一种提高激光增材制造铝合金性能的高速二次熔融方法
本发明属于增材制造,具体涉及一种微观组织调控并提高激光增材制造铝合金性能的高速二次熔融方法。
背景技术:
1、激光粉末床熔融(laser powder bed fusion,lpbf)增材制造技术作为一种新型加工成形工艺,受到越来越多的研究和应用,其基本原理是激光与金属粉末交互作用,在快速移动的激光作用下,粉末在熔池中瞬态熔化并快速凝固,在程序规划好的行进路线下,逐道逐层完成成形工作。由于熔池内局部凝固条件偏离了传统工艺(如铸造)条件下的平衡状态,因此激光增材制造的微观组织具有鲜明的特征,并且其形态、尺寸、分布等与工艺参数条件有紧密的联系。
2、al-si合金因其自身良好的成形性以及抗腐蚀能力一直是用量和研究最广泛的铸造铝合金,这一特征延续并应用到了激光增材制造技术中,二者结合可以制备出具有一定力学强度且形状复杂的工程构件。然而,由于其微观组织中强化相组成较为单一,所以拉伸强度一直处于中等水平(低于400mpa),且延伸率刚刚满足工程构件的塑性要求(6%~8%左右)。因此,如何进一步改善其力学性能,尤其是同时提高拉伸强度和断裂延伸率自然成为了关注和研究的重点。首先,在现有的激光增材制造工艺方法中,后续热处理成为了最普遍的调控手段,例如使用最广泛的t6(高温固溶+低温人工时效)热处理制度。但是,由于微观组织中的强化相si对温度极为敏感,因此经过热处理后的强化相si会粗化长大,这种变化虽然使得试样的延伸率有所提升(提高至10%~18%),但拉伸强度却急剧下降(约降至300mpa左右)。其次,另一种较为普遍的方法是引入添加剂/强化剂,例如纳米尺度的tib2、cnts、lab6、tic、石墨烯颗粒等。但是,这种方法对于前期的制粉工艺提出了很高的要求,无论是添加剂/强化剂的投入,还是复合材料粉末的制备都会使得制粉工艺的难度和成本提升;并且,从目前的研究结果来看,由于添加剂/强化剂与al-si合金基体的结合性效果不佳,使得其综合力学性能并没有很大程度的提高。再次,有研究者提出了添加外部辅助场的方法,如超声振动、静磁场等,但由于这些外部辅助场具有不均匀性,因此使得成形试样内部的微观组织不均匀,导致最终构件不同部位力学性能不均一。
3、因此,如何在保证成形试样致密度和表观质量的前提下,找到一种高效、环保、操作简便且经济适用的调控手段,来达到激光增材制造铝合金综合力学性能进一步提升的目的成为具有难度和价值的创新工作。
技术实现思路
1、本发明的目的在于克服上述现有技术的缺点,提供一种微观组织调控并提高激光增材制造铝合金性能的高速二次熔融方法,以解决现有技术中无法有效同时提升al-si合金拉伸强度和断裂延伸率的难题。
2、为达到上述目的,本发明采用以下技术方案予以实现:
3、一种提高激光增材制造铝合金性能的高速二次熔融方法,包括以下步骤:
4、步骤1,确定初次熔融工艺参数;
5、步骤2,设定高速二次熔融工艺参数,结合初次熔融工艺参数和高速二次熔融参数,通过有限元软件模拟初次激光熔融和高速二次熔融,获得高速二次熔融过程的固相及液相界面的凝固参数,所述凝固参数为温度梯度g和凝固速度r;所述初次激光熔融的蓄热对高速二次熔融的凝固参数有影响;
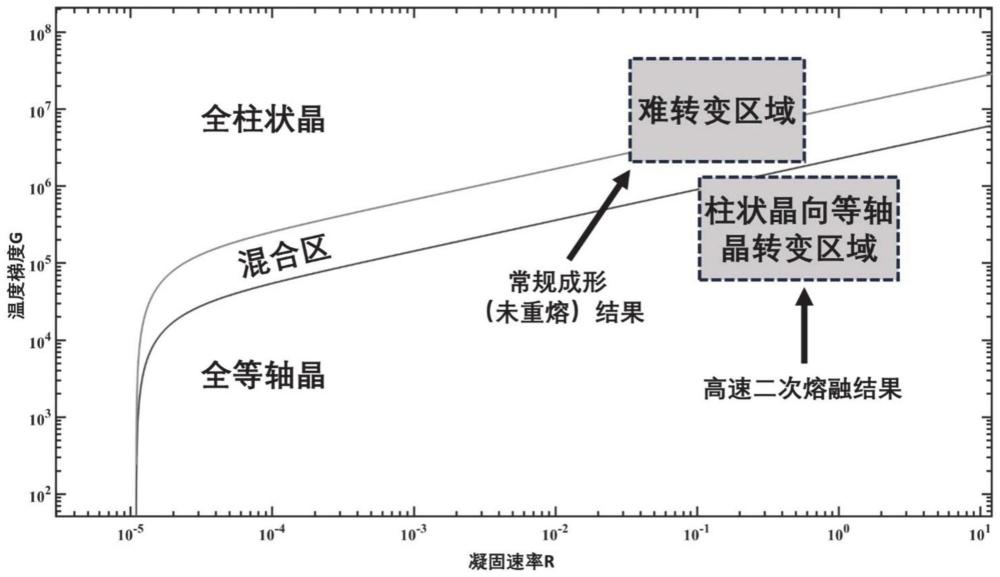
6、步骤3,通过al-si合金的凝固组织转变图,结合二次熔融对应的凝固参数,设定能够获得等轴晶的高速二次熔融工艺参数;所述能够获得等轴晶的高速二次熔融工艺参数中的激光扫描速率为3000-7000mm/s,激光功率为350-390w;
7、步骤4,通过初次熔融的工艺参数熔融粉末,形成过程件,以能够获得等轴晶的高速二次熔融的工艺参数,对过程件进行高速二次熔融;重复铺粉、初次熔融和二次熔融,获得最终的铝合金试件。
8、本发明的进一步改进在于:
9、优选的,步骤1中,所述初次熔融工艺参数为:激光光斑直径为100μm,激光扫描速率1600mm/s,激光功率340w,道间距100μm,粉末层厚度30μm。
10、优选的,步骤2中,通过有限元传热数值模型获得高速二次熔融的熔池温度场,进而获得高速二次熔融过程固相及液相界面的凝固参数。
11、优选的,步骤3中,基于al-si合金的热物理参数,结合cet模型获得al-si合金的凝固组织转变图。
12、优选的,所述cet模型为:
13、
14、其中,g代表温度梯度,r代表凝固速度,a,n是关于材料的常数,代表等轴晶体积分数,δtn代表形核过冷度,n0代表形核数密度,δt代表枝晶尖端过冷度。
15、优选的,步骤3中,将二次熔融对应的凝固参数带入到al-si合金的凝固组织转变图中,判断凝固参数是否在等轴晶的区域中,如果不在,则直接去除。
16、优选的,步骤3中,所述高速二次熔融工艺参数为激光扫描速率3000mm/s,激光功率350w;扫描速率4000mm/s,功率360w;扫描速率5000mm/s,功率370w;扫描速率6000mm/s,功率380w;扫描速率7000mm/s,功率390w;道间距均为50μm。
17、优选的,步骤4中,初次激光熔融和高速二次熔融均采用180°转角交叉扫描模式。
18、优选的,步骤4中,初次激光熔融路径和高速二次熔融路径之间的夹角为67°。
19、优选的,步骤4中,每进行一次高速二次熔融后,对试样轮廓进行一次描边,激光扫描速率为1000mm/s,功率为200w。
20、与现有技术相比,本发明具有以下有益效果:
21、本发明公开了一种提高激光增材制造铝合金性能的高速二次熔融方法,提出了利用高功率、高扫描速率激光对已凝固表面进行逐层二次熔融的方法来原位调控成形构件的微观组织,以达到改善其综合力学性能的目的。为了精确地获得高速二次熔融的工艺参数,该方法将初次激光熔融的蓄热考虑到传热数值模拟过程中,使得高速二次熔融过程固-液界面的凝固参数预测能够更加接近实际。首先,利用最优工艺参数对粉末床进行初步熔凝,获得致密度和表观质量良好的熔覆层;其次,提高激光功率和扫描速率,对已凝固表面进行二次熔融,以改善其微观组织结构;随后重新铺粉并重复上述过程,从而获得最终的成形构件。此方法在成形设备中原位进行,操作简便、高效适用。
技术特征:
1.一种提高激光增材制造铝合金性能的高速二次熔融方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种提高激光增材制造铝合金性能的高速二次熔融方法,其特征在于,步骤1中,所述初次熔融工艺参数为:激光光斑直径为100μm,激光扫描速率1600mm/s,激光功率340w,道间距100μm,粉末层厚度30μm。
3.根据权利要求1所述的一种提高激光增材制造铝合金性能的高速二次熔融方法,其特征在于,步骤2中,通过有限元传热数值模型获得高速二次熔融的熔池温度场,进而获得高速二次熔融过程固相及液相界面的凝固参数。
4.根据权利要求1所述的一种提高激光增材制造铝合金性能的高速二次熔融方法,其特征在于,步骤3中,基于al-si合金的热物理参数,结合cet模型获得al-si合金的凝固组织转变图。
5.根据权利要求4所述的一种提高激光增材制造铝合金性能的高速二次熔融方法,其特征在于,所述cet模型为:
6.根据权利要求1所述的一种提高激光增材制造铝合金性能的高速二次熔融方法,其特征在于,步骤3中,将二次熔融对应的凝固参数带入到al-si合金的凝固组织转变图中,判断凝固参数是否在等轴晶的区域中,如果不在,则直接去除。
7.根据权利要求1所述的一种提高激光增材制造铝合金性能的高速二次熔融方法,其特征在于,步骤3中,所述高速二次熔融工艺参数为激光扫描速率3000mm/s,激光功率350w;扫描速率4000mm/s,功率360w;扫描速率5000mm/s,功率370w;扫描速率6000mm/s,功率380w;扫描速率7000mm/s,功率390w;道间距均为50μm。
8.根据权利要求1所述的一种提高激光增材制造铝合金性能的高速二次熔融方法,其特征在于,步骤4中,初次激光熔融和高速二次熔融均采用180°转角交叉扫描模式。
9.根据权利要求1所述的一种提高激光增材制造铝合金性能的高速二次熔融方法,其特征在于,步骤4中,初次激光熔融路径和高速二次熔融路径之间的夹角为67°。
10.根据权利要求1所述的一种提高激光增材制造铝合金性能的高速二次熔融方法,其特征在于,步骤4中,每进行一次高速二次熔融后,对试样轮廓进行一次描边,激光扫描速率为1000mm/s,功率为200w。
技术总结
本发明公开了一种提高激光增材制造铝合金性能的高速二次熔融方法,首先,利用最优工艺参数对粉末床进行初步熔凝,获得致密度和表观质量良好的熔覆层;其次,提高激光功率和扫描速率,对已凝固表面进行二次熔融,以改善其微观组织结构;随后重新铺粉并重复上述过程,从而获得最终的成形试件。该方法将初次激光熔融的蓄热考虑到传热数值模拟过程中,使得高速二次熔融过程固‑液界面的凝固参数预测能够更加接近实际。该方法首次利用高功率、高扫描速率激光对已凝固表面进行逐层二次熔融的方法来原位调控成形构件的微观组织,达到了改善其综合力学性能的目的。
技术研发人员:赵宇凡,史硕晴,林鑫,杨海欧,黄卫东
受保护的技术使用者:西北工业大学
技术研发日:
技术公布日:2024/3/21
- 还没有人留言评论。精彩留言会获得点赞!