一种金属铸件浇注成型方法与流程
本发明涉及金属浇铸加工,具体而言,涉及一种金属铸件浇注成型方法。
背景技术:
1、目前的金属砂箱浇铸一般的工艺包括预制蜡型或其他材质的模型,将预制模型埋砂保留浇口,之后将熔融金属浇注进浇口,等待铸件冷却完成后,将铸件进行后续的热处理工序。这种较为成熟的金属浇铸成型方式存在一定的问题,具体体现在:
2、由于铸件在埋砂中冷却,冷却后铸件硬度达不到标准需求,因此需要进行后续的热处理提升硬度,拖慢了工序延长了成品周期,增加了时间成本。
3、综上所述,现有金属埋砂浇铸存在需要增加后续的热处理,因此工艺耗时成本高的技术问题。
技术实现思路
1、本发明要解决的技术问题是现有金属埋砂浇铸存在需要增加后续的热处理,因此工艺耗时成本高的技术问题。
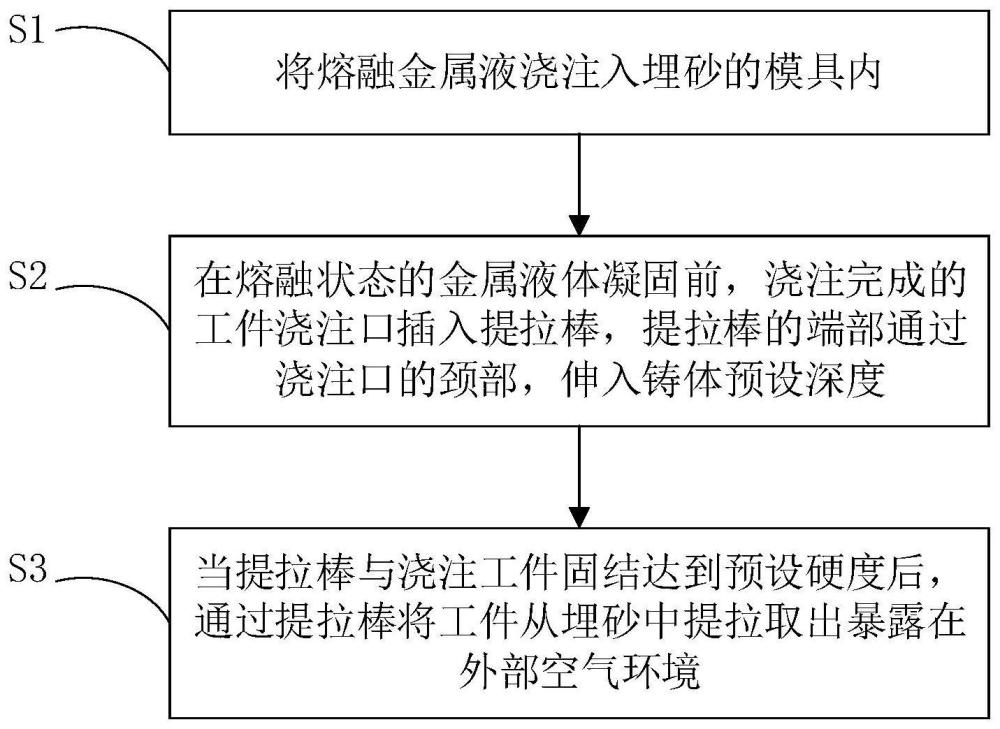
2、为解决上述问题,本发明提供了一种金属铸件浇注成型方法,包括:将熔融金属液浇注入埋砂的模具内;在熔融状态的金属液体凝固前,浇注完成的工件浇注口插入提拉棒,所述提拉棒的端部通过浇注口的颈部,伸入铸体预设深度;当所述提拉棒与浇注工件固结达到预设硬度后,通过提拉棒将工件从埋砂中提拉取出暴露在外部空气环境。
3、本发明提供的这种新型金属铸件浇注成型方法对传统工艺进行优化,在将熔融金属浇铸进埋砂的模型后,从浇铸口位置插入提拉棒,在铸体冷却进行过程中、当提拉棒与铸体固结至合格硬度后,直接通过提拉棒将铸体从埋砂中提拉取出,令铸体在空气中冷却降温,大大提升了铸体的冷却速率,从而有效提升了铸体的硬度,相对埋砂冷却硬度得到了较大的提升,能够满足铸件的硬度基本要求,从而无需再通过冷却后进行二次热处理提升铸件硬度,该方法通过工艺改进不仅减少了工序耗时,也直接通过工艺优化替代了原先的铸件热处理,相应也免除了热处理所需的场地时间及设备成本,有效解决了现有金属埋砂浇铸存在需要增加后续的热处理,因此工艺耗时成本高的技术问题。
4、作为优选的方案,所述提拉棒为直径范围在7mm-15mm范围内的金属棒。优化提拉棒的设计,保证提拉棒强度,保证工序实施效果。
5、作为优选的方案,所述提拉棒在其暴露于空气的一端设置有钩状结构,用于方便对接提拉。进一步优化提拉棒的结构设计,方便提拉动作的实施控制。
6、作为优选的方案,所述提拉棒为直径范围在10mm-12mm范围内的钢筋棒料。进一步优化提拉棒设计,选用10mm-12mm钢筋棒料在保证提拉实施有效性基础上,保证取材的成本较低。
7、作为优选的方案,所述当所述提拉棒与浇注工件固结达到预设硬度后,通过提拉棒将工件从埋砂中提拉取出暴露在外部空气环境,包括:
8、插入所述提拉棒后冷却20min-30min,待提拉棒与浇注工件固结达到预设硬度。优化工艺的控制实施,较为准确的控制提拉棒插入后的冷却时间,保证提拉棒与铸体之间的固结,同时也避免冷却时间过长造成硬度无法达到要求。
9、作为优选的方案,所述提拉棒的端部通过浇注口的颈部,包括:
10、将所述提拉棒穿过所述浇注口颈部的中心区域。优化插入提拉棒的工艺操作,优化提拉棒插入位置保证其与铸体之间的连接位置容易达到受力平衡,保证提拉过程中提拉棒不易与铸体脱离。
11、作为优选的方案,还包括经过浇铸后在砂箱内达到预设温度后,更换砂箱使用温度较低的砂箱进行浇铸工序。优化工艺设计,设置可轮替的砂箱,避免砂箱温度过高,避免等待砂箱单独冷却的情况。
技术特征:
1.一种金属铸件浇注成型方法,其特征在于,包括:
2.根据权利要求1所述的金属铸件浇注成型方法,其特征在于,所述提拉棒(1)为直径范围在7mm-15mm范围内的金属棒。
3.根据权利要求2所述的金属铸件浇注成型方法,其特征在于,所述提拉棒(1)在其暴露于空气的一端设置有钩状结构(4),用于方便对接提拉。
4.根据权利要求3所述的金属铸件浇注成型方法,其特征在于,所述提拉棒(1)为直径范围在10mm-12mm范围内的钢筋棒料。
5.根据权利要求1-4任一项所述的金属铸件浇注成型方法,其特征在于,所述当所述提拉棒(1)与浇注工件固结达到预设硬度后,通过提拉棒(1)将工件从埋砂中提拉取出暴露在外部空气环境,包括:
6.根据权利要求5所述的金属铸件浇注成型方法,其特征在于,所述提拉棒(1)的端部通过浇注口(2)的颈部,包括:
7.根据权利要求6所述的金属铸件浇注成型方法,其特征在于,还包括经过浇铸后在砂箱内达到预设温度后,更换砂箱使用温度较低的砂箱进行浇铸工序。
技术总结
本发明提供了一种金属铸件浇注成型方法,包括:将熔融金属液浇注入埋砂的模具内;在熔融状态的金属液体凝固前,浇注完成的工件浇注口插入提拉棒,提拉棒的端部通过浇注口的颈部,伸入铸体预设深度;当提拉棒与浇注工件固结达到预设硬度后,通过提拉棒将工件从埋砂中提拉取出暴露在外部空气环境,在将熔融金属浇铸进埋砂的模型后,从浇铸口位置插入提拉棒,在铸体冷却进行过程中、当提拉棒与铸体固结至合格硬度后,直接通过提拉棒将铸体从埋砂中提拉取出,令铸体在空气中冷却降温,大大提升了铸体的冷却速率,从而有效提升了铸体的硬度,相对埋砂冷却硬度得到了较大的提升,能够满足铸件的硬度基本要求,无需再通过二次热处理提升铸件硬度。
技术研发人员:赵晓航,王亚伟
受保护的技术使用者:宁波致业机械部件有限公司
技术研发日:
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!