一种上下模精确定位的压铸模具的制作方法
本发明涉及压铸模具,具体为一种上下模精确定位的压铸模具。
背景技术:
1、模具是工业生产上用注塑、吹塑、挤出、压铸或锻压成型、冶炼、冲压、拉伸等方法得到所需产品的各种模子和工具。简而言之,模具是用来成型物品的工具,这种工具由各种零件构成,不同的模具由不同的零件构成。
2、中国专利cn203992317u公开了一种定位精确的模具,属于模具技术领域。它解决了现有的模具定位不精确的问题。本定位精确的模具包括定模组件,在定模组件上扣合有动模组件,在动模组件上固连有两模脚,定模组件包括定模框和定模芯,定模芯设在定模框内,动模组件包括动模框,在动模框内设有动模芯,动模框下端设有模脚,模脚上设有推板,在推板上固连有顶杆固定板,顶杆固定板上固连有若干均匀分布的顶杆,顶杆依次穿过上述的动模框和动模芯,定模框和定模芯采用螺栓固连,动模框和动模芯采用螺栓固连,动模框上安装有导套且导套开口朝下,定模框上螺纹连接有导柱,导套和导柱分别有至少两个且沿中心线对称,具有结构简单、精度高的优点。
3、上述技术和现有模具的定位方式都是通过导套和导柱进行对接定位,在动模和定摸相互贴合时会使导套和导柱相互摩擦引导,导套和导柱长时间开合会使导套和导柱出现较大磨损导致对接存在误差,导致单靠导套和导柱对接引导的方式难以达到高精度对接要求,影响铸造质量。
技术实现思路
1、本发明所要解决的技术问题是针对现有技术的现状,而提供一种上下模精确定位的压铸模具,通过多段对接模具可有效的实现双重定位效果,可有效的提高模具铸造质量。
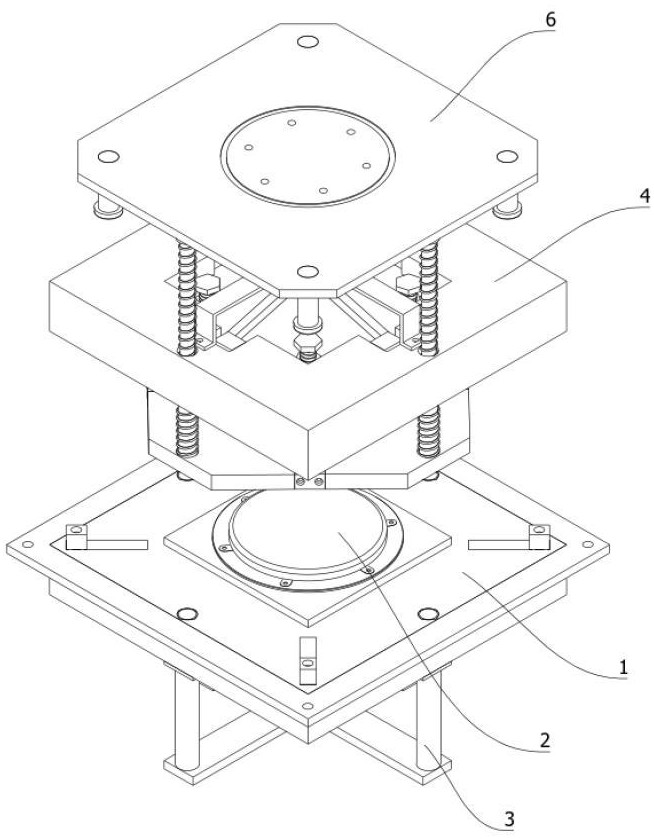
2、本发明解决上述技术问题所采用的技术方案为:提出一种上下模精确定位的压铸模具,包括能自动对接定位的多段对接模具,所述多段对接模具由下模板和上模板组成,所述下模板和所述上模板的内部分别安装有定模芯和动模芯,所述下模板上安装有收缩矫正机构,所述上模板上安装有预对接按压机构。
3、在上述的一种上下模精确定位的压铸模具,所述下模板的对接端安装有第一安装腔室,所述第一安装腔室的内部设有数个第一限位夹持口,所述第一安装腔室的内部安装有数个第一支撑抵触头,所述下模板上还安装有第一收缩夹持机构,所述下模板上设有数个第一安装孔,所述第一安装孔的内部均安装有引导套,所述下模板上还设有数个限位滑轨。
4、在上述的一种上下模精确定位的压铸模具,所述第一收缩夹持机构包括多个分布在所述第一限位夹持口上的夹持卡块,所述第一收缩夹持机构还包括安装在所述下模板上的固定安装架,所述固定安装架上安装有螺纹调节柱,所述螺纹调节柱与所述固定安装架之间安装有转动限位机构,所述螺纹调节柱上安装有第一连接块,所述第一连接块上安装有多个第一连接杆,所述第一连接杆远离所述第一连接块的一端与所述夹持卡块连接。
5、在上述的一种上下模精确定位的压铸模具,所述转动限位机构包括安装在所述固定安装架上的限位转盘,所述限位转盘的外侧设有防滑面,所述转动限位机构还包括安装在所述螺纹调节柱上的转动安装套,所述转动安装套套设在所述限位转盘上,所述转动安装套上安装有螺纹抵触柱。
6、在上述的一种上下模精确定位的压铸模具,所述第一支撑抵触头包括安装在所述下模板上的螺旋调节杆,所述螺旋调节杆的延伸端上安装有水平抵触头。
7、在上述的一种上下模精确定位的压铸模具,所述收缩矫正机构包括多个安装在所述第一安装孔下方的限位安装套,所述限位安装套的内部安装有对接推杆,所述对接推杆与所述限位安装套之间安装有第一抵压弹簧,所述对接推杆的下方安装有联动支架,所述联动支架上安装有多个第二连接杆,所述收缩矫正机构还包括多个安装在所述限位滑轨上的收缩滑块,所述收缩滑块上安装有矫正抵触块,所述收缩滑块的底部与所述第二连接杆连接。
8、在上述的一种上下模精确定位的压铸模具,所述矫正抵触块的底部设有多个卡接抵触齿,所述矫正抵触块上安装有定位穿孔,所述矫正抵触块的侧部设有水平抵触面。
9、在上述的一种上下模精确定位的压铸模具,所述上模板的轴心位置设有第二安装腔室,所述第二安装腔室的内部设有数个第二限位夹持口,所述上模板上还安装有第二收缩夹持机构,所述第二收缩夹持机构与所述第一收缩夹持机构结构相同,所述上模板上设有数个第二安装孔,所述第二安装腔室的内部还安装有数个第二支撑抵触头,所述第二支撑抵触头与所述第一支撑抵触头结构相同。
10、在上述的一种上下模精确定位的压铸模具,所述预对接按压机构包括多个安装在所述第二安装孔中的对接套管,所述对接套管上安装有对接抵触架,所述对接抵触架与所述上模板之间安装有第二抵压弹簧,所述对接套管中安装有伸缩推压杆,所述伸缩推压杆上安装有安装推板,所述安装推板与所述上模板之间安装有第三抵压弹簧,所述安装推板上安装有数个按压抵触柱。
11、在上述的一种上下模精确定位的压铸模具,所述对接抵触架的轴心位置设有套装口,所述对接抵触架的侧部设有多个抵触面,所述抵触面上设有抵触安装槽,所述抵触安装槽中安装有矫正对接块,所述对接抵触架上还设有多个第三安装孔。
12、本发明相比较于现有技术的有益效果是:
13、通过移动设备带动预对接按压机构向下移动,预对接按压机构向下移动时会带动上模板同步移动,预对接按压机构与下模板抵触,同时预对接按压机构的对接端会套设在定模芯的外侧,进行初步的引导定位,移动设备继续下压预对接按压机构的抵触端会穿过下模板与收缩矫正机构抵触按压,收缩矫正机构被按压时,收缩矫正机构的收缩端会从四周对预对接按压机构进行定位挤压,预对接按压机构被挤压后即可有效的实现二次挤压定位,预对接按压机构被收缩矫正机构定位挤压时,上模板和动模芯同时被精准定位移动,动模芯被精准定位时会与定模芯完美贴合,动模芯和定模芯贴合时即可铸造,通过引导定位和挤压定位可有效的实现双重定位效果,可有效的提高模具铸造质量。
技术特征:
1.一种上下模精确定位的压铸模具,包括能自动对接定位的多段对接模具,其特征在于,所述多段对接模具由下模板和上模板组成,所述下模板和所述上模板的内部分别安装有定模芯和动模芯,所述下模板上安装有收缩矫正机构,所述上模板上安装有预对接按压机构。
2.如权利要求1所述的一种上下模精确定位的压铸模具,其特征在于,所述下模板的对接端安装有第一安装腔室,所述第一安装腔室的内部设有数个第一限位夹持口,所述第一安装腔室的内部安装有数个第一支撑抵触头,所述下模板上还安装有第一收缩夹持机构,所述下模板上设有数个第一安装孔,所述第一安装孔的内部安装有引导套,所述下模板上还设有数个限位滑轨。
3.如权利要求2所述的一种上下模精确定位的压铸模具,其特征在于,所述第一收缩夹持机构包括多个分布在所述第一限位夹持口上的夹持卡块,所述第一收缩夹持机构还包括安装在所述下模板上的固定安装架,所述固定安装架上安装有螺纹调节柱,所述螺纹调节柱与所述固定安装架之间安装有转动限位机构,所述螺纹调节柱上安装有第一连接块,所述第一连接块上安装有多个第一连接杆,所述第一连接杆远离所述第一连接块的一端与所述夹持卡块连接。
4.如权利要求3所述的一种上下模精确定位的压铸模具,其特征在于,所述转动限位机构包括安装在所述固定安装架上的限位转盘,所述限位转盘的外侧设有防滑面,所述转动限位机构还包括安装在所述螺纹调节柱上的转动安装套,所述转动安装套套设在所述限位转盘上,所述转动安装套上安装有螺纹抵触柱。
5.如权利要求2所述的一种上下模精确定位的压铸模具,其特征在于,所述第一支撑抵触头包括安装在所述下模板上的螺旋调节杆,所述螺旋调节杆的延伸端上安装有水平抵触头。
6.如权利要求2所述的一种上下模精确定位的压铸模具,其特征在于,所述收缩矫正机构包括多个安装在所述第一安装孔下方的限位安装套,所述限位安装套的内部安装有对接推杆,所述对接推杆与所述限位安装套之间安装有第一抵压弹簧,所述对接推杆的下方安装有联动支架,所述联动支架上安装有多个第二连接杆,所述收缩矫正机构还包括多个安装在所述限位滑轨上的收缩滑块,所述收缩滑块上安装有矫正抵触块,所述收缩滑块的底部与所述第二连接杆连接。
7.如权利要求6所述的一种上下模精确定位的压铸模具,其特征在于,所述矫正抵触块的底部设有多个卡接抵触齿,所述矫正抵触块上安装有定位穿孔,所述矫正抵触块的侧部设有水平抵触面。
8.如权利要求7所述的一种上下模精确定位的压铸模具,其特征在于,所述上模板的轴心位置设有第二安装腔室,所述第二安装腔室的内部设有数个第二限位夹持口,所述上模板上还安装有第二收缩夹持机构,所述第二收缩夹持机构与所述第一收缩夹持机构结构相同,所述上模板上设有数个第二安装孔,所述第二安装腔室的内部还安装有数个第二支撑抵触头,所述第二支撑抵触头与所述第一支撑抵触头结构相同。
9.如权利要求8所述的一种上下模精确定位的压铸模具,其特征在于,所述预对接按压机构包括多个安装在所述第二安装孔中的对接套管,所述对接套管上安装有对接抵触架,所述对接抵触架与所述上模板之间安装有第二抵压弹簧,所述对接套管中安装有伸缩推压杆,所述伸缩推压杆上安装有安装推板,所述安装推板与所述上模板之间安装有第三抵压弹簧,所述安装推板上安装有数个按压抵触柱。
10.如权利要求9所述的一种上下模精确定位的压铸模具,其特征在于,所述对接抵触架的轴心位置设有套装口,所述对接抵触架的侧部设有多个抵触面,所述抵触面上设有抵触安装槽,所述抵触安装槽中安装有矫正对接块,所述对接抵触架上还设有多个第三安装孔。
技术总结
本发明涉及压铸模具技术领域,具体是涉及一种上下模精确定位的压铸模具,包括能自动对接定位的多段对接模具,多段对接模具由下模板和上模板组成,下模板和上模板的内部分别安装有定模芯和动模芯,下模板上安装有收缩矫正机构,上模板上安装有预对接按压机构。本申请可有效的实现双重定位效果,可有效的提高模具铸造质量。
技术研发人员:张群峰,莫志好
受保护的技术使用者:宁波臻至机械模具有限公司
技术研发日:
技术公布日:2024/2/1
- 还没有人留言评论。精彩留言会获得点赞!