及声学、医学、力学、宇航等方面都得到了非常广泛的应用,近年来被人广为研究。并且,随着电子器件的发展走向微型化、高频化和多功能化,尺寸在数十纳米到微米级的压电涂层对于微电子和微机电系统等有着重要意义。
2、目前开发的压电涂层制备技术有溶胶-凝胶法、磁控溅射法、脉冲激光沉积法、分子束外延法等。但这些制备压电涂层的方法有的存在制备效率低,成本高的缺点,而沉积方法由于环境温度高,导致材料挥发造成压电性能差,这些缺点严重限制了压电涂层的应用。
3、公开号为cn115403378a的中国专利公开了一种等离子喷涂制备无铅压电陶瓷涂层的方法,其包括以下步骤:步骤1、将原料混合得到混合粉料,将所述混合粉料进行高温处理,制得无铅压电陶瓷粉体;所述原料包括a的碳酸盐、b的氧化物、c的碳酸盐以及d的氧化物;其中,a为li、na和k中的至少一种,b为nb和ta中的至少一种,c为ba和ca中的至少一种,d为zr和ti中的至少一种;步骤2、将所述无铅压电陶瓷粉体通过喷雾造粒制成球状粉体;步骤3、等离子喷涂将所述球状粉体热喷涂于基体表面,形成无铅压电涂层。该方法虽然提高了无铅压电涂层的制备效率,但其仍为热喷涂。
4、真空冷喷涂技术是一种在室温下沉积涂层的技术,超细粉末颗粒通过喷嘴的加速作用高速碰撞基体或涂层表面,粉末颗粒通过断裂和塑性变形,以及后续粉末颗粒的夯实作用形成涂层,因此本发明考虑提供一种利用真空冷喷涂技术制备无铅压电涂层的方法。
技术实现思路
1、有鉴于此,本发明要解决的技术问题在于提供一种利用真空冷喷涂技术制备无铅压电涂层的方法,该方法制备得到的压电涂层具备优异的压电性能。
2、本发明提供了一种利用真空冷喷涂技术制备无铅压电涂层的方法,包括以下步骤:
3、s1)将原料按照化学式k1-xnaxnbo3配料混合,高温处理后,得到无铅压电陶瓷粉末;x为0.3~0.7;
4、s2)将所述无铅压电陶瓷粉末进行球磨处理,得到处理后的无铅压电陶瓷粉末;
5、s3)将所述处理后的无铅压电陶瓷粉末通过真空冷喷涂技术喷涂于基体表面,得到无铅压电涂层。
6、优选的,所述原料包括k2co3、na2co3与nb2o5。
7、优选的,所述x为0.5。
8、优选的,所述步骤s1)中高温处理的温度为1000℃~1200℃;所述高温处理的时间为4~8h。
9、优选的,所述球磨处理的球料比为(5~15):1;所述球磨处理的转速为100~500r/min。
10、优选的,所述步骤s2)中处理后的无铅压电陶瓷粉末的平均粒径为1~2微米。
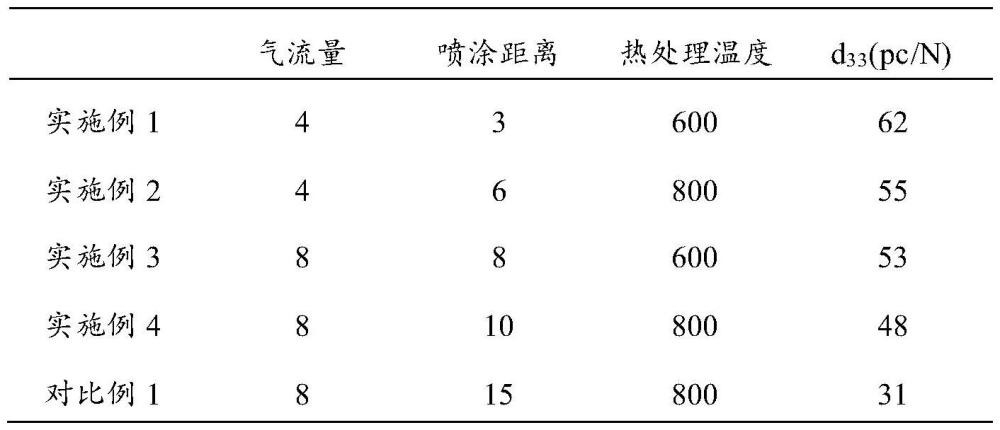
11、优选的,所述步骤s3)中喷涂的气流量为4~8l/min;喷涂的距离为3~10mm;喷涂的粒子速度为1000~1200m/s。
12、优选的,所述步骤s3)中喷涂结束后还进行热处理,得到无铅压电涂层。
13、优选的,所述热处理的温度为600℃~800℃;所述热处理的时间为10~60min。
14、本发明还提供了一种上述方法制备的无铅压电涂层。
15、本发明提供了一种利用真空冷喷涂技术制备无铅压电涂层的方法,包括以下步骤:s1)将原料按照化学式k1-xnaxnbo3配料混合,高温处理后,得到无铅压电陶瓷粉末;x为0.3~0.7;s2)将所述无铅压电陶瓷粉末进行球磨处理,得到处理后的无铅压电陶瓷粉末;s3)将所述处理后的无铅压电陶瓷粉末通过真空冷喷涂技术喷涂于基体表面,得到无铅压电涂层。与现有技术相比,本发明通过真空冷喷涂设备制备无铅压电涂层,该方法沉积效率高,成本低,并且在室温下完成沉积,避免了高温条件下对原始材料的影响,涂层的相结构和物理化学不发生变化,并且得到的涂层致密度高、孔隙率较低、结构稳定,因而具备更优异的压电性能。
技术特征:
1.一种利用真空冷喷涂技术制备无铅压电涂层的方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的方法,其特征在于,所述原料包括k2co3、na2co3与nb2o5。
3.根据权利要求1所述的方法,其特征在于,所述x为0.5。
4.根据权利要求1所述的方法,其特征在于,所述步骤s1)中高温处理的温度为1000℃~1200℃;所述高温处理的时间为4~8h。
5.根据权利要求1所述的方法,其特征在于,所述球磨处理的球料比为(5~15):1;所述球磨处理的转速为100~500r/min。
6.根据权利要求1所述的方法,其特征在于,所述步骤s2)中处理后的无铅压电陶瓷粉末的平均粒径为1~2微米。
7.根据权利要求1所述的方法,其特征在于,所述步骤s3)中喷涂的气流量为4~8l/min;喷涂的距离为3~10mm;喷涂的粒子速度为1000~1200m/s。
8.根据权利要求1所述的方法,其特征在于,所述步骤s3)中喷涂结束后还进行热处理,得到无铅压电涂层。
9.根据权利要求8所述的方法,其特征在于,所述热处理的温度为600℃~800℃;所述热处理的时间为10~60min。
10.权利要求1~9任意一项方法制备的无铅压电涂层。
技术总结
本发明提供了一种利用真空冷喷涂技术制备无铅压电涂层的方法,包括以下步骤:S1)将原料按照化学式K1‑xNaxNbO3配料混合,高温处理后,得到无铅压电陶瓷粉末;x为0.3~0.7;S2)将所述无铅压电陶瓷粉末进行球磨处理,得到处理后的无铅压电陶瓷粉末;S3)将所述处理后的无铅压电陶瓷粉末通过真空冷喷涂技术喷涂于基体表面,得到无铅压电涂层。与现有技术相比,本发明通过真空冷喷涂设备制备无铅压电涂层,该方法沉积效率高,成本低,并且在室温下完成沉积,避免了高温条件下对原始材料的影响,涂层的相结构和物理化学不发生变化,并且得到的涂层致密度高、孔隙率较低、结构稳定,因而具备更优异的压电性能。
技术研发人员:王海斗,邢志国,郭伟玲,周新远,朱合法,张超
受保护的技术使用者:中国人民解放军陆军装甲兵学院
技术研发日:
技术公布日:2024/2/29
- 还没有人留言评论。精彩留言会获得点赞!