一种低成本焊接结构钢板ASTMA36的生产方法与流程
本发明涉及热轧领域,尤其涉及一种低成本焊接结构钢板astm a36的生产方法。
背景技术:
1、astm a36是美国材料试验协会标准的碳素结构钢,主要用于桥梁、建筑用焊接结构钢,用户对强韧性和焊接性提出更高要求,优化成分,对工艺进行重新设计,优化工艺流程,降低成本,提升钢板韧性,同时满足强度及焊接要求,以满足用户使用要求。
2、专利“一种含铬astm a36钢板及其生产方法”提供了一种薄规格6-12mm的astma36钢板生产方法,添加cr、ti等合金元素,本方法提供40-100mm厚的低合金结构钢的生产方法,本专利采用c-mn成分设计,与文献对比合金成本低;工艺设计不同,板坯规格不同,文献采用180mm,本专利采用250mm,250mm板坯压缩比更大,力学性能更优良。
3、文献“a36结构用热轧钢板生产实践”,提供了一种薄规格astm a36钢板生产方法,冲击功余量小。本方法采用c-mn成分设计,采用铝脱氧,未添加其他合金元素,对成分进行精准控制,成分性能余量较大,焊接性能及冲击性能优良。同时采用热装模式,相比上述专利节约能源,缩短工时,提高生产效率。
技术实现思路
1、本发明的目的是提供一种低成本焊接结构钢板astm a36的生产方法,采用热轧工艺,性能及焊接性能符合标准及用户使用要求。本发明采用窄成分控制,对轧制及冷却工艺进行精准控制,确保钢板性能优良,特别是厚度性能及焊接性满足用户的高标准要求。
2、为解决上述技术问题,本发明采用如下技术方案:
3、本发明一种低成本焊接结构钢板astm a36的生产方法,包括:
4、1)、转炉出钢温度1550-1620℃,采用单渣工艺冶炼,采用低碳锰铁和硅铝铁合金脱氧合金化,转炉渣层厚度小于50mm,挡渣出钢,出钢时间≥4min出钢时保证钢包为红热周转钢包,出钢前开底吹氩气进行吹扫;
5、2)、钢水进行lf精炼,对成分精准控制,白灰加入量≥5kg/吨钢,精炼过程必须蘸渣样,保证快速成白渣,并使白渣保持一定时间;
6、3)、连铸坯的厚度为250mm,钢水浇铸时过热度控制在15~28℃,换包时中包液位不小于25吨;长水口吹氩压力≥0.1mpa,中间包浸入式水口板间吹氩备压表流量达到6-10l/min,备压表压力0.1-0.4bar;
7、4)、加热采用热装工艺,采用冷却时间为缓冷时间≤250min,板坯入炉温度500-650℃,总在炉时间≥140min,板坯加热时采用三段式加热的步进式加热炉,第一加热段的加热温度1100~1150℃,加热时间40~50分钟;第二加热段的加热温度1200~1280℃,加热时间45~60min;均热温度1230~1300℃,加热时间≥30min,总加热时间不少于140min;板坯出炉温度1210-1250℃;
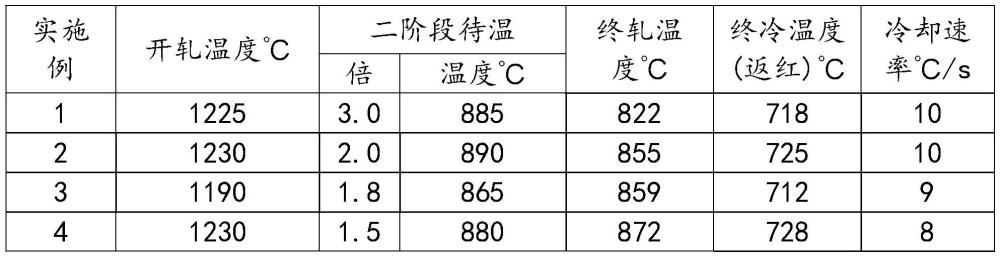
8、5)、轧制及冷却工艺:板坯加热好之后进行两阶段控制轧制,第一阶段轧制在粗轧机上完成,第一阶段开轧厚度为板坯厚度,第一阶段开轧温度1070-1240℃,高温延伸阶段的单道次压下率不小于13%,第一阶段终轧温度≥880℃,第一阶段轧制到第二阶段的开轧厚度为止;第二阶段轧制在精轧机上完成,第二阶段开轧温度为860~900℃,第二阶段的开轧厚度为1.2~3.0倍,第二阶段终轧温度为805-875℃,末道次压下率5%~10%;钢板轧完后进行层流冷却,acc水温为17~20℃,冷却速度为8~12℃/s,终冷温度为695~745℃,一般头部遮蔽0-2.0m,尾部遮蔽0-2.5m,边部遮挡0-2.0m,控制钢板返红后整体温度差≤50℃;
9、所述钢板包含的质量百分比的化学成分为:c:0.13~0.15%、si:0.18~0.25%、mn:0.85~0.95%、p:≤0.025%、s:≤0.010%、als:0.20~0.35%、cev:≤0.32%;其余为铁和不可避免杂质。
10、进一步的,为保证一定的压缩比板坯质量,选用250mm厚的连铸坯,铸坯中心偏析不大于b2.0。
11、进一步的,所述钢板包含的质量百分比的化学成分为:c:0.14%、si:0.20%、mn:0.88%、p:0.014%、s:0.004%、als:0.023%、cev:0.29%;余量为fe和不可避免的杂质。
12、进一步的,所述钢板包含的质量百分比的化学成分为:c:0.13%、si:0.20%、mn:0.92%、p:0.012%、s:0.003%、als:0.025%、cev:0.28%;余量为fe和不可避免的杂质。
13、进一步的,所述钢板包含的质量百分比的化学成分为:c 0.15%、si 0.24%、mn0.93%、p 0.015%、s 0.005%、als 0.020%、cev:0.30%,余量为fe和不可避免的杂质。
14、进一步的,所述钢板包含的质量百分比的化学成分为:c:0.14%、si:0.18%、mn:0.95%、p:0.012%、s:0.003%、als:0.030%、cev:0.30%,余量为fe和不可避免的杂质。
15、与现有技术相比,本发明的有益技术效果:
16、(1)钢板厚度为40mm-100mm;
17、(2)采用c-mn成分设计,采用铝脱氧,未添加其他合金元素;
18、(3)板坯采用热装工艺,提高生产效率,降低能耗;
19、(4)对成分进行精准控制,成分性能余量较大,焊接性能及冲击性能优良;
20、本发明的突出优点是采用c-mn成分设计,采用铝脱氧,未添加其他合金元素,合金成本低,碳当量低,冲击性能优良,同时采用热装热送工艺,降低能耗,拓宽工艺设计窗口,提升批量生产效率,稳定批量生产40mm-100mm焊接结构钢板astm a36。经实际生产并检验,其力学性能优异,各实施例的钢板强度符合标准要求,延伸率大于22%,钢板20℃冲击功可达150j以上。
技术特征:
1.一种低成本焊接结构钢板astm a36的生产方法,其特征在于:包括:
2.根据权利要求1所述的低成本焊接结构钢板astm a36的生产方法,其特征在于:为保证一定的压缩比板坯质量,选用250mm厚的连铸坯,铸坯中心偏析不大于b2.0。
3.根据权利要求1所述的低成本焊接结构钢板astm a36的生产方法,其特征在于:所述钢板包含的质量百分比的化学成分为:c:0.14%、si:0.20%、mn:0.88%、p:0.014%、s:0.004%、als:0.023%、cev:0.29%;余量为fe和不可避免的杂质。
4.根据权利要求1所述的低成本焊接结构钢板astm a36的生产方法,其特征在于:所述钢板包含的质量百分比的化学成分为:c:0.13%、si:0.20%、mn:0.92%、p:0.012%、s:0.003%、als:0.025%、cev:0.28%;余量为fe和不可避免的杂质。
5.根据权利要求1所述的低成本焊接结构钢板astm a36的生产方法,其特征在于:所述钢板包含的质量百分比的化学成分为:c 0.15%、si 0.24%、mn 0.93%、p 0.015%、s0.005%、als 0.020%、cev:0.30%,余量为fe和不可避免的杂质。
6.根据权利要求1所述的低成本焊接结构钢板astm a36的生产方法,其特征在于:所述钢板包含的质量百分比的化学成分为:c:0.14%、si:0.18%、mn:0.95%、p:0.012%、s:0.003%、als:0.030%、cev:0.30%,余量为fe和不可避免的杂质。
技术总结
本发明公开了一种低成本厚规格焊接结构钢板ASTM A36的生产方法,所述钢板包含的质量百分比的化学成分为:C:0.13~0.15%、S i:0.18~0.25%、Mn:0.85~0.95%、P:≤0.025%、S:≤0.010%、Al s:0.20~0.35%、CEV:≤0.32%;其余为铁和不可避免杂质;所述钢板的生产工艺流程为脱硫→转炉冶炼→LF精炼→连铸→加热→轧制→冷却→热矫→剪切→取样检验。本发明采用热轧工艺,性能及焊接性能符合标准及用户使用要求。本发明采用窄成分控制,对轧制及冷却工艺进行精准控制,确保钢板性能优良,特别是厚度性能及焊接性满足用户的高标准要求。
技术研发人员:孙长玉,柳婕,惠鑫
受保护的技术使用者:包头钢铁(集团)有限责任公司
技术研发日:
技术公布日:2024/4/24
- 还没有人留言评论。精彩留言会获得点赞!