一种钻夹头爪夹的加工磨削装置的制作方法
本发明属于爪夹加工设备,特别是一种钻夹头爪夹的加工磨削装置。
背景技术:
1、钻夹头具有三个爪夹,爪夹的里侧前部具有用于夹持的刃,夹爪的外侧后部具有螺纹,传统的爪夹一般放置在普通车床上进行外螺纹加工。
2、中国专利网公开了一种钻夹头夹爪外螺纹加工装置【申请公布号:cn104668668a】,包括工件盘,工件盘由驱动装置驱动而能转动,沿工件盘的周边设置多个夹爪位,使夹爪能螺纹加工面处在外侧地放在夹爪位中;螺纹加工刀具安装机构用于安装螺纹加工刀,对放在夹爪位上的夹爪加工外螺纹,滑台连接有弹性机构,靠模由驱动装置驱动而能转动,靠模上设有多个控制面,控制面中线与夹爪位的中线相位相同,靠模和工件盘为等角度度转动,靠模靠紧在靠模抵触件上,靠模安装在滑台上,滑台由转动的靠模和靠模抵触件的配合以及弹性机构作用而前后滑动,工件盘和螺纹加工刀具的其中之一安装在滑台上,其中之另一安装在滑台外,工件盘上的夹爪位的形状对应夹爪内侧面且具有夹爪头插槽,使放置其上的夹爪与工件盘的夹角与夹爪和钻夹头中心线的夹角相等。
3、上述的钻夹头夹爪外螺纹加工装置存在以下缺陷:工件盘上具有若干个夹爪位,上述的装置中并无将夹爪依次插入至工件盘上的自动上料机构,因此只能采用人工上料,夹爪头插槽的形状是与夹爪的头部形状相匹配的,工人将夹爪从外向内插入至夹爪位内的过程中,必须调整夹爪头的朝向,保证夹爪头刚好插设在夹爪头插槽内,这种夹爪的上料效率十分低下,严重影响对夹爪的外螺纹加工效率。
技术实现思路
1、本发明的目的是针对现有的技术存在上述问题,提出了一种钻夹头爪夹的加工磨削装置,本发明所要解决的技术问题是:如何解决现有钻夹头爪夹的加工磨削装置加工过程中爪夹上料效率低的问题。
2、本发明的目的可通过下列技术方案来实现:
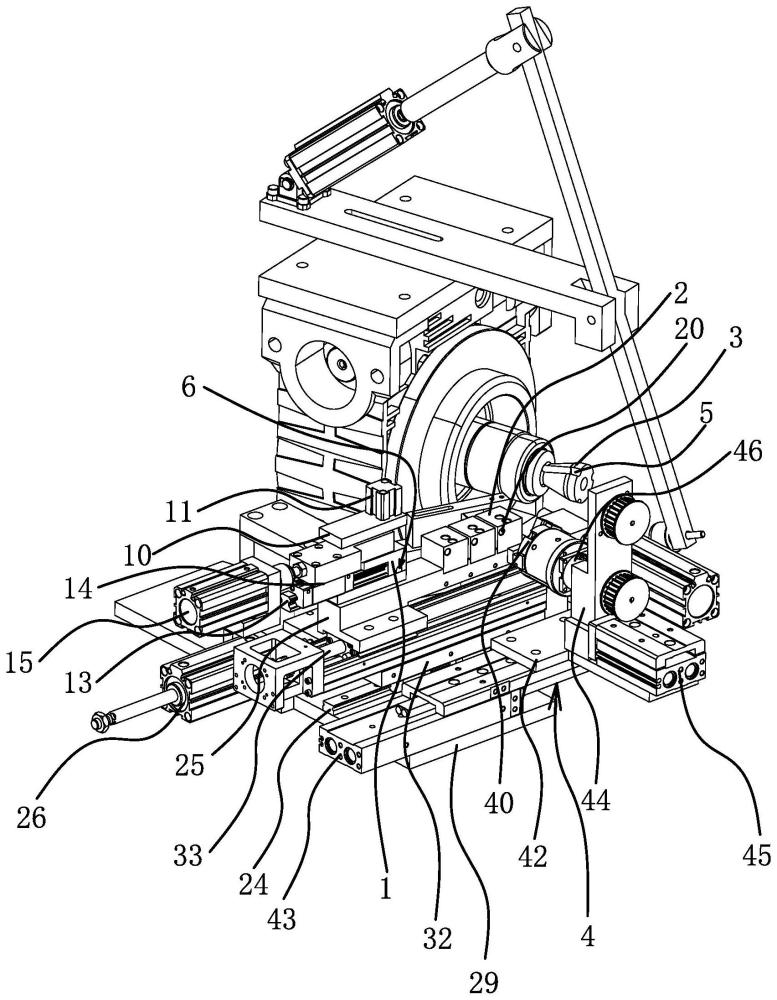
3、一种钻夹头爪夹的加工磨削装置,包括工作台和位于工作台一侧且具有装夹槽的装夹座,所述工作台上设置有上料座、定位座和机械夹爪机构,其特征在于,所述上料座具有上料槽,所述上料座的上方具有沿竖向移动并且一端能够伸至上料槽内的限位杆;所述机械夹爪机构位于上料槽出料口的一侧并能够沿横向,所述机械夹爪机构包括能够沿纵向移动以及能够周向转动的机械夹爪;所述定位座位于上料座的后侧并能够沿横向移动,所述定位座具有定位孔,所述定位座内设置有沿定位孔的径向移动的定位销,所述定位销具有伸至定位孔内并能对工件周向限位的剪口端;所述装夹座位于定位座的后侧,本加工磨削装置还包括顶推杆,所述顶推杆能够沿纵向移动并一端插入至定位孔内。
4、在实际加工过程中,可在装置旁单独配置一个爪夹上料机构,例如震动上料盘,通过在工作台上设置有上料座、定位座和机械夹爪机构,爪夹上料机构将爪夹送入至上料座的上料槽内,当爪夹位于上料槽内后,爪夹的爪头朝向上料槽的进料口,即爪夹具有刃的一端朝向上料槽的进料口,爪夹的另一端伸出上料槽的出料口,机械夹爪机构沿横向移动至与爪夹相对的位置,机械夹爪沿纵向移动靠近爪夹,机械夹爪夹持住爪夹的端部,机械夹爪带动爪夹在上料槽内周向转动,与此同时,限位杆向下移动使得限位杆的下端伸至上料槽内,爪夹的爪头具有斜面,当爪夹转动至斜面与限位杆相抵靠时,限位杆限制爪夹的转动,此时机械夹爪相对于爪夹周向转动,爪夹不动。当机械夹爪停止转动后,机械爪夹沿纵向移动后退,机械夹爪夹紧爪夹并将爪夹从上料槽内拔出,接着机械夹爪机构沿横向移动,使得爪夹移动至与定位孔相对的位置,然后机械爪夹沿纵向移动将爪夹插入到定位孔内,此时爪夹的爪头朝向刚好与定位销的剪口端的朝向相契合,爪夹的爪头插入到剪口端内,现有的爪夹的爪头均具有三角面,三角面与剪口端的端面相贴合,进而爪夹在定位孔内通过剪口端被周向定位,爪夹在定位孔内无法转动,然后定位座沿横向移动使得定位孔与装夹槽同轴线设置,顶推杆沿纵向移动使得顶推杆的一端插入到定位孔内,推送定位孔内的爪夹使其插入到装夹槽内,爪夹脱离定位孔的过程中,由于定位销能够沿定位孔的径向移动,使得爪夹能够顶开定位销并穿出定位孔。
5、本结构通过在上料槽内调整爪夹的朝向,所有爪夹从上料槽内被拔出后,所有爪夹的爪头朝向是唯一和一致的,爪夹的朝向与定位孔和装夹槽刚好相契合,使爪夹插入到定位孔或装夹槽内后,爪夹均不会发生周向转动,保证爪夹在转送过程中的朝向一致性,实现爪夹的自动化上料,显著提高了爪夹的上料效率,同时也提高了对爪夹的外螺纹加工效率。
6、剪口端的端部为与三角面配合的定位面,通过爪夹的爪头的三角面与定位面贴合,实现爪夹在定位座内的周向定位。
7、在上述的一种钻夹头爪夹的加工磨削装置中,本加工磨削装置包括安装座,所述安装座上固定有气缸一,所述上料座的上表面开设有连通上料槽的通孔,所述通孔与上料槽相连通的一端靠近上料槽的进料口,所述气缸一的活塞杆与限位杆的上端连接,所述限位杆的下端穿设在通孔内。
8、通过将限位杆沿竖向穿设在通孔内,气缸一驱动限位杆沿竖向移动,通孔与上料槽相连通的一端靠近上料槽的进料口的设置,当限位杆的下端伸至上料槽内后,限位杆的下端刚好与对应爪夹的爪头位置,使得爪夹在转动的过程中方便对爪夹进行限位。
9、在上述的一种钻夹头爪夹的加工磨削装置中,本加工磨削装置包括导轨一、沿横向滑动设置在导轨一上的滑块一和驱动滑块一滑动的气缸二,所述安装座固定在滑块一,所述上料座固定在安装座上。
10、该结构的设置,使得气缸二驱动滑块一沿横向往复移动,安装座、气缸一和上料座随滑块一同步沿横向往复移动,提升了加工磨削装置使用的便捷性和稳定性。
11、在上述的一种钻夹头爪夹的加工磨削装置中,所述定位孔沿纵向设置,所述定位座内具有沿横向设置的安装孔,所述安装孔的一端与定位孔相连通,所述定位销滑动设置在安装孔内,所述安装孔内设置有使定位销具有朝定位孔方向滑动趋势的弹簧。
12、定位销在弹簧的作用下使得定位销的剪口端位于定位孔内,当爪夹从外部插入到定位孔内的过程中,爪夹的爪头将定位销往外顶,此时定位销克服弹簧的作用力朝安装孔内方向退,爪夹的爪头与剪口端相契合,定位销又在弹簧的作用下顶紧在爪夹的爪头,在一定程度上对定位孔内的爪夹实现轴向的定位,同时爪夹在剪口端的作用下又被周向定位,进而保证爪夹在转送的过程中不发生转动和窜动。
13、在上述的一种钻夹头爪夹的加工磨削装置中,所述机械夹爪机构包括沿横向滑动设置的滑块二、驱动滑块二滑动的气缸三、沿纵向滑动设置在滑块二上的底座一、固定在滑块二上驱动底座一滑动的气缸四和设置在底座一上的转轴,所述机械夹爪安装在转轴上。
14、通过气缸三驱动滑块二沿横向滑动,进而带动机械夹爪机构沿横向滑动,气缸四驱动底座一沿纵向滑动,进而带动机械夹爪沿纵向移动,机械夹爪设置在转轴一上,可通过在底座一上设置驱动件,例如电机和皮带传动机构来带动转轴一转动,进而带动机械夹爪转动。
15、在上述的一种钻夹头爪夹的加工磨削装置中,本加工磨削装置还包括位于定位座与顶推杆之间的导向块,所述导向块朝向定位座的一侧具有呈圆弧形的导向面。
16、该结构的设置,使得当爪夹插入到定位孔内后,爪夹的爪头与剪口端相契合,爪夹的另一端位于定位孔外,定位座朝装夹座方向移动的过程中,导向面与爪夹的端部相抵靠,在导向面的作用下,爪夹被进一步稍稍顶进定位孔内,使得爪夹的爪头朝定位孔的端口移动,定位销的剪口端夹持在夹爪的外周面上,进而方便下一步顶推杆直接将爪夹从定位孔内向外顶出。
17、在上述的一种钻夹头爪夹的加工磨削装置中,本加工磨削装置还包括减速器,所述减速器具有输出轴,所述装夹座固定在输出轴上,所述装夹座具有呈柱形的安装部,所述安装部的外侧壁上沿其轴向开设有所述的装夹槽,所述装夹槽具有至少三个并且所有装夹槽沿安装部的周向间隔设置,所述装夹槽的内端具有呈扇形的限位凸台。
18、通过限位凸台的形状与爪夹的爪头相契合,当爪夹插设在装夹槽内后,爪夹的夹头刚好与限位凸台的扇形缺口相契合,实现爪夹在装夹槽内的周向定位。
19、在上述的一种钻夹头爪夹的加工磨削装置中,所述定位座具有至少三个,所述定位座的个数与装夹槽的个数相同,所有定位座沿横向间隔设置。通过本结构的设置,定位座的个数与装夹槽的个数相同,使得能够转运的爪夹的数目能够填满所有装夹槽。
20、在上述的一种钻夹头爪夹的加工磨削装置中,本加工磨削装置还包括压块和设置在减速器上的底座二、铰接在底座二上的气缸五和中部铰接在底座二上的摆杆,所述气缸五的活塞杆的端部与摆杆的上端铰接,所述压块安装在摆杆的下端,当摆杆向一侧摆动时,所述压块的端面能够压在装夹座上的爪夹的外端。
21、该结构的设置,使得当所有装夹槽内均装满爪夹后,所有爪夹的一端均位于装夹槽外,气缸五驱动摆杆摆动,摆杆摆动后带动压块移动使得压块的端面压在所有爪夹的外端,实现爪夹沿轴向的定位,避免在加工过程中爪夹发生轴向窜动。
22、在上述的一种钻夹头爪夹的加工磨削装置中,所述安装部的外端面上开设有定位槽,所述压块的中部具有能够插设在定位槽内的定位柱,所述压块具有用于压在爪夹外端的压紧面,该压紧面为向内凹陷的圆锥面。
23、该结构的设置,使得压紧面的外边沿压在所有爪夹的外端面上,而压紧面为向内凹陷的圆锥面,使得压紧面与安装部的外端面不接触,使得压块与安装部之间不产生摩擦力,压块与爪夹接触的部位为线接触,在对爪夹进行外螺纹加工的过程中,装夹座转动,压块与爪夹之间的摩擦力较小,一方面降低爪夹端部的磨损,另一方面使得在压块在压紧所有爪夹的过程中又不影响装夹座的转动。
24、与现有技术相比,本发明的钻夹头爪夹的加工磨削装置具有的优点:本结构通过在上料槽内调整爪夹的朝向,所有爪夹从上料槽内被拔出后,所有爪夹的朝向是唯一和一致的,爪夹的朝向与定位孔和装夹槽刚好相契合,使爪夹插入到定位孔或装夹槽内后,爪夹均不会发生周向转动,保证爪夹在转送过程中的朝向一致性,实现爪夹的自动化上料,显著提高了爪夹的上料效率,同时也提高了对爪夹的外螺纹加工效率。
- 还没有人留言评论。精彩留言会获得点赞!