一种铝型材热处理方法与流程
本发明涉及热处理,尤其涉及一种铝型材热处理方法。
背景技术:
1、申请号为202210390230.8的专利公开了一种辊底炉的铝型材高效热处理方法,方法步骤如下:(1)在料框上铺设第一层铝型材,然后放置第一层隔条在各个隔条架的支撑板和吊耳架上的隔条插孔中;(2)在第一层的隔条上放置第二层铝型材,再如步骤中,放置第二层隔条;(3)料框放满型材后,安装型材压条,并用螺栓固定;(4)在隔条架与隔条的固定位置,以及吊耳架与隔条插接位置,插入固定销固定,即完成铝型材的装框步骤,将料框吊入辊底炉入口进行辊底炉生产;本发明具有料框重量轻,吸热量少,遮挡型材淬火冷却区域小的优点,还可以有效限制型材发生形变,减少了辊底炉停机时间,提高生产效率,减少了辊底炉维护的成本。
2、但是该辊底炉的铝型材高效热处理方法也存在一些问题,例如,现有的铝型材采用传统的热处理方法,因其晶粒较大,导致材料的抗拉强度不足,屈服强度受限,力学性能受限。
技术实现思路
1、基于背景技术存在抗拉强度不足,屈服强度受限的问题,本发明提出了一种铝型材热处理方法。
2、本发明提出的一种铝型材热处理方法,包括以下步骤:
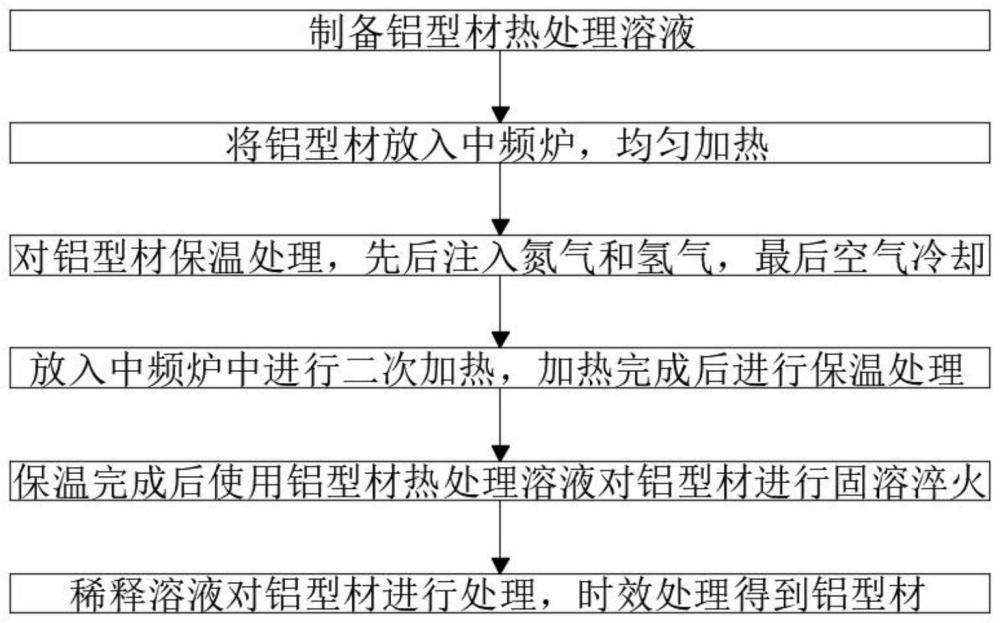
3、s1:制备铝型材热处理溶液,铝型材热处理溶液的原料重量份包括3.0份~7.0份的混合稀土氯化物、1.0份~2.0份的二氯化铬、41份~45份的超支化型聚甘油和48份~52份的甲醇;
4、s2:将待热处理的铝型材传送进入中频炉中,控制中频炉,启动中频炉,将铝型材均匀加热到220℃~320℃;
5、s3:加热完成后对铝型材进行保温处理24小时~48小时,保温过程中向炉内注入纯度99.9%的氮气,保温的温度控制在220℃~320℃,保温完成后中频炉注入纯度99.9%的氢气,利用氢气更换掉炉内的氮气,中频炉控制铝型材以每小时降温25℃的速度冷却到130℃,然后将铝型材取出中频炉,对铝型材进行空气冷却;
6、s4:将冷却后的铝型材放入中频炉中进行二次加热,控制中频炉,启动中频炉,将铝型材均匀加热到550℃~600℃,加热完成后对铝型材进行保温处理;
7、s5:保温完成后使用铝型材热处理溶液对铝型材进行固溶淬火;
8、s6:取得铝型材热处理溶液,将铝型材热处理溶液倒入去离子水中,使用高速搅拌设备对铝型材热处理溶液和去离子水进行混合,混合均匀得到稀释溶液,将固溶淬火完成后铝型材放入稀释溶液中进行冷却,时效处理得到铝型材,铝型材经过两次热处理,并且在热处理过程中先后注入氮气和氢气,并随后使用铝型材热处理溶液进行固溶淬火,可以增强铝型材的力学性能,抗拉强度得到提升,屈服强度增强。
9、优选地,所述在s1中,混合稀土氯化物是由la、ce、pr、nd、sm、eu和gd轻稀土元素氧化物混合组成,确保对铝型材的加强效果。
10、优选地,所述在s1中,铝型材热处理溶液的制备方法:取得混合稀土氯化物、二氯化铬、超支化型聚甘油和甲醇,将混合稀土氯化物倒入甲醇中进行混合溶解,将二氯化铬倒入超支化型聚甘油中进行混合溶解,然后将两个混合液倒入反应釜中进行搅拌反应,混合制成铝型材热处理溶液,制备出的铝型材热处理溶液其效果好。
11、优选地,所述在s2中,中频炉升温的速度控制在每秒40℃,铝型材的温度上升220℃~320℃后继续加热30分钟~45分钟,可以确保对铝型材的热处理效果。
12、优选地,所述在s3中,空气冷却时需要将铝型材冷却到40℃~50℃,空气冷却是将铝型材放在室外进行自然冷却,增强对铝型材的处理效果。
13、优选地,所述在s4中,保温时中频炉控制铝型材的温度保持在540℃~610℃,保温30分钟~60分钟,增强热处理效果。
14、优选地,所述在s5中,固溶淬火的温度控制在460℃~600℃,固溶的保温时间控制在3小时~7小时,固溶淬火效果好。
15、优选地,所述在s6中,铝型材热处理溶液和去离子水的重量比例控制在1:10,增强对铝型材的处理效果。
16、优选地,所述在s6中,稀释溶液中还包括氢氧化钠,每升稀释溶液添加氢氧化钠5克~8克,可以增强对铝型材的表面处理效果。
17、优选地,所述在s6中,冷却后的铝型材投入时效炉中进行时效处理,时效炉内温度控制在190℃~200℃范围内,保温处理180分钟后将铝型材取出时效炉,出炉后立即使用风冷设备进行冷却,最后烤制环氧树脂漆或丙烯酸树脂漆,确保时效处理效果,对铝型材进行保护。
18、本发明的有益效果:
19、铝型材经过两次热处理,并且在热处理过程中先后注入氮气和氢气,并随后使用铝型材热处理溶液进行固溶淬火,可以增强铝型材的力学性能,抗拉强度得到提升,屈服强度增强。
技术特征:
1.一种铝型材热处理方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种铝型材热处理方法,其特征在于,所述在s1中,混合稀土氯化物是由la、ce、pr、nd、sm、eu和gd轻稀土元素氧化物混合组成。
3.根据权利要求1所述的一种铝型材热处理方法,其特征在于,所述在s1中,铝型材热处理溶液的制备方法:取得混合稀土氯化物、二氯化铬、超支化型聚甘油和甲醇,将混合稀土氯化物倒入甲醇中进行混合溶解,将二氯化铬倒入超支化型聚甘油中进行混合溶解,然后将两个混合液倒入反应釜中进行搅拌反应,混合制成铝型材热处理溶液。
4.根据权利要求1所述的一种铝型材热处理方法,其特征在于,所述在s2中,中频炉升温的速度控制在每秒40℃,铝型材的温度上升220℃~320℃后继续加热30分钟~45分钟。
5.根据权利要求1所述的一种铝型材热处理方法,其特征在于,所述在s3中,空气冷却时需要将铝型材冷却到40℃~50℃,空气冷却是将铝型材放在室外进行自然冷却。
6.根据权利要求1所述的一种铝型材热处理方法,其特征在于,所述在s4中,保温时中频炉控制铝型材的温度保持在540℃~610℃,保温30分钟~60分钟。
7.根据权利要求1所述的一种铝型材热处理方法,其特征在于,所述在s5中,固溶淬火的温度控制在460℃~600℃,固溶的保温时间控制在3小时~7小时。
8.根据权利要求1所述的一种铝型材热处理方法,其特征在于,所述在s6中,铝型材热处理溶液和去离子水的重量比例控制在1:10。
9.根据权利要求1所述的一种铝型材热处理方法,其特征在于,所述在s6中,稀释溶液中还包括氢氧化钠,每升稀释溶液添加氢氧化钠5克~8克。
10.根据权利要求1所述的一种铝型材热处理方法,其特征在于,所述在s6中,冷却后的铝型材投入时效炉中进行时效处理,时效炉内温度控制在190℃~200℃范围内,保温处理180分钟后将铝型材取出时效炉,出炉后立即使用风冷设备进行冷却,最后烤制环氧树脂漆或丙烯酸树脂漆。
技术总结
本发明属于热处理技术领域,尤其是一种铝型材热处理方法,针对现有的抗拉强度不足,屈服强度受限的问题,现提出如下方案,其包括以下步骤:S1:制备铝型材热处理溶液,铝型材热处理溶液的原料重量份包括3.0份~7.0份的混合稀土氯化物、1.0份~2.0份的二氯化铬、41份~45份的超支化型聚甘油和48份~52份的甲醇;S2:将待热处理的铝型材传送进入中频炉中,控制中频炉,启动中频炉,将铝型材均匀加热到220℃~320℃;S3:加热完成后对铝型材进行保温处理24小时~48小时,铝型材经过两次热处理,在热处理过程中先后注入氮气和氢气,随后使用铝型材热处理溶液进行固溶淬火,可以增强铝型材的力学性能,抗拉强度得到提升,屈服强度增强。
技术研发人员:尚国昌,陈磊磊,王跃踪,尚松涛
受保护的技术使用者:河南杭煜能源科技有限公司
技术研发日:
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!