一种粉末冶金外斜齿工件成型模具的制作方法
本发明涉及粉末冶金,尤其涉及一种粉末冶金外斜齿工件成型模具。
背景技术:
1、粉末冶金是用金属粉末(或金属粉末与非金属粉末的混合物)作为原料,经过成形和烧结,制造金属材料、复合材料以及各种类型制品的工艺技术。粉末冶金法与生产陶瓷有相似的地方,均属于粉末烧结技术,因此,一系列粉末冶金新技术也可用于陶瓷材料的制备。
2、现有的粉末工件一般都是通过模具冲压成形,利用压力把散开的粉末冲压成一个整体,在加工斜齿结构,且需要在斜齿上加工孔位结构时,由于斜齿成型之后,直接脱模会拉坏产品,因而在脱模时会进行选择脱模,若是直接加工孔位后成型,在脱模时容易导致孔位拉坏,故常规的做法是在斜齿粉末冶金成型后,将产品取出再单独进行孔位的加工。
技术实现思路
1、为了克服上述现有技术所述的至少一种缺陷,本发明提供一种粉末冶金外斜齿工件成型模具,其可以一次冲模形成斜齿以及斜齿上的孔位。
2、本发明为解决其问题所采用的技术方案是:
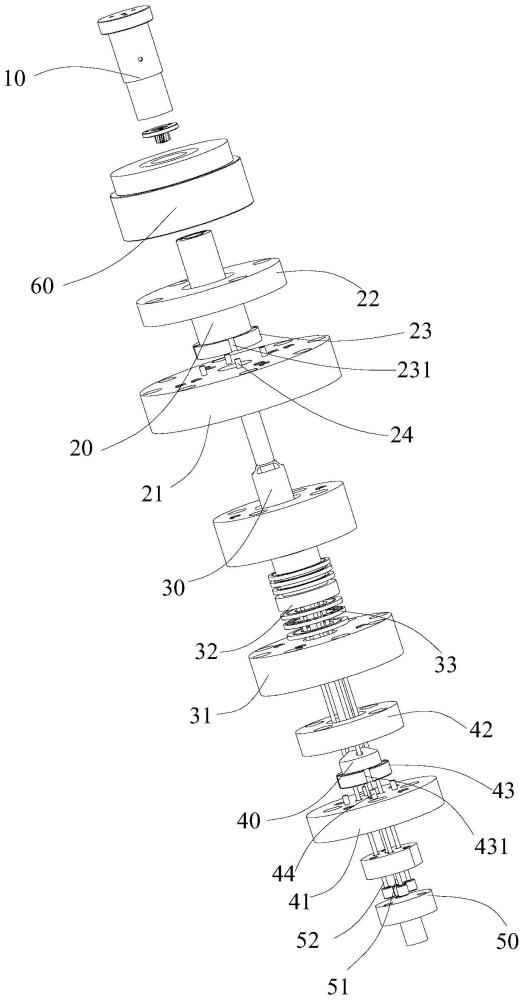
3、一种粉末冶金外斜齿工件成型模具,包括,
4、成型座,所述成型座上设有成型腔,所述成型腔具有相互背离的第一端以及第二端;
5、第一冲头,所述第一冲头可靠近或者远离所述第一端运动,以使所述第一冲头伸入或者退出所述第一端;
6、第二冲头,所述第二冲头设有第一成型端以及第一连接端,所述第二冲头内设有第一穿接通道,所述第一穿接通道由所述第一连接端贯通至所述第一成型端;所述第一成型端伸入所述第二端;
7、第三冲头,所述第三冲头设有第二成型端以及第二连接端,所述第三冲头内设有第二穿接通道,所述第二穿接通道由所述第二连接端贯通至所述第二成型端;所述第二成型端可转动的伸入所述第一穿接通道并伸入所述第一成型端;所述第二成型端的内表面设有成型斜齿;所述第二连接端上设置至少两个避让通孔,所述避让通孔沿所述第二连接端的周向延伸;
8、第四冲头,所述第四冲头设有第三成型端以及第三连接端,所述第四冲头可靠近或远离所述第二端运动,所述第三成型端穿接于所述第二穿接通道并可沿第二穿接通道的轴向运动;所述第三成型端外表面设有引导斜齿,所述引导斜齿与所述成型斜齿啮合,并在第四冲头沿第二穿接通道的轴向运动时引导所述第三冲头转动;
9、芯棒组件,包括安装座以及至少两个芯棒,至少两个芯棒在所述安装座的轴向上间隔分布,各个芯棒经依次穿过所述第三连接端、所述避让通孔、以及所述第二冲头并伸入所述成型腔。
10、进一步地,所述第二冲头还包括第一连接座,所述第一连接端安装于所述第一连接座,所述第一连接端的周向上设有至少两个第一定位孔,所述第一连接座上设有至少两个第一定位柱,至少两个第一定位柱一一对应插装于至少两个第一定位孔,以防止所述第二冲头转动。
11、进一步地,所述第一连接座上设有第一压盖,所述第一连接端外凸设有第一限位座;所述第一压盖通过第一连接件封盖于所述第一连接座,并将所述第一限位座压接至所述第一连接座;所述第一定位孔设于所述第一限位座。
12、进一步地,所述第三冲头还包括第二连接座,所述第二连接座上设有第一安装腔,所述第二连接端可转动的安装于所述第一安装腔;所述第二连接端通过摩擦件与所述第一安装腔转动配合。
13、进一步地,所述第二连接端外凸设有第二限位座,所述第二限位座的顶端与所述安装腔的顶壁设有所述摩擦件,所述第二限位座的底端与所述安装腔的底壁设有所述摩擦件。
14、进一步地,所述摩擦件包括至少两个摩擦片。
15、进一步地,所述第四冲头还包括第三连接座,所述第三连接端安装于所述第三连接座,所述第三连接端的周向上设有至少两个第二定位孔,所述第三连接座上设有至少两个第二定位柱,至少两个第二定位柱一一对应插装于至少两个第二定位孔,以防止所述第三冲头转动。
16、进一步地,所述第三连接座上设有第二压盖,所述第三连接端外凸设有第三限位座;所述第二压盖通过第二连接件封盖于所述第三连接座,并将所述第三限位座压接至所述第三连接座;所述第二定位孔设于所述第三限位座。
17、进一步地,至少两个芯棒包括第一芯棒以及三个第二芯棒,三个所述第二芯棒围设于所述第一芯棒的外周并间隔分布;所述第二芯棒穿过所述第三连接端、所述避让通孔、以及所述第二冲头并伸入所述成型腔;所述第一芯棒由所述第三连接端穿接至所述第三成型端。
18、进一步地,所述避让通孔设有三个,三个所述芯棒一一对应穿接至三个所述避让通孔并与避让通孔滑动配合。
19、综上所述,本发明具有如下技术效果:
20、可以在一次冲压过程中,完成工件的外斜齿以及工件的偏心孔位成型,简化外斜齿的成型步骤,减少加工工艺,提高工件成型效率;而在脱模过程中,由于第三冲头上设置有避让孔,在第三冲头转动脱模时以避让孔避开芯棒,防止转动时拉动芯棒而造成工件的损坏。
技术特征:
1.一种粉末冶金外斜齿工件成型模具,其特征在于,包括,
2.根据权利要求1所述的粉末冶金外斜齿工件成型模具,其特征在于,所述第二冲头还包括第一连接座,所述第一连接端安装于所述第一连接座,所述第一连接端的周向上设有至少两个第一定位孔,所述第一连接座上设有至少两个第一定位柱,至少两个第一定位柱一一对应插装于至少两个第一定位孔,以防止所述第二冲头转动。
3.根据权利要求2所述的粉末冶金外斜齿工件成型模具,其特征在于,所述第一连接座上设有第一压盖,所述第一连接端外凸设有第一限位座;所述第一压盖通过第一连接件封盖于所述第一连接座,并将所述第一限位座压接至所述第一连接座;所述第一定位孔设于所述第一限位座。
4.根据权利要求1所述的粉末冶金外斜齿工件成型模具,其特征在于,所述第三冲头还包括第二连接座,所述第二连接座上设有第一安装腔,所述第二连接端可转动的安装于所述第一安装腔;所述第二连接端通过摩擦件与所述第一安装腔转动配合。
5.根据权利要求4所述的粉末冶金外斜齿工件成型模具,其特征在于,所述第二连接端外凸设有第二限位座,所述第二限位座的顶端与所述安装腔的顶壁设有所述摩擦件,所述第二限位座的底端与所述安装腔的底壁设有所述摩擦件。
6.根据权利要求4所述的粉末冶金外斜齿工件成型模具,其特征在于,所述摩擦件包括至少两个摩擦片。
7.根据权利要求1所述的粉末冶金外斜齿工件成型模具,其特征在于,所述第四冲头还包括第三连接座,所述第三连接端安装于所述第三连接座,所述第三连接端的周向上设有至少两个第二定位孔,所述第三连接座上设有至少两个第二定位柱,至少两个第二定位柱一一对应插装于至少两个第二定位孔,以防止所述第三冲头转动。
8.根据权利要求7所述的粉末冶金外斜齿工件成型模具,其特征在于,所述第三连接座上设有第二压盖,所述第三连接端外凸设有第三限位座;所述第二压盖通过第二连接件封盖于所述第三连接座,并将所述第三限位座压接至所述第三连接座;所述第二定位孔设于所述第三限位座。
9.根据权利要求1-8任一项所述的粉末冶金外斜齿工件成型模具,其特征在于,至少两个芯棒包括第一芯棒以及三个第二芯棒,三个所述第二芯棒围设于所述第一芯棒的外周并间隔分布;所述第二芯棒穿过所述第三连接端、所述避让通孔、以及所述第二冲头并伸入所述成型腔;所述第一芯棒由所述第三连接端穿接至所述第三成型端。
10.根据权利要求9所述的粉末冶金外斜齿工件成型模具,其特征在于,所述避让通孔设有三个,三个所述芯棒一一对应穿接至三个所述避让通孔并与避让通孔滑动配合。
技术总结
本发明公开了一种粉末冶金外斜齿工件成型模具,包括成型座,成型座上设有成型腔;第一冲头;第二冲头设有第一成型端以及第一连接端,第二冲头内设有第一穿接通道;第三冲头设有第二成型端以及第二连接端,第三冲头内设有第二穿接通道;第二成型端的内表面设有成型斜齿;第二连接端上设置至少两个避让通孔,避让通孔沿第二连接端的周向延伸;第四冲头设有第三成型端以及第三连接端;第三成型端外表面设有引导斜齿,引导斜齿与成型斜齿啮合;芯棒组件,包括安装座以及至少两个芯棒,至少两个芯棒在安装座的轴向上间隔分布。本发明可以一次冲模形成斜齿以及斜齿上的孔位。
技术研发人员:覃振提,刘奇文,谢志欢,周健豪
受保护的技术使用者:广东盈峰材料技术股份有限公司
技术研发日:
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!