一种用于制备锑铍芯块的压制模具的制作方法
本发明属于粉末冶金压力成形,尤其涉及一种用于制备锑铍芯块的压制模具。
背景技术:
1、锑铍芯块是锑粉和铍粉的混合粉末粉末压制成块,是核电站次中子源点火控制装置的重要的配套组件。锑铍芯块是核电站监控部分的重要元件,现有研究在成份控制、压制工艺和粉末粒度选择等方面做了大量工作,制造出的产品在尺寸精度、化学成分、密度、主成份含量及均匀性等方面完全基本符合技术条件要求。
2、然而,对于更高要求的产品技术指标:密度:3.5-3.7g/cm<'3>;产品为直径φ7~φ19不等,公差要求±0.03mm,长度:10、15、16mm不等,公差要求±0.05mm,两端面与外圆的垂直度0.15mm,表面粗糙度:1.6um,表面不容许有掉边掉角、坑点、清洁、不得有润滑剂、油及其他外来物质;如何制备出这样的产品仍然时待解决的难题。
3、具体来说,锑铍芯块的压制属于粉末冶金的制备领域,次中子源组件sb-be芯块是置于燃料组件中的一个重要的材料。组件中设有多根次中子源棒,次中子源由多个sb-be芯块轴向堆积而成,置于次中子源棒内,sb-be芯块在反应堆内辐照后活化并释放中子,为后续循环反应堆启动提供一个初始中子水平。就制造技术而言,众所周知是由锑和铍两种粉末的混合物在不添加任何粘结剂和润滑剂的情况下压制成型,除成型产品必须满足几何尺寸、密度、物理性能,化学成分和主成分含量及均匀性等方面的技术指标要求,在成型过程中具有一定的制造技术难度,目前国内尚无制造先例。
技术实现思路
1、针对上述技术问题,本发明提出一种用于制备锑铍芯块的压制模具。
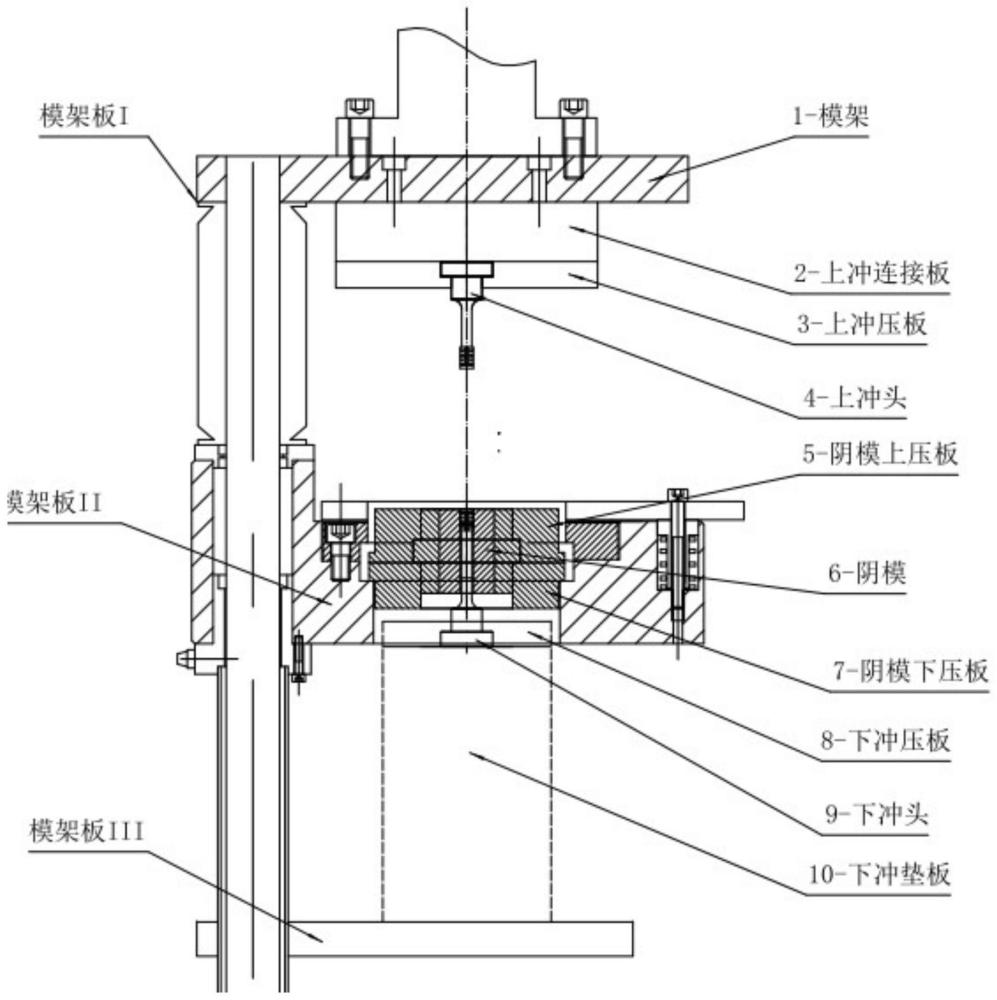
2、所述压制模具包括:模架(1)、上冲连接板(2)、上冲压板(3)、上冲头(4)、阴模上压板(5)、阴模(6)、阴模下压板(7)、下冲压板(8)、下冲头(9)、下冲垫板(10);
3、所述上冲连接板(2)通过螺栓固定在所述模架(1)的上模架板i上,所述上冲头(4)端面安装在所述上冲压板(3)有台阶的内孔内,所述上冲压板(3)通过内六角螺栓固定在所述上冲连接板(2),从而完成所述上冲压板(3)的安装;
4、所述下冲垫板(10)平放在所述模架(1)的模架板iii上,所述下冲垫板(10)的中心与所述模架(1)的模架板ii对齐,所述下冲头(9)的端面安装在所述下冲压板(8)有台阶的内孔内,所述下冲压板(8)通过内六角螺栓固定在下冲垫板(10),从而完成所述下冲头(9)的安装;
5、所述阴模下压板(7)安装在所述模架板ii的内腔内,所述阴模(6)的下圆柱体放在所述下压板(7)的内腔内,所述阴模上压板(4)安装在所述阴模(6)的上圆柱体,所述模架板ii上的压板放在阴模上压板(5)上,所述模架板ii上的压板通过内六角角螺栓将所述阴模上压板(5)、所述阴模(6)和所述阴模下压板(7)固定在所述模架板ii。
6、根据本发明的压制模具,所述阴模(6)在加工制造上满足如下要求:所述阴模(6)由硬质合金yg15和热装45#钢外套组成,所述硬质合金yg15的硬度为hra78~89,所述阴模(6)的内孔直径由产品的直径来确定,所述阴模(6)的内孔直径的公差比所述产品的公差下限小0.01~0.02mm,所述阴模(6)的内孔光洁度在0.2um以上,所述阴模(6)的内孔设有0.5°的锥角,所述锥角的高度为10mm。
7、根据本发明的压制模具,所述上冲头(4)和所述下冲头(9)在加工制造上满足如下要求:材料为gcr15的锻件,热处理硬度在hrc50~60,冲头的工作面端面和外径的光洁度在0.2um以上,所述冲头与对应的阴模的配合间隙在0.005~0.010mm,且压制过程中不漏粉料。
8、根据本发明的压制模具,所述上冲头(4)和所述下冲头(10)设有导向台,并且每个所述导向台都具有排气槽。
9、根据本发明的压制模具,所述上冲连接板(2)、所述上冲压板(3)、所述阴模上压板(5)、所述阴模下压板(7)、所述下冲压板(8)、所述下冲垫板(10)在加工制造上满足如下要求:选用材料为45#钢,经硬度在hrb260~280,表面粗糙度在0.8um以上,各安装面的平行度在0.02mm以内,内孔与平面的垂直度在0.02mm以内。
10、根据本发明的压制模具,安装所述压制模具时:先安装所述阴模(6),再安装所述下冲头(9),所述下冲压板(8)将所述下冲头(9)压紧,且不可浮动,最后安装所述上冲头(4),所述上冲头(4)与所述上冲压板(3)压紧且存在0.01mm的间隙。
11、根据本发明的压制模具,对所述压制模具整体进行消磁处理,防止粉料在压制过程产生粘料现象,造成所述压制模具的损伤和所述产品的尺寸影响。
12、根据本发明的压制模具,所述阴模(6)在使用前进行拉模预处理,以满足产品尺寸公差要求和实现顺利脱模,所述拉模预处理通过对锑铍的混合粉进行压制,提高所述压制模具的光洁度,减小所述压制模具的成型区摩擦力,且所述拉模预处理后的光洁度在0.08um以内。
13、综上,本发明提出的技术方案依据产品图纸要求,结合自动粉末成型机原理、模具设计特点,既可以在自动成型机上使用,亦可拆解出压模,在手动压机上手工操作使用。压模内孔设计为负公差,内孔粗糙度ra<0.2mm,有效保证了产品尺寸。压模分内外两层,内层为yg15硬质合金,外径为45#钢,上下冲头为gcr15工具钢。模具安装到机器上后,经过调试,拉模后即可投入使用。
技术特征:
1.一种用于制备锑铍芯块的压制模具,其特征在于:
2.根据权利要求1所述的一种用于制备锑铍芯块的压制模具,其特征在于,所述阴模(6)在加工制造上满足如下要求:所述阴模(6)由硬质合金yg15和热装45#钢外套组成,所述硬质合金yg15的硬度为hra78~89,所述阴模(6)的内孔直径由产品的直径来确定,所述阴模(6)的内孔直径的公差比所述产品的公差下限小0.01~0.02mm,所述阴模(6)的内孔光洁度在0.2um以上,所述阴模(6)的内孔设有0.5°的锥角,所述锥角的高度为10mm。
3.根据权利要求2所述的一种用于制备锑铍芯块的压制模具,其特征在于,所述上冲头(4)和所述下冲头(9)在加工制造上满足如下要求:材料为gcr15的锻件,热处理硬度在hrc50~60,冲头的工作面端面和外径的光洁度在0.2um以上,所述冲头与对应的阴模的配合间隙在0.005~0.010mm,且压制过程中不漏粉料。
4.根据权利要求3所述的一种用于制备锑铍芯块的压制模具,其特征在于,所述上冲头(4)和所述下冲头(10)设有导向台,并且每个所述导向台都具有排气槽。
5.根据权利要求4所述的一种用于制备锑铍芯块的压制模具,其特征在于,所述上冲连接板(2)、所述上冲压板(3)、所述阴模上压板(5)、所述阴模下压板(7)、所述下冲压板(8)、所述下冲垫板(10)在加工制造上满足如下要求:选用材料为45#钢,经硬度在hrb260~280,表面粗糙度在0.8um以上,各安装面的平行度在0.02mm以内,内孔与平面的垂直度在0.02mm以内。
6.根据权利要求5所述的一种用于制备锑铍芯块的压制模具,其特征在于,安装所述压制模具时:先安装所述阴模(6),再安装所述下冲头(9),所述下冲压板(8)将所述下冲头(9)压紧,且不可浮动,最后安装所述上冲头(4),所述上冲头(4)与所述上冲压板(3)压紧且存在0.01mm的间隙。
7.根据权利要求6所述的一种用于制备锑铍芯块的压制模具,其特征在于,对所述压制模具整体进行消磁处理,防止粉料在压制过程产生粘料现象,造成所述压制模具的损伤和所述产品的尺寸影响。
8.根据权利要求7所述的一种用于制备锑铍芯块的压制模具,其特征在于,所述阴模(6)在使用前进行拉模预处理,以满足产品尺寸公差要求和实现顺利脱模,所述拉模预处理通过对锑铍的混合粉进行压制,提高所述压制模具的光洁度,减小所述压制模具的成型区摩擦力,且所述拉模预处理后的光洁度在0.08um以内。
技术总结
本发明提出一种用于制备锑铍芯块的压制模具,属于粉末冶金压力成形技术领域。所述压制模具包括:模架(1)、上冲连接板(2)、上冲压板(3)、上冲头(4)、阴模上压板(5)、阴模(6)、阴模下压板(7)、下冲压板(8)、下冲头(9)、下冲垫板(10)。所述压制模具安装到机器上后,经过调试、拉模后即可投入使用。工艺路线成熟,模具简单,制作成本低,加工工期短,加工方法简单易行,便于操作,适合批量生产,产品尺寸一致性高。
技术研发人员:王春武,乔鹏,李军义,石银柱,周凯,邵伟,马琨,范雨昳,瞿康发,张新辉,马肖
受保护的技术使用者:西北稀有金属材料研究院宁夏有限公司
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!