一种外圆环焊缝磨削修复装置及方法与流程
本申请涉及机械加工,具体而言,涉及一种外圆环焊缝磨削修复装置及方法。
背景技术:
1、齿轴类、杆件、销轴类零部件的使用过程中,会产生磨损。对于齿轴类、杆件、销轴类零部件的磨损部位,会在零部件的外圆环处,因此,需要采用堆焊后的机加工的方式进行修复。
2、现有修复技术中,由于修复位置多在齿轴类、杆件、销轴类零部件的连接台阶处,受位置限制,因此多是通过纯手工的方式对环焊缝进行抛光打磨,人工打磨对工人的经验技术要求高,打磨后质量难以保证,同时打磨效率低、人员工作强度大、打磨成本较高。
3、车削的方式常用于加工部件的过程,需要精确控制尺寸公差,因此不适用于对粗糙度高要求的零部件修复过程中。
4、综上所述,需要提供一种针对上述现有技术不足的改进技术方案。
技术实现思路
1、本申请实施例的目的在于提供一种外圆环焊缝磨削修复装置及方法,其能够对齿轴类、杆件、销轴类零部件的磨损处进行精确修复。
2、第一方面,本申请首先提供了一种外圆环焊缝磨削修复装置,包括:
3、安装卡盘,所述安装卡盘用于安装待加工工件;
4、研磨部,包括用于研磨的砂轮以及用于控制砂轮转动的第一电机,所述第一电机控制砂轮沿第一方向转动;所述砂轮设于待加工工件的外圆环焊缝的侧部,所述砂轮用于对待加工工件的外圆环焊缝进行磨削;
5、转动部,包括与所述安装卡盘传动连接的主轴,以及控制所述主轴转动的第二电机,所述第二电机控制所述主轴沿第二方向转动,所述第一方向与所述第二方向相反。
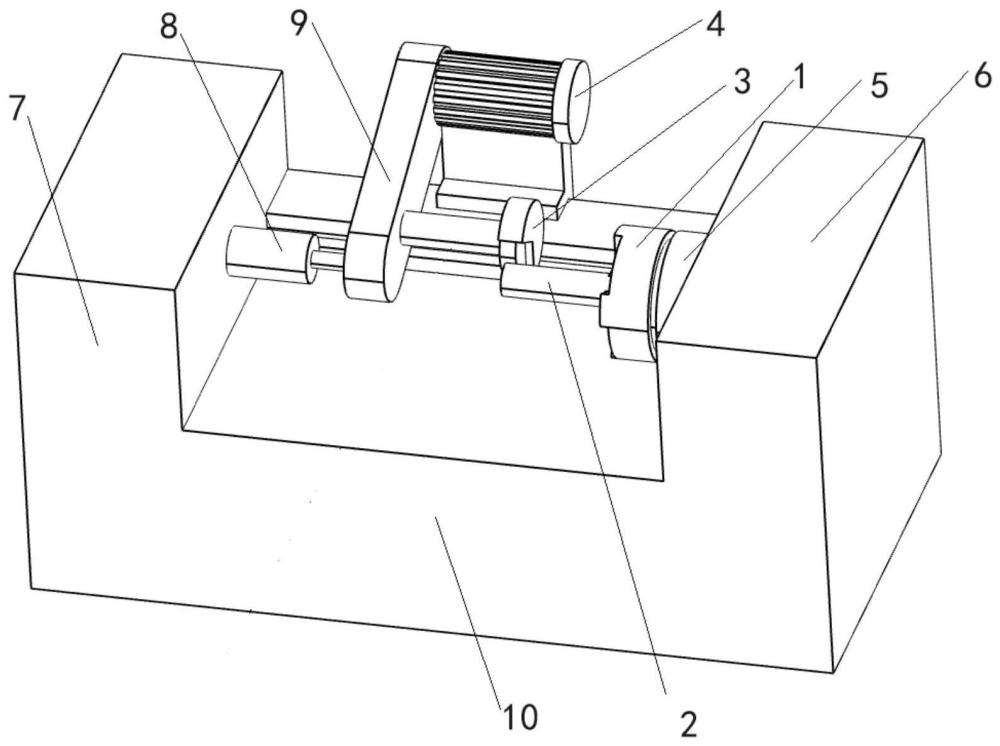
6、在一种可实施的方式中,还包括底座,所述研磨部与所述底座固定连接,且所述研磨部设于所述主轴的侧部。
7、在一种可实施的方式中,所述底座顶面设置两个向上伸出的第一支座和第二支座,在所述第一支座与所述第二支座之间为加工区。
8、在一种可实施的方式中,所述主轴与所述第一支座连接,在所述第二支座上设置连接轴,所述连接轴向所述加工区伸出后形成伸出端,所述研磨部设于所述连接轴伸出端的侧部,并与所述连接轴的伸出端固定连接。
9、在一种可实施的方式中,所述研磨部包括第三支座,所述第三支座的一端与所述连接轴固定连接,且所述第三支座与所述连接轴垂直设置,所述第一电机设于所述第三支座的另一端;所述第一电机的底部与所述底座固定连接。
10、在一种可实施的方式中,所述砂轮设于第三支座所述连接轴固定连接的端部,所述砂轮与所述第一电机之间通过皮带传动连接,所述皮带设于所述第三支座内。
11、在一种可实施的方式中,所述砂轮可根据需求进行更换,以对待加工工件分别进行粗磨和精磨。
12、根据本申请的第二方面,还提供了一种备件外圆环焊缝磨削修复方法,使用第一方面提供的外圆环焊缝磨削修复装置,包括以下步骤:
13、s1、将待加工工件同轴安装于安装卡盘上,并使用百分表找正同心度;
14、s2、选取进行粗磨的砂轮,安装至所述研磨部上;
15、s3、测量并获取带加工件的加工余量,确定粗磨次数后进行粗磨;
16、s4、更换用于精磨的砂轮,并在多次精磨完成后,复测待加工工件的尺寸;在待加工工件的尺寸满足修复要求后,完成本次修复;
17、s5、在待加工工件的尺寸不满足修复要求时,重复步骤s3至步骤s4,以使尺寸数据满足修复要求为止。通过多次磨削加工后,使工件的得到理想的尺寸数据和粗糙度精度。
18、在一种可实施的方式中,在步骤s3中,每次粗磨的进给量为0.3-0.5mm,在步骤s4中,每次精磨的进给量为0.1-0.2mm。
19、在一种可实施的方式中,在步骤s3和步骤s4中,至少还包括以下内容:在粗磨或者精磨的过程中,需要在待加工处添加冷却液。
20、与现有技术相比,本申请的有益效果为:
21、本申请适用于齿轴类、杆件、销轴类零部件堆焊后磨削修复,并且修复后的尺寸满足公差标准,粗糙度能达到精度要求,提高了备件修复后的装配精度,降低了销轴与孔的摩擦力,提高了工件的使用寿命,延长了设备的使用周期。
技术特征:
1.一种外圆环焊缝磨削修复装置,其特征在于,包括:
2.根据权利要求1所述的外圆环焊缝磨削修复装置,其特征在于,还包括底座,所述研磨部与所述底座固定连接,且所述研磨部设于所述主轴的侧部。
3.根据权利要求2所述的外圆环焊缝磨削修复装置,其特征在于,所述底座顶面设置两个向上伸出的第一支座和第二支座,在所述第一支座与所述第二支座之间为加工区。
4.根据权利要求3所述的外圆环焊缝磨削修复装置,其特征在于,所述主轴与所述第一支座连接,在所述第二支座上设置连接轴,所述连接轴向所述加工区伸出后形成伸出端,所述研磨部设于所述连接轴伸出端的侧部,并与所述连接轴的伸出端固定连接。
5.根据权利要求4所述的外圆环焊缝磨削修复装置,其特征在于,所述研磨部包括第三支座,所述第三支座的一端与所述连接轴固定连接,且所述第三支座与所述连接轴垂直设置,所述第一电机设于所述第三支座的另一端;所述第一电机的底部与所述底座固定连接。
6.根据权利要求5所述的外圆环焊缝磨削修复装置,其特征在于,所述砂轮设于第三支座所述连接轴固定连接的端部,所述砂轮与所述第一电机之间通过皮带传动连接,所述皮带设于所述第三支座内。
7.根据权利要求1所述的外圆环焊缝磨削修复装置,其特征在于,所述砂轮可根据需求进行更换,以对待加工工件分别进行粗磨和精磨。
8.一种备件外圆环焊缝磨削修复方法,其特征在于,使用权利要求1-7中任一项所述的外圆环焊缝磨削修复装置,包括以下步骤:
9.根据权利要求8所述的备件外圆环焊缝磨削修复方法,其特征在于,
10.根据权利要求9所述的备件外圆环焊缝磨削修复方法,其特征在于,在步骤s3和步骤s4中,至少还包括以下内容:在粗磨或者精磨的过程中,需要在待加工处添加冷却液。
技术总结
本申请提供一种外圆环焊缝磨削修复装置及方法。所述装置包括安装卡盘、研磨部、转动部,安装卡盘用于安装待加工工件;研磨部包括砂轮以及第一电机,第一电机控制砂轮沿第一方向转动;砂轮设于待加工工件的外圆环焊缝的侧部,砂轮用于对待加工工件的外圆环焊缝进行磨削;转动部包括与安装卡盘传动连接的主轴,以及控制主轴转动的第二电机,第二电机控制主轴沿第二方向转动,第一方向与第二方向相反。本申请适用于齿轴类、杆件、销轴类零部件堆焊后磨削修复,并且修复后的尺寸满足公差标准,粗糙度能达到精度要求,提高了备件修复后的装配精度,降低了销轴与孔的摩擦力,提高了工件的使用寿命,延长了设备的使用周期。
技术研发人员:严吉军,文智勇,袁能勇,刘健凯,赵成涛
受保护的技术使用者:中冶宝钢技术服务有限公司
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!