涡轮盘枞树形榫槽工作面直线度的修正装置以及修正方法与流程
本发明涉及涡轮盘加工的,特别地,涉及一种涡轮盘枞树形榫槽工作面直线度的修正装置。此外,本发明还涉及一种采用上述涡轮盘枞树形榫槽工作面直线度的修正装置进行修正的修正方法。
背景技术:
1、涡轮盘是发动机的核心部件之一,涡轮盘上开设的枞树形榫槽的精度要求高且加工难度大,而带有枞树形榫头的工作叶片需要安装在涡轮盘上的榫槽上。在发动机工作时,转速达至6万转/分钟以上,涡轮盘会有强烈的高频振动,在这样的工作环境下,对榫槽和榫头的强度及精度均有很高的要求。如果榫槽内的榫齿的工作面直线度达不到要求,会引起榫槽和榫头不完全接触,从而使工作叶片的榫头断裂的风险升高,严重使甚至会造成发动机报废,进而导致飞机失事,所以将榫槽内的榫齿的工作面直线度加工至满足设计需求尤为重要。
2、而在涡轮盘榫槽加工时,由于机床设备精度、刀具磨损、人为原因等一系列设计原因,不可避免的会造成一部分涡轮盘榫槽榫齿工作面直线度不合格的情况。以往发生这种情况时,只能报废整个涡轮盘,造成很大的浪费。
技术实现思路
1、本发明提供了一种涡轮盘枞树形榫槽工作面直线度的修正装置,以解决如何对榫槽榫齿工作面直线度不合格的涡轮盘进行修正,以使榫槽内的榫齿的工作面直线度达到设计要求,进而减少涡轮盘生产时的报废率的技术问题。
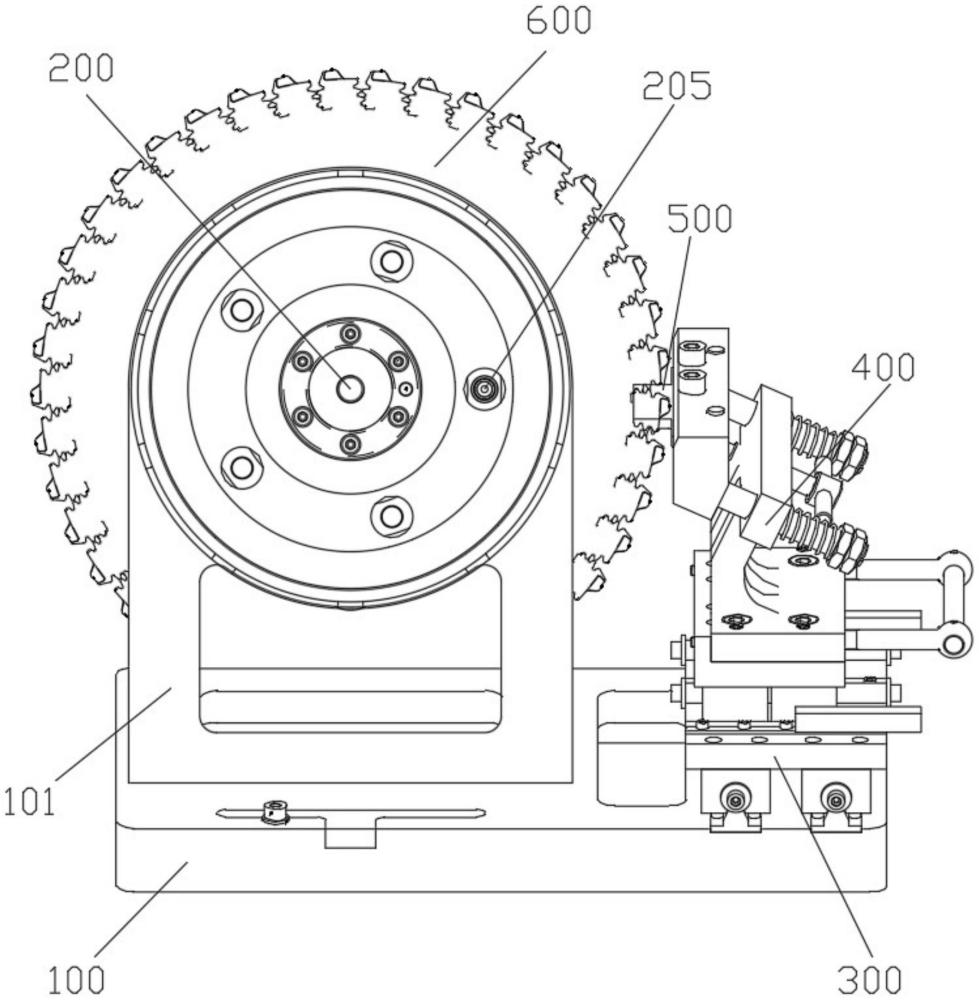
2、根据本发明的一个方面,提供一种涡轮盘枞树形榫槽工作面直线度的修正装置,用于对涡轮盘枞树形的榫槽的工作面的直线度进行修正,所述榫槽的中心对称面与所述涡轮盘的中心轴的夹角角度为α°,所述榫槽的对称轴与所述榫槽的节线的夹角的角度为β°,包括底座、夹具总成和修正总成,所述夹具总成包括设置在所述底座上的支撑架、设置在所述支撑架上并用于安装所述涡轮盘并使所述涡轮盘轴向定位的定位组件,所述支撑架的安装面与所述底座的夹角角度为α°,以使所述榫槽中心对称面呈水平设置;所述修正总成包括移动组件、刀架组件和研磨棒,所述移动组件设置在底座上并用于带动所述刀架组件沿所述榫槽的厚度方向或所述榫槽的深度方向移动,所述刀架组件用于固定研磨棒,所述研磨棒用于对所述榫槽的工作面进行研磨修正;所述定位组件用于调整所述榫槽的位置以使所述榫槽朝向所述固定研磨棒,进而使所述研磨棒能够在所述移动组件和所述刀架组件的配合下伸入所述榫槽并对所述榫槽的工作面进行研磨修正。
3、进一步地,所述定位组件包括中心旋转轴、分度转盘、固定盘、角向定位件、分度定位件以及紧固件,所述支撑架上开设有轴孔,所述中心旋转轴转动连接在所述支撑架上并与所述轴孔同轴设置,所述分度转盘套设在所述中心旋转轴上并相对于所述中心旋转轴周向固定,且所述分度转盘抵靠在所述支撑架上,所述分度转盘上开设有若干沿周向均布的分度孔,所述固定盘与所述中心旋转轴的第一端螺纹连接,所述中心旋转轴上用于套设所述涡轮盘并通过拧动所述固定盘以使所述涡轮盘轴向固定于所述固定盘与所述分度转盘之间,所述角向定位件设置在所述分度转盘上并用于使所述涡轮盘相对于所述分度转盘周向固定,所述分度定位件可拆卸的连接在所述支撑架上且一端伸入所述分度孔中以使所述分度转盘相对于所述支撑架周向固定,所述紧固件与所述中心旋转轴的第二端螺纹连接并位于所述支撑架背离所述分度转盘的一侧,通过拧动所述紧固件以使所述紧固件与所述支撑架抵靠进而使所述涡轮盘轴向固定于所述固定盘与所述紧固件之间。
4、进一步地,所述分度孔的数量与所述涡轮盘上的所述榫槽的数量一致,两个相邻的所述分度孔的偏转角度的大小等于两个相邻的所述榫槽的偏转角度的大小。
5、进一步地,所述移动组件包括沿所述底座的宽度方向滑动的横向滑动部、设于所述横向滑动部上并沿所述底座的长度方向滑动的纵向滑动部以及设置在纵向滑动部上用于固定刀架组件的刀架安装板。
6、进一步地,所述横向滑动部包括固定连接在所述底座上的横向滑轨、滑动连接在所述横向滑轨上的横向滑块、滑动连接在所述横向滑轨上的滑动挡块以及设置在所述滑动挡块上用于将滑动挡块固定在所述横向滑轨上的第一定位件;所述纵向滑动部包括固定在所述横向滑块上部的过渡板、固定在所述过渡板上的纵向滑轨、滑动连接在所述纵向滑轨上的纵向滑块、设置在所述纵向滑块上用于将纵向滑块固定在所述纵向滑轨上的第二定位件,所述刀架安装板固定连接在所述纵向滑块的上部。
7、进一步地,所述刀架组件包括刀架体、导向柱、刀盒、复位件以及调节件,所述刀架体固定移动组件上,所述导向柱贯穿所述刀架体且所述导向柱的第一端与所述刀盒连接,所述复位件安装在所述导向柱的第二端并用于对所述导向柱施加沿远离所述刀盒的方向上的弹性作用力,所述调节件螺纹连接在所述刀架体上并与所述刀盒抵接,通过拧动所述调节件以调节所述刀盒与所述刀架体之间的距离,所述刀盒用于安装研磨棒。
8、进一步地,所述复位件包括螺纹连接在所述导向柱第二端的锁紧螺母以及设置在所述锁紧螺母与所述刀架体之间的压缩弹簧。
9、进一步地,所述研磨棒包括嵌设部和固定在嵌设部上的研磨榫齿,所述嵌设部嵌入刀盒中并与所述刀盒连接,所述研磨榫齿的节线与水平面的夹角为β°,且所述研磨榫齿的齿底高大于件涡轮盘的榫槽的齿底高。
10、根据本发明的另一方面,还提供了一种涡轮盘枞树形榫槽工作面直线度的修正方法,通过上述所述的涡轮盘枞树形榫槽工作面直线度的修正装置进行修正,包括以下步骤:
11、步骤s100,用五轴三坐标计量仪扫描工件涡轮盘枞树形榫槽工作面直线度,对直线度不合格的榫槽做标记,并分别记录其超差值;
12、步骤s200,将待修正涡轮盘安装至涡轮盘枞树形榫槽工作面直线度的修正装置上,使用定位组件将工作面不合格的榫槽旋转至与工装底面平行位置;
13、步骤s300,将研磨棒安装至刀架组件上,并通过移动组件调整研磨棒的位置,以使研磨棒与待加工的榫槽契合;
14、步骤s400,根据记录的榫槽工作面直线度的超差值,以及研磨棒(500)每次往复运动的研磨量,从而得出研磨棒的往复运动次数n,再通过推动刀架组件在移动组件上移动,以使研磨棒进行往复运动n次进而对榫槽进行修正;
15、步骤s500,一个榫槽修正完成后,将研磨棒移出修正后的榫槽,并通过定位组件对涡轮盘进行转动,以使下一个工作面不合格的榫槽旋转至与工装底面平行位置;
16、步骤s600,重复步骤s100~s500的操作,直至所有的工作面不合格的榫槽修正完成。
17、进一步地,所述步骤s300中,在研磨棒安装前,在研磨棒的榫槽表面涂抹碳化硅研磨膏。
18、本发明具有以下有益效果:
19、本发明的涡轮盘枞树形榫槽工作面直线度的修正装置中,夹具总成用于安装待修正的涡轮盘,由于支撑架的安装面与底座的夹角角度为α°,该角度与榫槽的对称面相对涡轮盘的中心轴的夹角角度一致,能够调节涡轮盘的位置将待修正榫槽调整至水平状态,且使待修正的榫槽朝向修正总成中的研磨棒,修正总成中移动组件用于带动刀架组件移动,刀架组件用于安装研磨棒,研磨棒在移动组件和刀架组件的作用下伸入待修正榫槽中,并调整研磨棒使得研磨棒的榫槽与榫槽契合,在通过移动组件带动研磨棒往复运动对榫槽的工作面进行修正,在上述过程中,通过研磨棒对榫槽的工作面进行修正,解决了现有的难以对榫槽进行修正问题,进而减少涡轮盘生产时的报废率。
20、具体实施时,先采用五轴三坐标计量仪扫描工件涡轮盘枞树形榫槽工作面直线度,对直线度不合格的榫槽做标记,并分别记录不合格榫槽工作面的超差值;然后将待修正涡轮盘安装至支撑架上,并使用定位组件将工作面不合格的榫槽旋转至与工装底面平行位置且朝向修正装置;再将研磨棒安装至刀架组件上,并通过移动组件调整研磨棒的位置,以使研磨棒与待加工的榫槽契合;然后通过推动刀架组件在移动组件上移动,以使研磨棒沿榫槽的厚度方向进行往复运动并对榫槽进行修正,并根据记录的榫槽工作面直线超差值,每超差0.001,做一次往复1次运动,当一个榫槽修正完成后,将研磨棒移出修正后的榫槽,并通过定位组件对涡轮盘进行转动,以使下一个工作面不合格的榫槽旋转至与工装底面平行位置;最后重复上述的操作,直到所有的待修正榫槽修正完成。
21、综上所述,通过设置在底座上的支撑架对待修正的涡轮盘进行安装,并通过定位组件对涡轮盘上待修正的榫槽的位置进行调整,使得待修正的榫槽处于水平状态,从而方便研磨棒的伸入研磨,修正总成中的移动组件、刀架组件和研磨棒结合后对待修正榫槽进行研磨修正以使榫槽的工作面满足设计要求,在上述过程中,通过各部件的配合,能够对涡轮盘上的不合格榫槽进行修正,解决了现有技术中对榫槽榫齿工作面直线度不合格的涡轮盘难以进行修正问题,能够使得修正后的榫槽内的榫齿的工作面直线度达到设计要求,进而减少涡轮盘生产时的报废率。
22、除了上面所描述的目的、特征和优点之外,本发明还有其它的目的、特征和优点。下面将参照图,对本发明作进一步详细的说明。
- 还没有人留言评论。精彩留言会获得点赞!