一种高效节约型合金工具钢盘条的生产方法与流程
本发明涉及盘条生产,尤其是涉及一种高效节约型合金工具钢盘条的生产方法。
背景技术:
1、合金工具钢是在碳素工具钢的基础上加入铬、钼、钒等合金元素,以提高淬透性、韧性、耐磨性和耐热性的一类钢种,主要用于制造量具、刃具、耐冲击工具和冷、热模具及一些特殊用途的工具。
2、电动手动工具用钢为合金工具钢中要求更高的钢种,要求具有高的扭矩、硬度、耐磨性、冲击韧性及服役疲劳性能,故成分设计中添加碳、硅、钒、钼、镍、铌等合金元素固溶强化、沉淀强化、细晶强化等,以满足性能要求。由于该钢种成分设计的特殊性,盘条轧制过程中显微组织难以控制均匀,通常获得马氏体+贝氏体为主的马氏体+贝氏体+珠光体+铁素体的混合组织,尤其形成以马氏体为主的显微组织时,盘条硬度高,打包、运输及用户加工时易发生脆断。
技术实现思路
1、本发明要解决的技术问题是:为了克服现有技术中合金工具钢盘条硬度高,打包、运输及用户加工时易发生脆断的问题,提供一种高效节约型合金工具钢盘条的生产方法。
2、本发明解决其技术问题所采用的技术方案是:一种高效节约型合金工具钢盘条的生产方法,生产步骤包括:
3、(1)开坯:采用高温扩散工艺,在加热炉内对钢坯进行分段加热,其包括加热一段、加热二段以及均热段,加热一段的温度为980~1150℃,加热二段温度1050~1200℃,均热段温度1100~1250℃,经过轧制成中间坯;
4、(2)加热:中间坯采用进一空一入加热炉,其包括加热一段、加热二段以及均热段,加热一段温度700~800℃,加热二段温度900~1000℃,均热端温度1000~1100℃;
5、(3)轧制:采用精轧机组进行轧制,中间坯经过水冷入精轧机组的温度为900-910℃,中间坯出精轧机组的温度为900-920℃,使得中间坯出精轧机组的温度和中间坯入精轧机组的温度之间的差值≤20℃,在轧制过程中,采用水冷方式对中间坯进行冷却,制成盘条;
6、(4)冷却:盘条先经过水冷箱冷却,在输出至斯太尔摩控冷前期辊道进行冷却;
7、(5)打包:打包前进行空冷,温度冷却至80℃以内,盘条两端加上防护纸板进行基体防护,打包机对盘条进行施压使得盘条两端相互靠近,完成打包,通过精轧机机架间冷却水压力控制入精轧和出精轧机温度,在非再结晶区高应变速率大变形轧制,使得过冷奥氏体中的位错、亚结构密度增加,所产生的变形储存能,缩短相变孕育期增加相变驱动力;
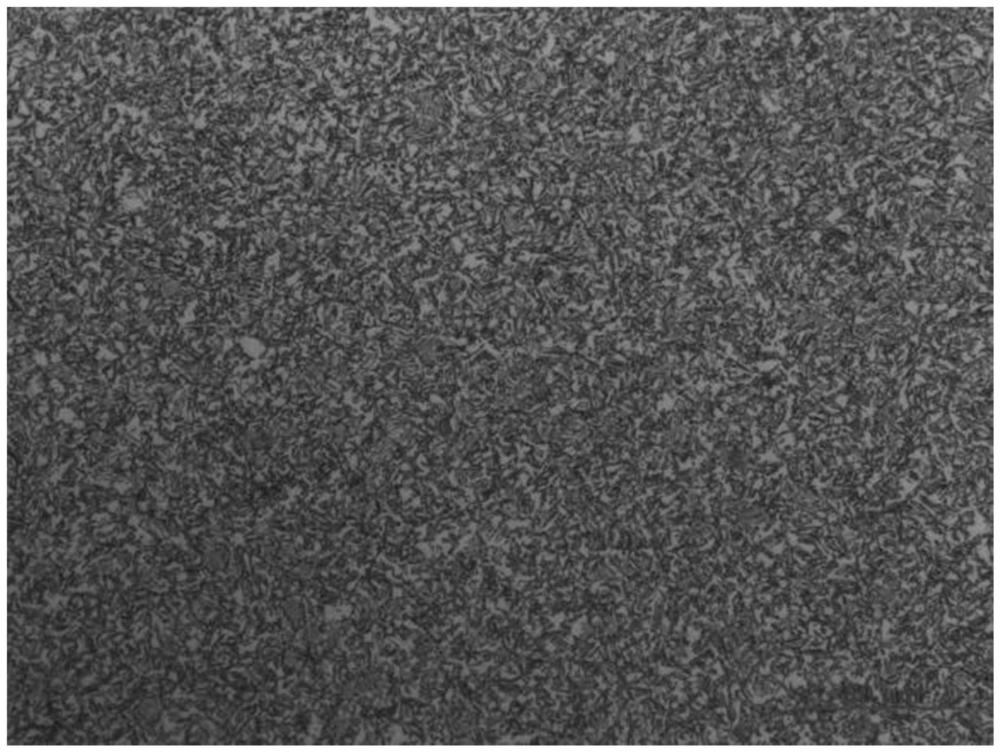
8、吐丝后吹风冷却至贝氏体析出区间附近,同时避免产生截面马氏体,保证盘条入罩后“等温”相变,同时抑制铁素体析出,控制在保温罩内相变时间,促使贝氏体充分转变,比例达到60%-70%,同时避免出现截面马氏体,确保打包、转运环节不脆断,客户退火后组织均匀、拉拔过程中无异常断裂问题。
9、进一步包括盘条化学成分按照质量百分比计,成分配比为c:0.63~0.70,si:1.00~1.20,mn:0.40~0.60,p≤0.025,s≤0.025,cr:0.20~0.40,ni:0.12~0.30,cu≤0.25,al:0.010~0.030,mo:0.40~0.50,v:0.15~0.25,nb:0.010~0.025,其余为铁。
10、进一步包括步骤(1)中均热段保温时间180~300分钟。
11、进一步包括步骤(2)中钢坯坯加热总时间120~140分钟,且加热二段和均热段总时间≤85分钟。
12、进一步包括步骤(2)中加热炉内均热段空燃比≤0.5或残氧量≤2%。
13、进一步包括步骤(3)中精轧机组的轧制速度为58米/秒。
14、进一步包括步骤(3)中中间坯入轧前水冷方式为采用1#、2#水箱穿水冷却,1#、2#水箱设定水流量分别为650-700lpm、450-500lpm;
15、中间坯在轧制过程中的水冷的冷却水流量控制在700-800lpm,水压5bar。
16、进一步包括步骤(4)中盘条先经过水冷箱冷却780~800℃。
17、进一步包括步骤(4)中斯太尔摩控冷前期辊道,开启1#-5#的保温罩,并开启2#风机、3#风机,风机开度控制在10%-15%,风机为离心式风机,风机的每小时风量为200000m3,冷却至600~620℃后进入保温罩,盘条通过保温罩时间15-18分钟,出罩温度小于500℃,出罩后避风空冷。
18、进一步包括步骤(5)中盘条放置在两个打包机压盘之间,压盘行进到与其所在侧的盘条端部接触,继续行进直至压力达到15-20吨时压盘停止运动,打包机打包头开始打包。
19、本发明的有益效果是:本发明提供的一种高效节约型合金工具钢盘条的生产方法,通过精轧机机架间冷却水压力控制入精轧和出精轧机温度,在非再结晶区高应变速率大变形轧制,使得过冷奥氏体中的位错、亚结构密度增加,所产生的变形储存能,缩短相变孕育期增加相变驱动力;
20、吐丝后吹风冷却至贝氏体析出区间附近,同时避免产生截面马氏体,保证盘条入罩后“等温”相变,同时抑制铁素体析出,控制在保温罩内相变时间,促使贝氏体充分转变,比例达到60%-70%,同时避免出现截面马氏体,确保打包、转运环节不脆断,客户退火后组织均匀、拉拔过程中无异常断裂问题。
技术特征:
1.一种高效节约型合金工具钢盘条的生产方法,其特征在于,生产步骤包括:
2.如权利要求1所述的一种高效节约型合金工具钢盘条的生产方法,其特征在于:所述盘条化学成分按照质量百分比计,成分配比为c:0.63~0.70,si:1.00~1.20,mn:0.40~0.60,p≤0.025,s≤0.025,cr:0.20~0.40,ni:0.12~0.30,cu≤0.25,al:0.010~0.030,mo:0.40~0.50,v:0.15~0.25,nb:0.010~0.025,其余为铁。
3.如权利要求1所述的一种高效节约型合金工具钢盘条的生产方法,其特征在于:所述步骤(1)中均热段保温时间180~300分钟。
4.如权利要求1所述的一种高效节约型合金工具钢盘条的生产方法,其特征在于:所述步骤(2)中钢坯坯加热总时间120~140分钟,且加热二段和均热段总时间≤85分钟。
5.如权利要求1所述的一种高效节约型合金工具钢盘条的生产方法,其特征在于:所述步骤(2)中加热炉内均热段空燃比≤0.5或残氧量≤2%。
6.如权利要求1所述的一种高效节约型合金工具钢盘条的生产方法,其特征在于:所述步骤(3)中精轧机组的轧制速度为58米/秒。
7.如权利要求1所述的一种高效节约型合金工具钢盘条的生产方法,其特征在于:所述步骤(3)中中间坯入轧前水冷方式为采用1#、2#水箱穿水冷却,1#、2#水箱设定水流量分别为650-700lpm、450-500lpm;
8.如权利要求1所述的一种高效节约型合金工具钢盘条的生产方法,其特征在于:所述步骤(4)中盘条先经过水冷箱冷却780~800℃。
9.如权利要求1所述的一种高效节约型合金工具钢盘条的生产方法,其特征在于:所述步骤(4)中斯太尔摩控冷前期辊道,开启1#-5#的保温罩,并开启2#风机、3#风机,风机开度控制在10%-15%,风机为离心式风机,风机的每小时风量为200000m3,冷却至600~620℃后进入保温罩,盘条通过保温罩时间15-18分钟,出罩温度小于500℃,出罩后避风空冷。
10.如权利要求1所述的一种高效节约型合金工具钢盘条的生产方法,其特征在于:所述步骤(5)中盘条放置在两个打包机压盘之间,压盘行进到与其所在侧的盘条端部接触,继续行进直至压力达到15-20吨时压盘停止运动,打包机打包头开始打包。
技术总结
本发明涉及盘条生产技术领域,尤其是涉及一种高效节约型合金工具钢盘条的生产方法,生产步骤包括:(1)开坯;(2)加热;(3)轧制:采用精轧机组进行轧制,中间坯经过水冷入精轧机组的温度为900‑910℃,中间坯出精轧机组的温度为900‑920℃,使得中间坯出精轧机组的温度和中间坯入精轧机组的温度之间的差值≤20℃;(4)冷却;(5)打包,通过精轧机机架间冷却水压力控制入精轧和出精轧机温度,在非再结晶区高应变速率大变形轧制,使得过冷奥氏体中的位错、亚结构密度增加,所产生的变形储存能。
技术研发人员:严冉冉,韩治国,张德松,俞连政,朱浩璠,周芸,高飞,李伟,陈大帅
受保护的技术使用者:中天钢铁集团有限公司
技术研发日:
技术公布日:2024/2/25
- 还没有人留言评论。精彩留言会获得点赞!