具有梯度织构的镁合金板材及其制备方法、预压缩模具
本发明涉及金属材料改性,具体为一种具有梯度织构的镁合金板材及其制备方法、预压缩模具。
背景技术:
1、镁合金具有密度低、比强度高、减震性能好、环境友好等诸多优点,在汽车工业、航空航天、轨道交通、军工、电子通讯等领域具有广泛应用前景。然而,由于镁合金为密排六方结构,室温下可开动的滑移系少,致使合金的室温形变能力差。此外,对于应用前景较开阔的变形镁合金板材,经如热挤压、热轧成板等一次制备成型后往往会形成c-axis∥nd型强基面织构,会进一步制约了镁合金板材的深加工或二次成型能力。常规变形镁合金板材的较强的c-axis∥nd型基面织构通常无法有效协调二次弯曲成形时内外侧的复杂应力应变,导致其室温弯曲成形性能较差。
2、因此,如何提高镁合金的室温变形能力和弯曲成形性能,仍然是亟待解决的问题。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本发明提供了一种具有梯度织构的镁合金板材及其制备方法、预压缩模具,解决了上述背景技术中提出的问题。
3、(二)技术方案
4、为实现以上目的,本发明通过以下技术方案予以实现:
5、根据本发明的第一方面,提供了一种预压缩模具,用于构建镁合金板材中的梯度织构,包括下模和上模,所述下模包括左固定板和右固定板,所述左固定板的内侧设有第一矩形凹槽,所述右固定板的内侧设有第二矩形凹槽,所述第一矩形凹槽的长度大于所述第二矩形凹槽的长度;
6、所述上模包括连接的第一压紧部和第二压紧部,所述第一压紧部的高度小于第二压紧部的高度;
7、所述第一压紧部与所述左固定板接触,所述第二压紧部与所述右固定板接触。
8、优选的,所述第一矩形凹槽长宽高为65mm×50mm×5mm;
9、所述第二矩形凹槽的长宽高为45mm×50mm×5mm。
10、优选的,所述第一压紧部的长宽高为50mm×5mm×8mm;
11、所述第二压紧部的长宽高为50mm×5mm×28mm。
12、优选的,所述下模和上模的材质独立的选自45号钢。
13、优选的,所述左固定板和右固定板的两侧设有对应的螺栓孔。
14、根据本发明的第二方面,提供了一种具有梯度织构的镁合金板材的制备方法,采用上述预压缩模具,包括以下步骤:
15、s1、先将az31镁合金圆柱形铸锭进行均匀化处理后水淬至室温,再通过挤压得到az31板材;
16、s2、将所述az31板材经切割加工成待压缩板料,所述待压缩板料包括60mm×50mm×5mm的左侧板材和位于所述左侧板材中部20mm×50mm×5mm的右侧板材,所述左侧板材与右侧板材呈一体化;
17、s3、将所述待压缩板料置于所述预压缩模具中进行压缩,再将经过压缩后的待压缩板料进行退火处理,水淬至室温得到存在梯度织构分布的镁合金板材。
18、优选的,步骤s1中,所述均匀化处理的条件为:温度400~500℃,时间8~12h;
19、所述挤压的条件为:在380~400℃,以1~5mm/min的挤压速度进行挤压。
20、优选的,步骤s3中,所述退火处理的条件为:将经过压缩后的待压缩板料用锡箔纸包覆,在200~250℃退火10~15h。
21、优选的,步骤s3中,所述压缩的压缩量为1.5~2mm;
22、及/或,所述左侧板材的压缩应变小于所述右侧板材的压缩应变。
23、根据本发明的第三方面,提供了一种根据上述具有梯度织构的镁合金板材的制备方法得到的镁合金板材,所述镁合金板材具有梯度织构。
24、(三)有益效果
25、本发明提供了一种具有梯度织构的镁合金板材及其制备方法、预压缩模具。具备以下有益效果:
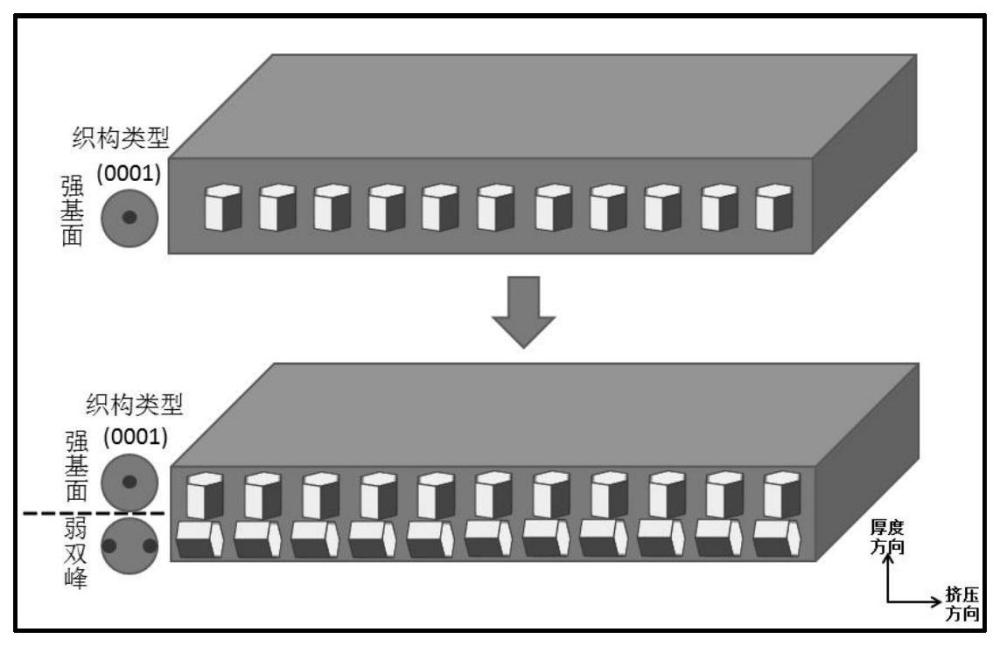
26、1、本方案提供的具有梯度织构的镁合金板材的制备方法,通过被压缩坯料的尺寸设计结合预压缩模具的梯度结构化设计,并且通过预压缩结合退回的方式,构筑镁合金板材在厚度方向上存在梯度织构,显著提升镁合金板材的室温三点弯曲成形能力。
27、2、本方案提供的具有梯度织构的镁合金板材,所述镁合金板材的外侧区为沿着挤压方向分布的双峰织构类型,可激活基面滑移以有效协调拉伸应变,内侧区保留为典型的c-axis∥nd型强基面织构,可激活拉伸孪晶以有效协调压缩应变。
技术特征:
1.一种预压缩模具,用于构建镁合金板材中的梯度织构,其特征在于:包括下模和上模,所述下模包括左固定板和右固定板,所述左固定板的内侧设有第一矩形凹槽,所述右固定板的内侧设有第二矩形凹槽,所述第一矩形凹槽的长度大于所述第二矩形凹槽的长度;
2.根据权利要求1所述的一种预压缩模具,其特征在于:所述第一矩形凹槽长宽高为65mm×50mm×5mm;
3.根据权利要求1所述的一种预压缩模具,其特征在于:所述第一压紧部的长宽高为50mm×5mm×8mm;
4.根据权利要求1所述的一种预压缩模具,其特征在于:所述下模和上模的材质独立的选自45号钢。
5.根据权利要求1所述的一种预压缩模具,其特征在于:所述左固定板和右固定板的两侧设有对应的螺栓孔。
6.一种具有梯度织构的镁合金板材的制备方法,其特征在于:采用如权利要求1至5任意一项所述的预压缩模具,包括以下步骤:
7.根据权利要求6所述的具有梯度织构的镁合金板材的制备方法,其特征在于:步骤s1中,所述均匀化处理的条件为:温度400~500℃,时间8~12h;
8.根据权利要求6所述的具有梯度织构的镁合金板材的制备方法,其特征在于:步骤s3中,所述退火处理的条件为:将经过压缩后的待压缩板料用锡箔纸包覆,在200~250℃退火10~15h。
9.根据权利要求6所述的具有梯度织构的镁合金板材的制备方法,其特征在于:步骤s3中,所述压缩的压缩量为1.5~2mm;
10.一种根据权利要求6至9任意一项所述的具有梯度织构的镁合金板材的制备方法得到的镁合金板材,其特征在于,所述镁合金板材具有梯度织构。
技术总结
本发明提供一种具有梯度织构的镁合金板材及其制备方法、预压缩模具。所述制备方法包括以下步骤:S1、先将AZ31镁合金圆柱形铸锭进行均匀化处理后水淬至室温,再通过挤压得到AZ31板材;S2、将所述AZ31板材经切割加工成待压缩板料;S3、将所述待压缩板料置于所述预压缩模具中进行压缩,再将经过压缩后的待压缩板料进行退火处理,水淬至室温得到存在梯度织构分布的镁合金板材。本发明通过被压缩坯料的尺寸设计结合预压缩模具的梯度结构化设计,并且通过预压缩结合退火的方式,构筑镁合金板材在厚度方向上存在梯度织构,显著提升镁合金板材的室温三点弯曲成形能力。
技术研发人员:柴炎福,化朋飞,刘佳琪,杨星宇,徐易林
受保护的技术使用者:绍兴文理学院
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!