一种轴类零件加工方法与流程
本发明属于机械加工,具体涉及一种轴类零件加工方法,适用于多种轴类零件的加工。
背景技术:
1、伴随着科技的发展,设备的加工能力越来越强,零件加工的精度越来越高,一些需要保护表面的轴类零件在加工过程中容易变形。为解决轴类零件加工变形的的问题,传统加工方法采用制作一个外圆开槽的短夹头,通过短夹头夹住轴类零件前端外圆,再将短夹头和机床主轴固连。传统的这种加工方式因为短夹头内壁和轴类零件外圆表面是直接接触的,容易使轴类零件外圆表面产生损伤;在加工中由于短夹头只夹住了轴类零件的前端,导致轴类零件后端悬空,在轴类零件加工过程中容易产生跳动,尺寸加工精度难以保证。为了保证轴类零件的加工精度以及简化加工工序,因此提出一种轴类零件加工方法。
技术实现思路
1、本发明解决的技术问题:提供一种轴类零件加工方法,本发明是针对表面需要保护的轴类零件端部加工变形的问题而设计,该方法通过制作一个内孔带有衬套的套筒组合夹具,将轴类零件通过套筒组合夹具和机床主轴固连,使轴类零件在加工过程中不易变形,结构简单,制作方便,可大大的提高加工效率。
2、为达到上述目的,本发明采用的技术方案:
3、一种轴类零件加工方法,包括以下步骤:
4、步骤1):根据轴类零件的外形结构制作一个套筒夹具和一个衬套,在套筒夹具的侧壁上轴向贯通制有一长槽口;使套筒夹具内孔与衬套外径为过盈配合,使衬套的内径与轴类零件的外径为间隙配合;
5、步骤2):在套筒夹具前端面制有比轴类零件的轴前端轴径大的套筒前端孔,套筒夹具上的套筒前端孔和轴类零件上的轴前端轴径为间隙配合;
6、步骤3):将衬套外圆和套筒夹具的内腔通过过盈配合组装,成为组合夹具。
7、步骤4):将轴类零件装进组合夹具中,使衬套内孔和轴类零件外圆间隙配合在一起而达到保护轴类零件的表面;
8、步骤5):机床卡盘将组合夹具的前端夹紧,使组合夹具前端夹紧轴类零件的轴前端轴径,保证轴类零件和机床主轴固定连接,组合夹具的后端对轴类零件起支撑作用,保证轴类零件加工过程中不跳动;
9、步骤6):加工完成后松开机床卡盘,将轴类零件从组合夹具中取下即可。
10、其中,所述套筒夹具和衬套的外形形状及尺寸根据轴类零件的形状调整;所述套筒夹具前端的套筒前端孔根据轴类零件的轴前端轴径外径确定。
11、进一步地,所述轴类零件包括轴中间本体,所述轴中间本体前端为小直径的轴前端轴径,所述轴中间本体后端为大直径的轴后端肩台;
12、所述衬套为内圆与轴中间本体外圆间隙配合的圆筒结构;
13、所述套筒夹具中间为套筒本体,所述套筒本体内孔与衬套外圆过盈配合,所述套筒夹具前端设有套筒前端肩台,所述套筒前端孔设于套筒前端肩台中心,所述套筒夹具后端设有与轴后端肩台间隙适配的套筒后端肩台。
14、进一步地,所述衬套内圆与轴类零件外圆之间的配合间隙为0.2mm,所述套筒夹具的长槽口宽度为2mm。
15、进一步地,所述衬套采用聚四氟乙烯制成。
16、进一步地,所述套筒夹具采用铝合金材料制成。
17、本发明与现有技术相比的优点:
18、1、本方案是针对表面需要保护的轴类零件端部在加工过程中容易变形的问题而设计,该方法通过制作一个内孔带衬套的套筒组合夹具,将轴类零件通过组合体夹具和机床主轴固连,使轴类零件在加工过程中不易变形,同时保护轴类零件外表面,该加工方法结构简单,制作方便,可大大的提高加工效率;
19、2、本方案使用时,用机床卡盘将组合夹具的前端夹紧,套筒夹具由于长槽口的存在,在机床的夹紧力作用下收紧,将轴类零件的轴前端轴径夹紧,保证轴类零件和机床主轴固定连接,而且由于衬套的设置,组合夹具的后端对轴类零件起表面保护及支撑作用,保证轴类零件加工过程中不跳动,
技术特征:
1.一种轴类零件加工方法,其特征在于:包括以下步骤:
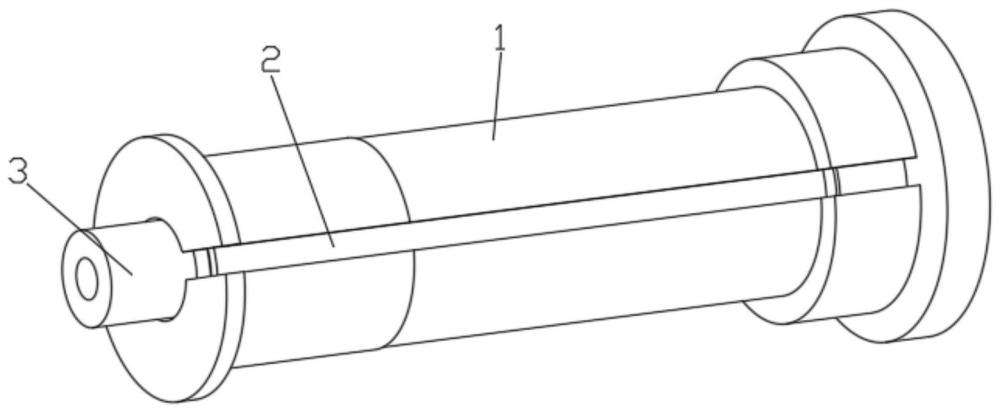
2.根据权利要求1所述的一种轴类零件加工方法,其特征在于:所述套筒夹具(1)和衬套(2)的外形形状及尺寸根据轴类零件(3)的形状调整;所述套筒夹具(1)前端的套筒前端孔(1-3)根据轴类零件(3)的轴前端轴径(3-2)外径确定。
3.根据权利要求2所述的一种轴类零件加工方法,其特征在于:所述轴类零件(3)包括轴中间本体(3-1),所述轴中间本体(3-1)前端为小直径的轴前端轴径(3-2),所述轴中间本体(3-1)后端为大直径的轴后端肩台(3-3);
4.根据权利要求1所述的一种轴类零件加工方法,其特征在于:所述衬套(2)内圆与轴类零件(3)外圆之间的配合间隙为0.2mm,所述套筒夹具(1)的长槽口(1-2)宽度为2mm。
5.根据权利要求1所述的一种轴类零件加工方法,其特征在于:所述衬套(2)采用聚四氟乙烯制成。
6.根据权利要求1所述的一种轴类零件加工方法,其特征在于:所述套筒夹具(1)采用铝合金材料制成。
技术总结
提供一种轴类零件加工方法,属于机械加工技术领域。包括以下步骤:根据轴类零件的外形制作一套筒夹具和一衬套,在套筒夹具的侧壁上轴向贯通制有一长槽口;使套筒夹具内孔与衬套外径为过盈配合,使衬套的内径与轴类零件的外径为间隙配合;套筒夹具上的套筒前端孔和轴类零件上的轴前端轴径为间隙配合;机床卡盘将组合夹具的前端夹紧,使组合夹具前端夹紧轴类零件的轴前端轴径,保证轴类零件和机床主轴固定连接,组合夹具的后端对轴类零件起支撑作用,保证轴类零件加工过程中不跳动。本发明通过一内孔带有衬套的套筒夹具,将轴类零件通过套筒夹具和机床主轴固连,使轴类零件在加工过程中不易变形,结构简单,制作方便,大大提高加工效率。
技术研发人员:韩绪朝,席雪平,张晓波,常亮,杨宏智
受保护的技术使用者:陕西宝成航空仪表有限责任公司
技术研发日:
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!