一种用于冷库货架的镀锌板及其制备方法与流程
本发明涉及一种镀锌板及其制备方法,尤其是一种用于冷库货架的镀锌板及其制备方法。
背景技术:
1、近年来受外部环境影响,国内物资出口需求量极具增多,在寒冷区域对于耐低温、耐腐蚀的货架需求旺盛,因镀锌板对钢铁基体材料具有隔离作用和阴极保护作用,且在低温环境中,锌的耐腐蚀性好且经济,对钢铁基体提供较好的保护作用并且镀锌板制成的货架外观精美,深受市场信赖。所以开发高强度、耐腐蚀、绿色环保的镀锌产品是企业生产链转型发展重中之重。正是在这种情况下,耐低温、耐腐蚀镀锌板应运而生。目前国内外尚无对耐低温、耐腐蚀镀锌板有相关报道,该耐低温耐腐蚀镀锌板开发属首创。
技术实现思路
1、本发明要解决的技术问题是提供一种耐低温冲击性能稳定的用于冷库货架的镀锌板;本发明还提供了一种用于冷库货架的镀锌板的制备方法。
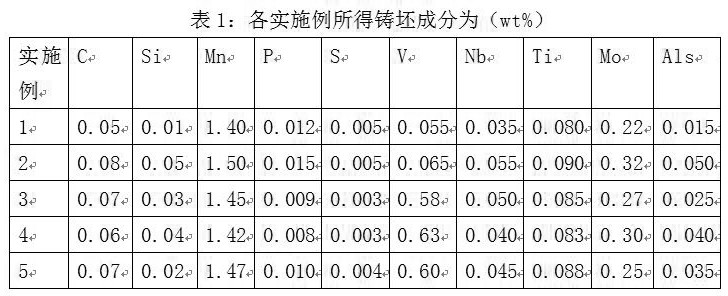
2、为解决上述技术问题,本发明所采取的技术方案是:其在钢卷的表面镀有锌层;所述钢卷化学成分及重量百分比为:c 0.05%~0.08%,si 0.01%~0.05%,mn 1.40%~1.50%,p≤0.015%,s≤0.005%,v 0.055%~0.065%,nb 0.035%~0.055%,ti 0.080%~0.090%,mo0.22%~0.32%,als 0.015%~0.050%,余量为fe及不可避免杂质。
3、进一步的,所述镀锌板厚度为1.0~1.4mm,屈服强度≥710mpa,抗拉强度≥850mpa,锌层厚度为110~130g/m2,零下-40℃冲击功≥27j。
4、本发明方法包括热轧、酸洗和镀锌步骤;
5、所述镀锌步骤:包括加热退火和热浸镀过程;所述热浸镀过程,带钢入锌锅温度450~470℃,镀锌速度为60±10 m/min。
6、进一步的,所述热浸镀过程,锌液温度为460℃±2℃。
7、进一步的,所述加热退火过程,带钢出直燃段温度620~660℃,带钢出辐射管段温度630~670℃。
8、更进一步的,所述加热退火过程,退火炉露点为-40℃以下。
9、进一步的,所述热轧步骤包括板坯加热、控制轧制、控轧冷却和卷取过程;所述控制轧制过程,粗轧出口温度为1060±20℃,精轧出口温度为890±20℃;所述控轧冷却过程,层流冷却速度为25~30℃/s;所述卷取过程,卷取温度为590±20℃。
10、更进一步的,所述板坯加热过程,铸坯在加热炉内均热段的时间为80~100min,铸坯头尾温差、表面温差≤10℃。
11、采用上述技术方案所产生的有益效果在于:本发明钢卷化学成分通过铌、钒、钛元素的强化作用,并有效添加钼元素以达到抗低温冲击性的作用,产品表面质量良好、镀层结合力强、高强度、耐低温冲击性能稳定,尤其适合用于寒冷环境。
12、本发明方法通过合理调控工艺参数,充分发挥了铌、钒、钛元素的细晶强化作用,并有效添加的钼元素发挥固溶强化作用在铁素体中析出达到抗低温冲击性的作用,采用析出强化、相变强化和细晶强化,得到了产品表面质量良好、尺寸精度高、镀层结合力强、高强度、耐低温冲击性能稳定的镀锌产品,较冷轧镀锌产品工序流程更短,成本更低,尤其适合用于寒冷环境。本发明方法可实现1.0~1.4 mm规格镀锌板的生产,所得镀锌板可用在寒冷环境下制作货架等,其生产工艺简单,产品实现过程易控制,产品耐低温、难腐蚀、制作货架不易断裂等。
技术特征:
1.一种用于冷库货架的镀锌板,其特征在于:其在钢卷的表面镀有锌层;所述钢卷化学成分及重量百分比为:c 0.05%~0.08%,si 0.01%~0.05%,mn 1.40%~1.50%,p≤0.015%,s≤0.005%,v 0.055%~0.065%,nb 0.035%~0.055%,ti 0.080%~0.090%,mo 0.22%~0.32%,als 0.015%~0.050%,余量为fe及不可避免杂质。
2.根据权利要求1所述的一种用于冷库货架的镀锌板及其制备方法,其特征在于:所述镀锌板厚度为1.0~1.4mm,屈服强度≥710mpa,抗拉强度≥850mpa,锌层厚度为110~130g/m2,零下-40℃冲击功≥27j。
3.权利要求1或2所述用于冷库货架的镀锌板的制备方法,其特征在于:包括热轧、酸洗和镀锌步骤;
4.根据权利要求3所述的一种用于冷库货架的镀锌板的制备方法,其特征在于:所述热浸镀过程,锌液温度为460℃±2℃。
5.根据权利要求3所述的一种用于冷库货架的镀锌板的制备方法,其特征在于:所述加热退火过程,带钢出直燃段温度620~660℃,带钢出辐射管段温度630~670℃。
6.根据权利要求5所述的一种用于冷库货架的镀锌板的制备方法,其特征在于:所述加热退火过程,退火炉露点为-40℃以下。
7.根据权利要求3-6任意一项所述的一种用于冷库货架的镀锌板的制备方法,其特征在于,所述热轧步骤包括板坯加热、控制轧制、控轧冷却和卷取过程;所述控制轧制过程,粗轧出口温度为1060±20℃,精轧出口温度为890±20℃;所述控轧冷却过程,层流冷却速度为25~30℃/s;所述卷取过程,卷取温度为590±20℃。
8.根据权利要求7所述的一种用于冷库货架的镀锌板的制备方法,其特征在于,所述板坯加热过程,铸坯在加热炉内均热段的时间为80~100min,铸坯头尾温差、表面温差≤10℃。
技术总结
一种用于冷库货架的镀锌板及其制备方法,其在钢卷表面镀有锌层;钢卷化学成分及重量百分比为C 0.05%~0.08%,Si 0.01%~0.05%,Mn 1.40%~1.50%,P≤0.015%,S≤0.005%,V 0.055%~0.065%,Nb 0.035%~0.055%,Ti 0.080%~0.090%,Mo 0.22%~0.32%,Als 0.015%~0.050%,余量为Fe及不可避免杂质。本钢卷化学成分通过铌、钒、钛元素的强化作用,并添加钼元素以达到抗低温冲击性的作用,产品表面质量良好、镀层结合力强、高强度、耐低温冲击性能稳定,尤其适合用于寒冷环境;生产工艺简单,产品实现过程易控制。
技术研发人员:张晓磊,张俊粉,林大帅,薛启河,姜海洋,白君,胡志伟,王二华
受保护的技术使用者:河钢股份有限公司承德分公司
技术研发日:
技术公布日:2024/3/21
- 还没有人留言评论。精彩留言会获得点赞!