一种TC31钛合金大尺寸框梁构件激光沉积方法与流程
本发明涉及增材制造,尤其涉及一种tc31钛合金大尺寸框梁构件及其激光沉积方法。
背景技术:
1、tc31(ti-6.5al-3sn-3zr-3nb-3mo-1w-0.2si)合金作为一种新型高温高强钛合金材料,通过多元素固溶强化,结合α2相和硅化物弥散强化,在650~700℃具有较高的高温强度和良好的大应力短时持久性能,并在航天航空领域具有广泛的应用前景。
2、传统上,我国航空航天tc31大尺寸钛合金框梁构件加工工艺主要采用铸造、锻造、机加等传统方式,制造工序多、工艺繁琐,机加余量大、材料利用率低等问题。目前随着增材制造技术特别是激光沉积成形工艺发展与完善,tc31大尺寸钛合金框梁构件逐渐采用激光沉积成形工艺制备,然后通过退火热处理消除翼舵零件内部应力,随后使用线切割将零件与基板分离,最后去除支撑结构,通过机加得到最终零件。
3、但是,现有的tc31大尺寸钛合金框梁构件激光沉积成形过程中结构特征划分不准确,导致构件易变形,成形过程中应力较大,成形过程不可控,导致构件容易开裂,力学性能差等问题。另外,现有构件激光沉积需要将基板机加工去除,加工效率低,且制成的构件力学性能差,容易开裂等问题。
技术实现思路
1、鉴于上述的分析,本发明旨在提供一种tc31钛合金大尺寸框梁构件及其激光沉积方法,用以解决现有技术制备的tc31钛合金大尺寸框梁构件容易变形、开裂、加工工序复杂繁琐、生产周期长等问题中的至少一个。
2、第一方面,本发明提供了一种tc31钛合金大尺寸框梁构件激光沉积方法,包括如下步骤:
3、(1)将框梁构件进行区域分割,获得打印模型;
4、(2)将基板作为框梁构件的一部分结构;
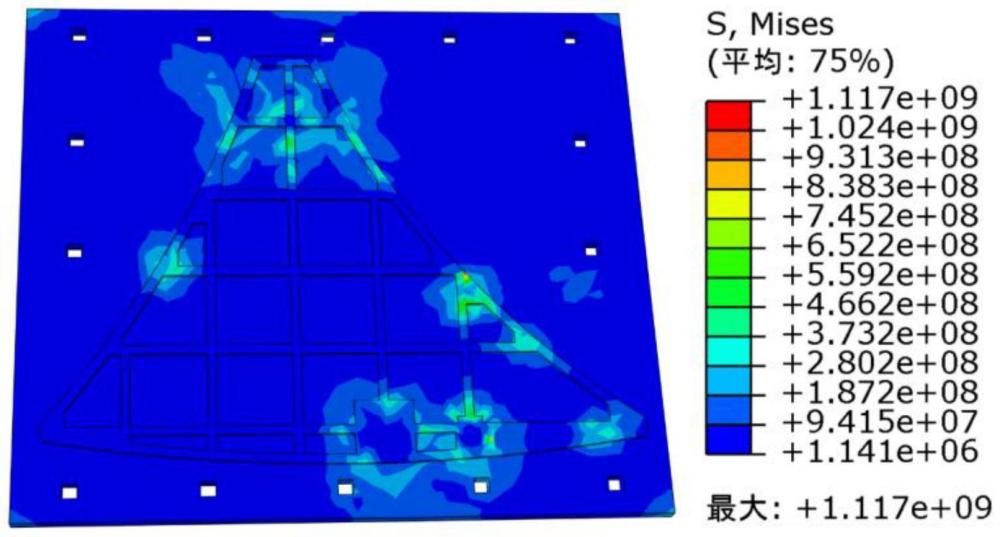
5、(3)根据应力仿真结果确定固定基板螺栓的位置及数量;
6、(4)根据框梁构件的区域分割进行打印路径规划;
7、(5)对分割的区域进行激光沉积,得到所述的tc31钛合金大尺寸框梁构件。
8、进一步的,所述步骤(1)包括:根据结构特征将目标框梁构件进行区域分割,得到分割成多个区域的打印模型。
9、进一步的,所述步骤(2)包括:提供基板,所述的基板作为目标框梁构件的一部分结构,通过在基板正面和反面均进行框梁构件的框梁的激光沉积成形,得到基于基板两侧成型框梁的目标框梁构件模型。
10、进一步的,所述步骤(3)包括:将步骤(2)得到的目标框梁构件模型进行应力仿真模拟,根据目标框梁构件模型的残余应力分布确定固定基板螺栓的位置和数量,直至应力仿真结果模拟输出的残余应力<1300mpa。
11、进一步的,所述步骤(4)包括如下步骤:
12、根据步骤(3)确定的固定基板螺栓的位置和数量,对基板进行约束;
13、根据步骤(1)确定的区域分割的打印模型设置打印路径规划,其中,不同的打印路径采用不同的打印策略;
14、进一步的,所述步骤(5)包括如下步骤:
15、根据步骤(4)规划的打印路径,在基板正面和反面进行框梁构件的框梁的激光沉积成形,形成基于基板的正面激光沉积成形框梁和基于基板的反面激光沉积成形框梁,得到依次由正面激光沉积成形框梁、基板反面激光沉积成形框梁构成的所述的tc31钛合金大尺寸框梁构件。
16、进一步的,所述的基板为一块或多块拼接而成,当采用多块拼接时,多块基板的厚度可以相同或不同。
17、进一步的,步骤(1)中,分割成100~200mm的正方形或多边形。
18、进一步的,步骤(1)中,所述区域分割的结构特征为“t”型、“十”型、“口”型或“o”型中的一种或几种;
19、所述的“t”型路径规划采用短边分区扫描的方式;所述的“十”型路径规划采用长短边连续扫描+层间转动成形扫描的方式;
20、所述的“口”型路径规划采用环形扫描的方式,
21、所述的“o”型路径规划采用层间变换扫描的方式。
22、第二方面,本发明提供了一种一种上述方法制成的tc31钛合金大尺寸框梁构件。
23、与现有技术相比,本发明至少可实现如下有益效果之一:
24、(1)针对大尺寸tc31钛合金框梁构件,本发明的方法采用在基板的正反面激光沉积框梁结构的框梁(如筋和壁),预先通过模型分析进行激光沉积框梁时基板和框梁的变形情况评估,进而通过对基板的周向约束实现大尺寸tc31钛合金框梁构件的变形控制,实现在基板正反面激光沉积框梁形成大尺寸框梁构件的成形过程的变形可控,得到的构件不容易开裂,保证力学性能;
25、(2)本发明的方法将构件进行区域分割,结合将基板作为零件本体的一部分,提高了沉积效率,并且有效规避和消除了tc31钛合金结构件成形过程严重开裂的风险;
26、(3)与现有技术相比,本发明的方法无需特殊定位过程,无需特殊工装,不涉及小尺寸结构的多次机械加工、焊接等,可实现大尺寸tc31钛合金构件一次性整体快速制造,显著提高制造效率和质量;
27、(4)本发明中将构件结构特征分为“t”型、“十”型、“口”型或“o”型中的一种或几种,针对区域分割的结构特征采用不同的扫描方式,可有效解决典型特征结构沉积面凹凸问题;
28、(5)采用本发明的激光沉积成形方法,结合增材制造拼接工艺,可实现2m大尺寸tc31高温钛合金框梁激光熔化沉积一体化制造,构件经过射线和荧光检测,内部质量和外部质量满足gjb2896a-2007一类b级要求;
29、(6)本发明的激光沉积中控制激光功率、扫描速度、送粉速率、扫描间距、层厚,因为以上工艺参数对tc31钛合金大尺寸框梁构件的激光熔化沉积形貌及内部金相组织具有影响,进而影响构件的性能;本发明针对不同的结构特征采用不同的沉积参数,实现激光熔化沉积工艺对“十”型结构、“t”型结构、“口”型结构和“o”型结构等复杂结构制备。
30、本发明中,上述各技术方案之间还可以相互组合,以实现更多的优选组合方案。本发明的其他特征和优点将在随后的说明书中阐述,并且,部分优点可从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过说明书以及附图中所特别指出的内容中来实现和获得。
技术特征:
1.一种tc31钛合金大尺寸框梁构件激光沉积方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的一种tc31钛合金大尺寸框梁构件激光沉积方法,其特征在于,所述步骤(1)包括:根据结构特征将目标框梁构件进行区域分割,得到分割成多个区域的打印模型。
3.根据权利要求1所述的一种tc31钛合金大尺寸框梁构件激光沉积方法,其特征在于,所述步骤(2)包括:提供基板,所述的基板作为目标框梁构件的一部分结构,通过在基板正面和反面均进行框梁构件的框梁的激光沉积成形,得到基于基板两侧成型框梁的目标框梁构件模型。
4.根据权利要求3所述的一种tc31钛合金大尺寸框梁构件激光沉积方法,其特征在于,所述步骤(3)包括:将步骤(2)得到的目标框梁构件模型进行应力仿真模拟,根据目标框梁构件模型的残余应力分布确定固定基板螺栓的位置和数量,直至应力仿真结果模拟输出的残余应力<1300mpa。
5.根据权利要求4所述的一种tc31钛合金大尺寸框梁构件激光沉积方法,其特征在于,所述步骤(4)包括如下步骤:
6.根据权利要求1所述的一种tc31钛合金大尺寸框梁构件激光沉积方法,其特征在于,所述步骤(5)包括如下步骤:
7.根据权利要求1-6任一项所述的一种tc31钛合金大尺寸框梁构件激光沉积方法,其特征在于,所述的基板为一块或多块拼接而成,当采用多块拼接时,多块基板的厚度可以相同或不同。
8.根据权利要求1-6任一项所述的一种tc31钛合金大尺寸框梁构件激光沉积方法,其特征在于,步骤(1)中,分割成100~200mm的正方形或多边形。
9.根据权利要求1-6任一项所述的一种tc31钛合金大尺寸框梁构件激光沉积方法,其特征在于,步骤(1)中,所述区域分割的结构特征为“t”型、“十”型、“口”型或“o”型中的一种或几种;
10.一种权利要求1-9任一项方法制成的tc31钛合金大尺寸框梁构件。
技术总结
本发明涉及一种TC31钛合金大尺寸框梁构件及其激光沉积方法,属于增材制造技术领域,解决了现有技术中TC31钛合金大尺寸框梁构件容易变形、开裂、加工工序复杂繁琐、生产周期长等问题。所述的方法包括如下步骤:(1)将框梁构件进行区域分割,获得打印模型;(2)将基板作为框梁构件的一部分结构;(3)根据应力仿真模拟确定固定基板螺栓的位置及数量;(4)根据框梁构件的区域分割进行打印路径规划;(5)对分割的区域进行激光沉积,得到所述的TC31钛合金大尺寸框梁构件。本发明的方法将构件进行区域分割,且将基板作为零件本体的一部分,提高了沉积效率,有效规避和消除了TC31钛合金结构件成形过程严重开裂的风险。
技术研发人员:李鹤鹏,仵凤勇,宋国华,陈荣,钱远宏
受保护的技术使用者:北京星航机电装备有限公司
技术研发日:
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!