一种雨刮臂骨架结构用扁钢丝的制备方法及扁钢丝与流程
本发明涉及一种扁钢丝,属于金属复合材料领域,尤其涉及一种雨刮臂骨架结构用扁钢丝的制备方法及扁钢丝。
背景技术:
1、雨刮臂是汽车挡风玻璃雨刮系统中雨刷与摆动电机相连接的部件,雨刮臂部件对雨刮系统的使用性能、整体重量、寿命等有直接影响。随着汽车行业,尤其是新能源汽车的快速发展,作为雨刮系统主要结构部件的雨刮臂,越来越向着低成本、高使用寿命、轻量化方向发展,这就要求用作其骨架结构的材料,既要保证雨刮臂整体结构的强度,还要极佳的耐腐蚀性能、成本更低、重量更轻。
2、当前,雨刮臂用骨架结构材料,主要包括:不锈钢扁钢丝,表面无镀层;碳钢扁钢丝,表面有电镀锌涂层;
3、其中,不锈钢扁钢丝制成的雨刮臂用骨架结构材料,虽然耐腐蚀性能较好,但其综合成本过高,不利于雨刮臂向低成本方向发展的趋势;而表面有电镀锌涂层的碳钢扁钢丝骨架材料,是通过电沉积化学反应使中高碳钢表面附着一层锌金属膜,从而起到防止基体腐蚀的作用,但电镀的锌层与碳钢基体之间无过渡层保护,镀层附着力不强,在使用时,锌层易脱落,碳钢基体会直接暴露于空气中,导致被腐蚀,严重影响使用寿命。
4、为此,现有技术中提出在碳钢表面热镀锌涂层的设计。雨刮臂用骨架结构材料,其对应的镀锌用圆钢丝直径范围一般是7.0mm-9.0mm,但依据当前传统的热浸镀方法,要获得表面稳定致密、不漏镀、光滑无毛刺的镀层,浸液时间需要20—30秒,形成的热镀层厚度>48um。上述镀层明显过厚,而镀层的塑性特别是延展性能均不如钢丝基体,导致在轧制成形或扁钢丝折弯加工时,随着加工时变形量的加大,就容易产生锌层爆裂或脱落的现象,严重影响产品的外观与耐腐蚀性能。
5、公开该背景技术部分的信息仅仅旨在增加对本技术的总体背景的理解,而不应当被视为承认或以任何形式暗示该信息构成已为本领域一般技术人员所公知的现有技术。
技术实现思路
1、本发明的目的是克服现有技术中存在的热镀层厚度较厚,变形加工易破损的缺陷与问题,提供一种热镀层厚度较薄,变形加工不易爆裂或脱落的雨刮臂骨架结构用扁钢丝的制备方法及扁钢丝。
2、为实现以上目的,本发明的技术解决方案是:一种雨刮臂骨架结构用扁钢丝的制备方法,所述制备方法包括以下步骤:
3、第一步:先选定相应直径的圆钢丝,再对圆钢丝进行表面处理,以得到光亮圆钢丝,然后在还原性气氛中对光亮圆钢丝进行预热,再在还原性气氛保护中将预热后的圆钢丝浸入熔融的锌液中,对圆钢丝进行第一次浸镀以在圆钢丝的外部依次包裹锌铁合金过渡层、纯锌镀层,第一次浸镀的时间为2.5—5秒,再对浸镀后的圆钢丝用常温水进行第一次冷却;
4、第二步:先用圆形孔腔模具对上述冷却后的圆钢丝进行拉拔,以获得所需直径的细圆钢丝,再对细圆钢丝进行连续轧制,以获得所需尺寸的扁钢丝。
5、所述第一步中,所述锌铁合金过渡层的厚度﹤10um,纯锌镀层的厚度﹤20um。
6、所述第一步中,所述预热的温度为450—460℃,所述锌液的温度为450—460℃。
7、所述第一步中,在第一次冷却结束后,先将带有锌铁合金过渡层、纯锌镀层的圆钢丝浸入熔融的锌铝合金液中以进行第二次浸镀,从而在圆钢丝的外部依次包裹锌铁合金过渡层、锌铝合金镀层,第二次浸镀的时间为2.5—5秒,再对浸镀后的圆钢丝用常温水进行第二次冷却;
8、所述第二步中,所述上述冷却后的圆钢丝是指第二次冷却后的圆钢丝。
9、所述第一步中,所述锌铝合金液的温度为450—460℃,锌铝合金液中铝的质量百分比浓度为5%—10%,其余为锌。
10、所述第一次浸镀、第二次浸镀结束后,均先用99.99%的高纯氮气对出锌液或出锌铝合金液后的圆钢丝的表面进行抹拭,再用常温水快速冷却,以将圆钢丝的温度冷却至80—120℃。
11、所述第一步中,所述锌铁合金过渡层的厚度﹤10um,锌铝合金镀层的厚度﹤20um。
12、所述第一步中,所述相应直径的圆钢丝的金相组织为索氏体结构,且索氏体化率﹥95%,抗拉强度为800—900mpa。
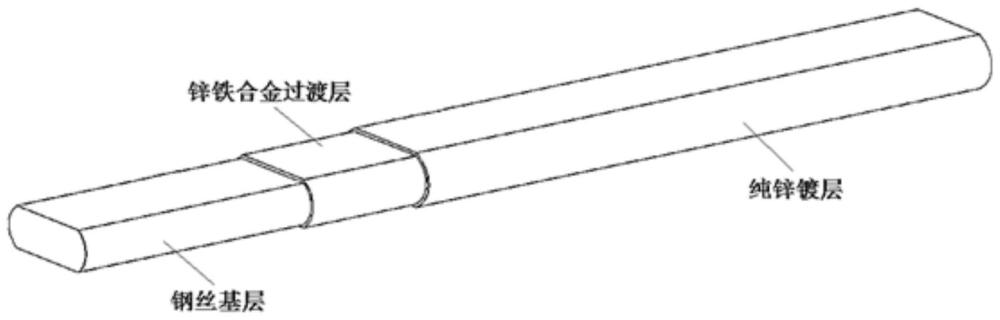
13、一种扁钢丝,所述扁钢丝采取上述的制备方法制作而成,所述扁钢丝为层状结构,由内至外依次包括钢丝基层、锌铁合金过渡层、纯锌镀层。
14、一种扁钢丝,所述扁钢丝采取上述的制备方法制作而成,所述扁钢丝为层状结构,由内至外依次包括钢丝基层、锌铁合金过渡层、锌铝合金镀层。
15、与现有技术相比,本发明的有益效果为:
16、1、本发明一种雨刮臂骨架结构用扁钢丝的制备方法及扁钢丝中,先选定相应直径的圆钢丝,再对圆钢丝进行表面处理,以得到光亮圆钢丝,然后在还原性气氛中对光亮圆钢丝进行预热(优选为3—4秒),再在还原性气氛保护中将预热后的圆钢丝浸入熔融的锌液中,然后由锌液对圆钢丝进行第一次浸镀以在圆钢丝的外部依次包裹锌铁合金过渡层、纯锌镀层,第一次浸镀的时间为2.5—5秒,再在冷却后依次进行拉拔、轧制,以获得所需尺寸的扁钢丝;该设计的优点包括:
17、第一点:本设计在2.5—5秒内就能完成热镀,生成表面稳定致密、不漏镀、光滑无毛刺的镀层,整个热镀时间大大减少,利于获得厚度较薄的镀层,如锌铁合金过渡层的厚度﹤10um,纯锌镀层的厚度﹤20um,从而使得在后续的变形加工过程中,如轧制成形,以及扁钢丝成形后继续进行的诸如折弯加工等多种加工工序中,不会因镀层较厚而发生破损;
18、第二点:本设计在2.5—5秒内就能完成热镀,时间很短,还能避免圆钢丝表面的铁元素大量扩散到锌液中,形成金属间化合物沉入锌锅底部,形成锌渣,使得锌渣量显著减少,有利于降低生产成本,并符合绿色环保低碳的发展要求;
19、第三点:本设计中的圆钢丝在预热后,其温度与锌液的温度相近,能加快锌、铁之间的反应速率,较快的生成锌铁合金过渡层,从而减少总的浸镀时间;
20、第四点:本设计中的圆钢丝在浸镀时,圆钢丝的状态为光亮,该技术限定代表圆钢丝表面既无氧化,也无脏污物、灰尘等杂质,确保一浸入锌锅,锌、铁两种元素就能直接接触反应,无干扰存在,更有利于快速生成锌铁合金过渡层,从而减少总的浸镀时间;
21、因此,本发明不仅热镀时间较短,而且热镀层厚度较薄,可保证后续变形加工过程中镀层不易爆裂或脱落,有利于降低生产成本、提高产品的耐腐蚀性能继而增加使用寿命。
22、2、本发明一种雨刮臂骨架结构用扁钢丝的制备方法及扁钢丝中,在对圆钢丝进行预热,以及预热后进入锌液之前的整个过程中,都采取还原性气氛(如氢气或一氧化碳)对圆钢丝进行保护,该设计的优点包括:
23、第一点:能够避免圆钢丝在预热及预热后进入锌液前表面生成氧化皮等杂质,降低圆钢丝表面光亮程度,导致热镀效果不佳;
24、第二点:若表面处理后的圆钢丝存在残余的氧化皮未去除干净,则还原性气体可使这些残余氧化皮变成单质铁元素,对热镀工艺极其有利,利于生成高质量的热镀涂层;
25、因此,本发明不仅能保持圆钢丝表面的光亮程度,而且利于高质量热镀涂层的生成。
26、3、本发明一种雨刮臂骨架结构用扁钢丝的制备方法及扁钢丝中,所述相应直径的圆钢丝的金相组织为索氏体结构,且索氏体化率﹥95%,抗拉强度为800—900mpa,该设计能够确保圆钢丝基本的机械强度,以支撑后续拉拔、轧制的顺利进行,从而达到成品的力学性能要求。此外,同时限定索氏体化率、抗拉强度还能提升检测效率——金相组织为索氏体结构且索氏体化率﹥95%,对应的圆钢丝强度范围基本就在800—900mpa,相对而言,金相组织检测的时间较长,在实际生产过程中,检验圆钢丝的抗拉强度更为便捷,检测效率大大提高。因此,本发明能确保扁钢丝的机械强度,使其顺利被生产。
27、4、本发明一种雨刮臂骨架结构用扁钢丝的制备方法及扁钢丝中,最终制作出的扁钢丝有两种,都为层状结构,一种由内至外依次包括钢丝基层、锌铁合金过渡层、纯锌镀层,另一种由内至外依次包括钢丝基层、锌铁合金过渡层、锌铝合金镀层,无论哪一种,都具备多层防护,都能提升产品的耐腐蚀性能,尤其与电镀层相比,本发明采用的热镀层的镀层致密且结合力较强,更不易破碎或脱落,耐腐蚀的寿命更长,性能更佳。因此,本发明的耐腐蚀性能较好。
- 还没有人留言评论。精彩留言会获得点赞!