一种便于精准定位的发动机壳体消失模模具的制作方法
本发明涉及模具,具体为一种便于精准定位的发动机壳体消失模模具。
背景技术:
1、消失模铸造是一种常用于制造复杂形状金属零件的先进铸造工艺,消失模模具是一种在铸造过程中使用的具有特殊性质的模具,其材料在高温或其他条件下能够迅速溶解或燃烧而消失,首先将消失模模具预埋在铸沙中,然后将熔化金属注入模具中,待金属凝固冷却后,模具会在高温条件下燃烧并蒸发,从而使得金属零件获得预期的形状和尺寸,消失模模具广泛应用于各个领域,其中包括发动机壳体的制造,发动机壳体是发动机的关键部件之一,其制造需要使用模具来得到精确的形状和尺寸,然而,在现有技术中,存在着一些缺陷;
2、由于发动机壳体壁厚相对较薄,在浇筑铸沙时,在铸沙的挤压力下,成型出的泡沫模型极易出现变形现象,这种变形现象会导致消失模浇筑生产过程中出现尺寸偏差或者无法满足密封要求,从而影响发动机的正常工作,为了解决上述问题,传统的解决方式为人工利用热熔胶将木条或玻璃纤维棒粘接在消失模模具上,进而对消失模模具进行工艺支撑和工艺拉筋;
3、但是由于在利用木条或玻璃纤维棒对消失模模具进行工艺支撑和工艺拉筋时,需要在消失模模具上粘接多个木条或玻璃纤维棒,不仅增加了工作人员的劳动强度,降低了工作效率,并且由于多个木条或玻璃纤维棒均与消失模模具接触,进而导致木条或玻璃纤维棒与消失模模具接触点较多,从而增加浇注完成后的金属铸件上残留的多余金属瘤子,增加了后期铸件修整的复杂性;
4、同时传统的消失模铸造时,无法对消失模磨具的位置进行固定,由于在将铸沙倒入真空沙箱中时,需要使用震动平台对铸沙进行振实,而由于存放在真空沙箱中的消失模磨无法进行位置固定,进而当真空沙箱中的铸沙较少,并对铸沙进行振实时,消失模磨具会因振动而发生位置偏移,如消失模磨具位置偏移的较大,两个相邻的消失模模具接触,会出现浇注完成的铸件出现粘连的情况,同时如消失模模具与真空沙箱的内壁接触或距离过进,还会出现浇注灰渣粘附在真空沙箱内壁的情况,并且不便于消失模磨具气体和挥发物的排除,从而降低铸件的成品质量;
5、并且传统的消失模铸造结束后,在将铸件从真空沙箱中取出时,需要大型设备协助,如吊机等,不仅较为麻烦,并且极大程度上增加了生产成本,不便于使用。
技术实现思路
1、本发明的目的是为了解决现有技术中存在的不便于后期修整,极易降低铸件的成品质量,不便于将铸件取出的缺点,而提出的一种便于精准定位的发动机壳体消失模模具。
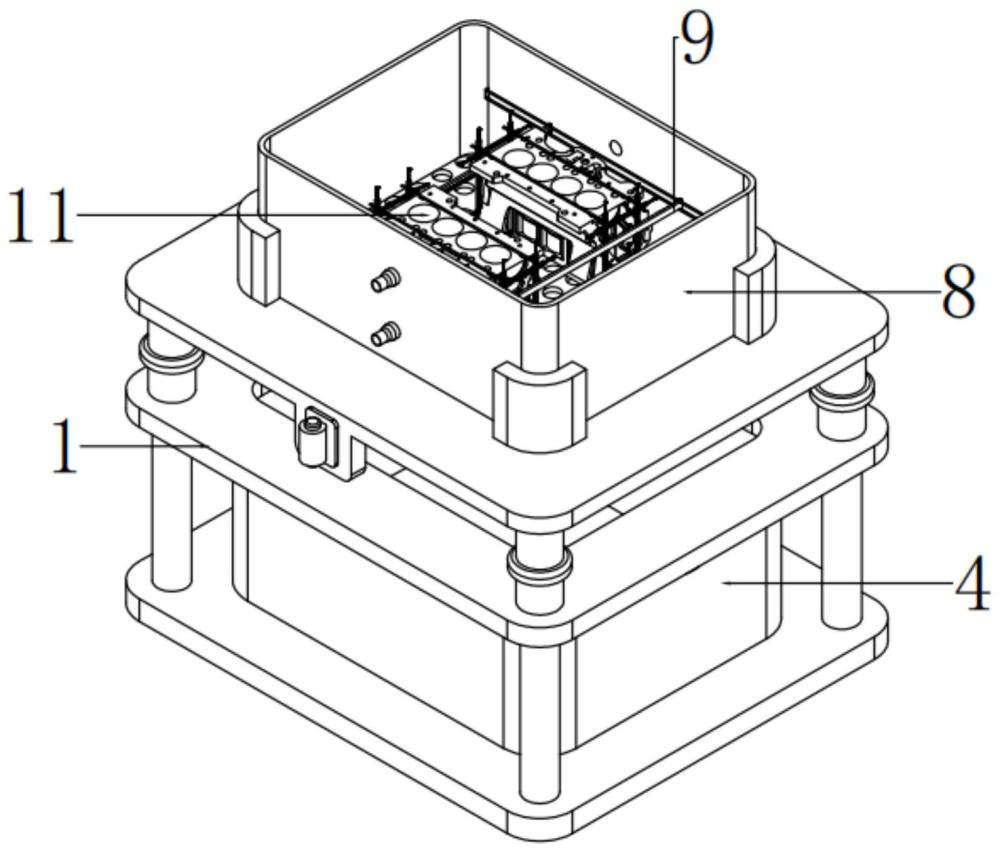
2、为实现上述目的,本发明提供如下技术方案:一种便于精准定位的发动机壳体消失模模具,包括:震动平台,所述震动平台的顶端开设有第一卸料口,所述震动平台的内腔中部开设有第二卸料口;所述收集箱放置于震动平台的内腔底端;所述挡架的数量为两个,两个所述挡架分别设置于震动平台的内腔顶端前后两侧;所述挡板相适配插接于第一卸料口的内腔;所述支撑条的中部通过阻尼轴承可转动的设置于挡板的底端中部,所述支撑条的前后两端分别相适配插接于两个挡架的内腔;所述真空沙箱相适配放置于震动平台的顶端,所述真空沙箱的底端开设有若干上下贯穿的卸料孔;发动机壳体消失模模具,所述发动机壳体消失模模具放置于真空沙箱的内腔;所述定位机构套接于发动机壳体消失模模具的外壁。
3、进一步地,为了对发动机壳体消失模模具进行支撑,所述定位机构包括:纤维棒,所述纤维棒的数量为四个,四个所述纤维棒分别粘接于发动机壳体消失模模具的上下两端前后两侧;所述连接块的数量为八个,所述连接块的右侧顶部开设有左右贯穿的第一插槽,所述连接块的顶端前后两侧均开设有上下贯穿的第二插槽,所述连接块的前侧左右两端均开设有前后贯穿的第三插槽,四个所述纤维棒的左右两端分别相适配插接于八个第一插槽的内腔;所述第一定位架的数量为四个,四个所述第一定位架的外壁前后两侧上下两端分别相适配插接于第二插槽的内腔;所述第一螺杆的数量为八个,八个所述第一螺杆的内端分别通过轴承可转动的设置于八个连接块的外侧中部,所述第一螺杆的外端延伸出第一定位架的内腔,所述第一螺杆螺接于第一定位架的外壁;所述第二定位架的数量为四个,四个所述第二定位架的外壁左右两侧前后两端分别相适配插接于第三插槽的内腔;所述第二螺杆的数量为八个,八个所述第二螺杆的内端分别通过轴承可转动的设置于第一定位架的外侧上下两端,所述第二螺杆的外端延伸出第二定位架的内腔,所述第二螺杆螺接于第二定位架的外壁。
4、进一步地,为了对发动机壳体消失模模具进行定位,所述定位机构还包括:支撑架,所述支撑架的数量为两个,两个所述支撑架的外侧沿左右方向等距的开设有若干卡槽;所述定位板的数量为两个,两个所述定位板的前后两端分别相适配插接于两个支撑架的内腔左右两侧,所述定位板的内侧前后两端上下两侧均开设有伸缩孔;所述弹簧内嵌于伸缩孔的内腔,所述弹簧的外端卡接于伸缩孔的内腔外侧;所述卡球的一部分内嵌于伸缩孔的内腔,所述弹簧的内端卡接于卡球的外壁,所述卡球的另一部分延伸进卡槽的内腔。
5、进一步地,所述卡球延伸进卡槽内腔中的长度小于其半径。
6、进一步地,所述定位板的内侧沿前后方向等距的设置有若干定位柱,与所述第一定位架内腔位置相对应的定位柱相适配插接于第一定位架的内腔。
7、进一步地,所述真空沙箱、第一卸料口、第二卸料口和收集箱的位置均相对应,所述第一卸料口的内腔小于真空沙箱的底端,所述的第二卸料口的内腔大于第一卸料口的内腔,所述收集箱的内腔大于第二卸料口的内腔。
8、进一步地,所述纤维棒和发动机壳体消失模模具之间设置有垫片。
9、与现有技术相比,本发明的有益效果是:
10、(1)本发明通过垫片和发动机壳体消失模模具接触,并利用第一螺杆和第二螺杆调节连接块和第一定位架的位置,从而可以利用纤维棒、连接块、第一定位架和第二定位架对发动机壳体消失模模具进行支撑,防止发动机壳体消失模模具出现变形的情况;
11、(2)本发明通过支撑架对定位板进行支撑,并利用卡球和卡槽之间的配合可以对定位板的位置进行固定,从而利用定位板、定位柱和第一支撑架之间的配合可以对发动机壳体消失模模具的位置进行固定;
12、(3)本发明通过真空沙箱装盛发动机壳体消失模模具和铸沙,并利用震动平台对铸沙进行振实操作,从而可以实现对铸件进行消失模铸造;
13、(4)本发明通过将挡板从而震动平台上卸下,并启动震动平台可以促使真空沙箱中的铸沙通过卸料孔、第一卸料口和第二卸料口掉落至收集箱的内腔中进行收集;
14、(5)本装置可便捷的对消失模模具进行工艺支撑,提高了生产效率并降低了劳动强度,同时,通过减少接触点的数量,减少了金属铸件上残留的多余金属瘤子,简化了后期铸件修整工作,此外,还可以保证消失模模具在铸沙振实过程中保持稳定,避免消失模磨具位置偏移导致的粘连问题,减少浇注灰渣的产生,并便于消除模磨具气体和挥发物,从而提高了铸件的成品质量,其次,在取出铸件时无需借助大型设备,大大降低了生产成本,提高了操作便捷性。
技术特征:
1.一种便于精准定位的发动机壳体消失模模具,其特征在于,包括:
2.根据权利要求1所述的一种便于精准定位的发动机壳体消失模模具,其特征在于:所述定位机构(9)包括:
3.根据权利要求2所述的一种便于精准定位的发动机壳体消失模模具,其特征在于:所述定位机构(9)还包括:
4.根据权利要求3所述的一种便于精准定位的发动机壳体消失模模具,其特征在于:所述卡球(96)延伸进卡槽(92)内腔中的长度小于其半径。
5.根据权利要求4所述的一种便于精准定位的发动机壳体消失模模具,其特征在于:所述定位板(93)的内侧沿前后方向等距的设置有若干定位柱(97),与所述第一定位架(913)内腔位置相对应的定位柱(97)相适配插接于第一定位架(913)的内腔。
6.根据权利要求5所述的一种便于精准定位的发动机壳体消失模模具,其特征在于:所述真空沙箱(8)、第一卸料口(2)、第二卸料口(3)和收集箱(4)的位置均相对应,所述第一卸料口(2)的内腔小于真空沙箱(8)的底端,所述的第二卸料口(3)的内腔大于第一卸料口(2)的内腔,所述收集箱(4)的内腔大于第二卸料口(3)的内腔。
7.根据权利要求6所述的一种便于精准定位的发动机壳体消失模模具,其特征在于:所述纤维棒(98)和发动机壳体消失模模具(11)之间设置有垫片(917)。
技术总结
本发明公开了一种便于精准定位的发动机壳体消失模模具,包括:震动平台,所述震动平台的顶端开设有第一卸料口,所述震动平台的内腔中部开设有第二卸料口;收集箱,所述收集箱放置于震动平台的内腔底端。本装置可便捷的对消失模模具进行工艺支撑,提高了生产效率并降低了劳动强度,同时,通过减少接触点的数量,减少了金属铸件上残留的多余金属瘤子,简化了后期铸件修整工作,此外,还可以保证消失模磨具在铸沙振实过程中保持稳定,避免消失模模具位置偏移导致的粘连问题,减少浇注灰渣的产生,并便于消除模磨具气体和挥发物,从而提高了铸件的成品质量,其次,在取出铸件时无需借助大型设备,大大降低了生产成本,提高了操作便捷性。
技术研发人员:谢园,陈盼娣
受保护的技术使用者:盐城市创鑫达模具有限公司
技术研发日:
技术公布日:2024/2/29
- 还没有人留言评论。精彩留言会获得点赞!