一种大型轴套内孔加工装置的制作方法
本发明涉及机械加工,具体为一种大型轴套内孔加工装置。
背景技术:
1、近年来,承接船舶建造的项目越来越多,船舶吨位也越来越大,相应设备的尺寸也随着增大,109米船是滚装货船,双桨双舵,在艉轴管设计上呈细长结构,艉轴管最长的一段长度为872厘米长,直径292厘米左右,在c125卧式车床加工艉轴管的工艺上是先车,留余量进行研磨,因为艉轴管的尺寸大且长,大大超出现有车床刀杆的加工能力,同时研磨这一道工序也成为难题,在加工时,艉轴管装夹在卡盘上随之转动,刀架移动使刀杆上的刀具与之相互切削,艉轴管与刀具发生位置变化,这一动作产生最终需要的的工作面,传统的刀杆长度不够,针对上述问题,需要对现有的设备进行改进。
技术实现思路
1、本发明的目的在于提供一种大型轴套内孔加工装置,以解决上述背景技术中提出的现有的承接船舶建造的项目越来越多,船舶吨位也越来越大,相应设备的尺寸也随着增大,109米船是滚装货船,双桨双舵,在艉轴管设计上呈细长结构,艉轴管最长的一段长度为872厘米长,直径292厘米左右,在c125卧式车床加工艉轴管的工艺上是先车,留余量进行研磨,因为艉轴管的尺寸大且长,大大超出现有车床刀杆的加工能力,同时研磨这一道工序也成为难题的问题。
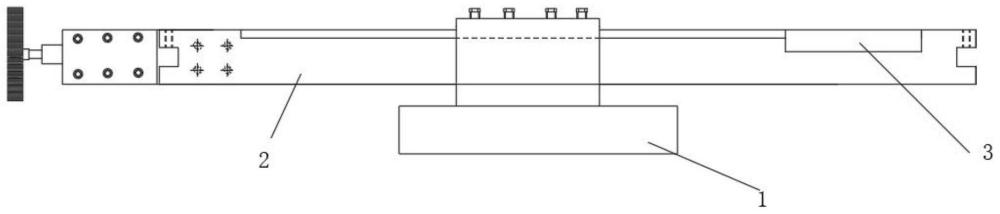
2、为实现上述目的,本发明提供如下技术方案:一种大型轴套内孔加工装置,包括刀架、刀杆、配重夹位、刀具和砂轮机,所述刀架上设置有刀杆,且刀杆的一端设置有配重夹位,同时刀杆的另一端设置有刀具。
3、所述刀杆的另一端设置的刀具可以替换成安装成砂轮机。
4、与现有技术相比,本发明的有益效果是:该大型轴套内孔加工装置,大型轴套类内孔加工装置对原始车床加工能力进行改善,采用本装置能精准快捷,配重铁的加入消除震刀带来的误差,转速高达10000转/min的砂轮机可稳定研磨内孔的粗糙度和精度,从而提升厂内设备加工能力,对现有无法加工大工件的不足有了大大的改善,经过该装置的实验使用后,几乎达到当天来料当天完成的完美状态,大大调高生产效率,降低人工和经济成本。
技术特征:
1.一种大型轴套内孔加工装置,包括刀架(1)、刀杆(2)、配重夹位(3)、刀具(4)、砂轮机(5),其特征在于:所述刀架(1)上设置有刀杆(2),且刀杆(2)的一端设置有配重夹位(3),同时刀杆(2)的另一端设置有刀具(4)。
2.根据权利要求1所述的大型轴套内孔加工装置,其特征在于:所述刀杆(2)的另一端设置的刀具(4)可以替换成安装成砂轮机(5)。
技术总结
本发明公开了一种大型轴套内孔加工装置,包括刀架、刀杆、配重夹位、刀具和砂轮机,所述刀架上设置有刀杆,且刀杆的一端设置有配重夹位,同时刀杆的另一端设置有刀具。该大型轴套内孔加工装置,大型轴套类内孔加工装置对原始车床加工能力进行改善,采用本装置能精准快捷,配重铁的加入消除震刀带来的误差,转速高达10000转/min的砂轮机可稳定研磨内孔的粗糙度和精度,从而提升厂内设备加工能力,对现有无法加工大工件的不足有了大大的改善,经过该装置的实验使用后,几乎达到当天来料当天完成的完美状态,大大调高生产效率,降低人工和经济成本。
技术研发人员:钟云生,陈武华,丰生月,王中科,林云清,黄增进
受保护的技术使用者:中国船舶集团广西造船有限公司
技术研发日:
技术公布日:2024/3/21
- 还没有人留言评论。精彩留言会获得点赞!