一种齿轮铸造砂芯的制作方法
本技术涉及金属加工,具体涉及一种齿轮铸造砂芯。
背景技术:
1、传统的齿轮一般是通过机加工工艺制造而成,生产成本相对较高,且效率低下。为了改善传统机加工工艺存在的缺陷,一些齿轮生产厂家开始采用铸造工艺加工齿轮,通过铸造工艺,能够极大的提高尺寸生产的效率,在铸造时,将砂粒支撑砂芯,向砂芯的浇口浇注铁液,由于齿轮的外形轮廓曲线较多,尤其是齿轮周缘的齿形部分造型复杂,铁液在金属砂芯的型腔后,需要及时快速的将型腔内的空气排出,如排气不及时,则会影响齿轮齿形部分的成型。
技术实现思路
1、针对现有技术的不足,本实用新型的目的旨在于提供一种齿轮铸造砂芯,其能够使的型腔内部的空气快速及时的排出,确保齿轮周缘齿形部分具有较佳的成型效果。
2、为实现上述目的,本实用新型采用如下技术方案:
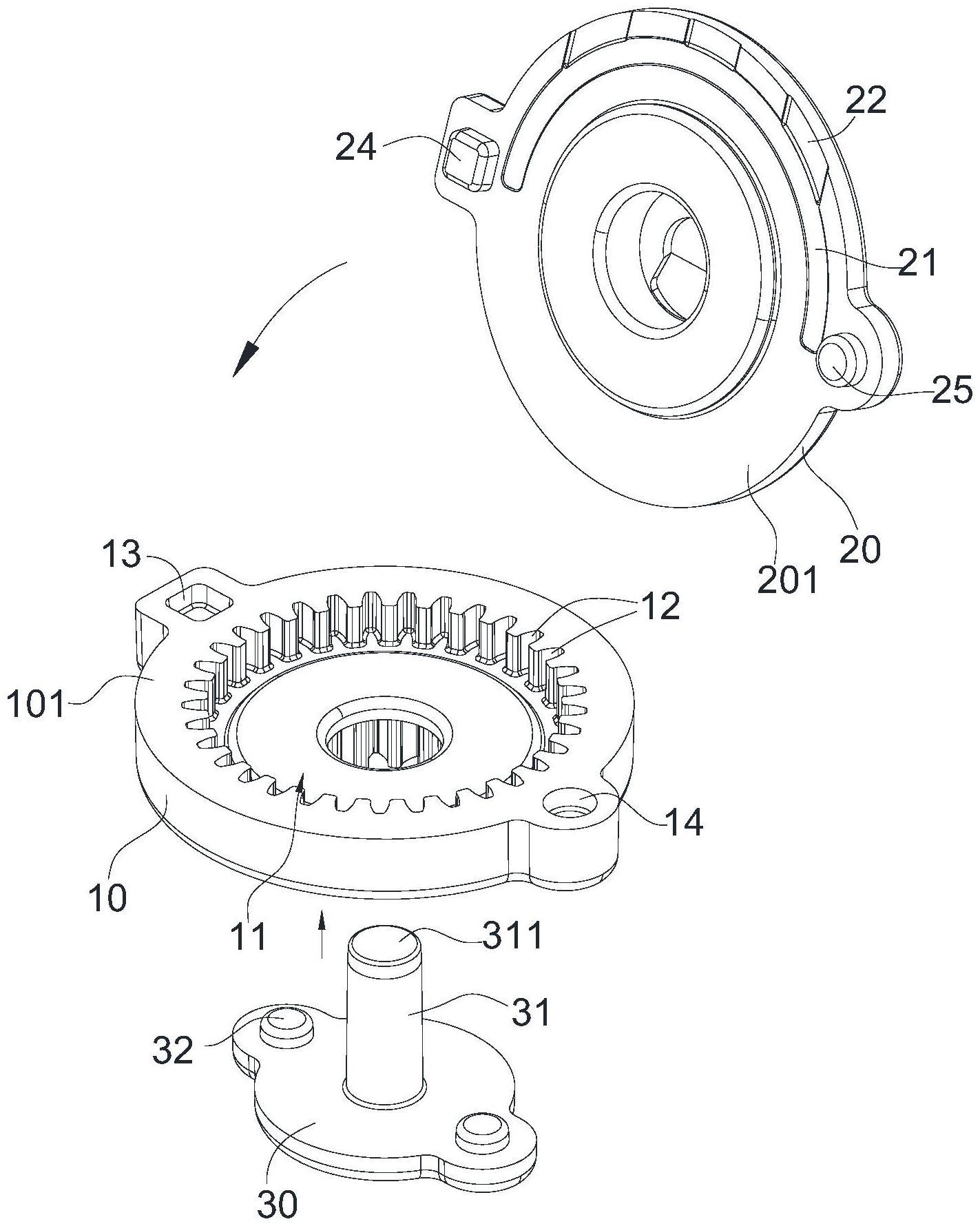
3、一种齿轮铸造砂芯,包括上模和下模;
4、上模的底面形成上模面,下模的顶面形成下模面;
5、下模面上设置有一向下凹陷且呈圆形的凹槽,凹槽外缘面上排列有多个与齿轮的齿形状一致的齿槽,齿槽的上端部延伸至下模面;
6、上模面上设置有一弧形的导流槽、以及多个由导流槽的外缘延伸至上模面边缘的排气槽,导流槽的内缘横跨多个连续排列的齿槽上方,且导流槽的内缘在下模面上的投影位于凹槽外缘面和多个连续排列的齿槽外边缘之间;
7、上模的顶面上设置有向下延伸并连通凹槽中部的浇口。
8、上模面和下模面通过粘接的方式固定连接在一起。
9、导流槽的弧形的圆心与凹槽的圆心重合,且导流槽弧形的弧度为110~180°。
10、浇口位于上模中部背离导流槽的一侧。
11、下模面上设置有两个第一定位件,两第一定位件相对设置且分别位于凹槽的两侧,上模面上设置有两个第二定位件,两第二定位件分别与两第一定位件对应,相互对应的第一定位件和第二定位件以相互插接的方式配合。
12、第一定位件为设置在下模面上的定位槽,第二定位件为设置在上模面上的定位凸块。
13、该齿轮铸造砂芯还包括位于下模下方的底板,底板的上表面固定在下模的底面上;底板上突出的设置有一凸柱,凸柱穿接在下模的中部。
14、凸柱向上穿过下模后且凸柱的顶面延伸至浇口处,凸柱的顶面覆盖浇口靠近导流槽的一部分。
15、底板的上表面设置有两个凸台,两凸台分别位于凸柱的两侧,下模的底面上设置有两个卡槽,两凸台分别插接在两卡槽内。
16、本实用新型的有益效果在于:
17、本实用新型中,由于是利用砂芯内部与齿轮的齿匹配的多个齿槽均匀的将空气排至导流槽中,空气从多个齿槽排出后在导流槽中汇流,然后再经由多个排气槽排出至制造砂芯外部,如此即可将型腔内部的空气快速、及时的排出,确保齿轮周缘齿形部分具有较佳的成型效果。
技术特征:
1.一种齿轮铸造砂芯,其特征在于,包括上模和下模;
2.如权利要求1所述的齿轮铸造砂芯,其特征在于,上模面和下模面通过粘接的方式固定连接在一起。
3.如权利要求1所述的齿轮铸造砂芯,其特征在于,导流槽的弧形的圆心与凹槽的圆心重合,且导流槽弧形的弧度为110~180°。
4.如权利要求3所述的齿轮铸造砂芯,其特征在于,浇口位于上模中部背离导流槽的一侧。
5.如权利要求1所述的齿轮铸造砂芯,其特征在于,下模面上设置有两个第一定位件,两第一定位件相对设置且分别位于凹槽的两侧,上模面上设置有两个第二定位件,两第二定位件分别与两第一定位件对应,相互对应的第一定位件和第二定位件以相互插接的方式配合。
6.如权利要求5所述的齿轮铸造砂芯,其特征在于,第一定位件为设置在下模面上的定位槽,第二定位件为设置在上模面上的定位凸块。
7.如权利要求1所述的齿轮铸造砂芯,其特征在于,该齿轮铸造砂芯还包括位于下模下方的底板,底板的上表面固定在下模的底面上;底板上突出的设置有一凸柱,凸柱穿接在下模的中部。
8.如权利要求7所述的齿轮铸造砂芯,其特征在于,凸柱向上穿过下模后且凸柱的顶面延伸至浇口处,凸柱的顶面覆盖浇口靠近导流槽的一部分。
9.如权利要求7所述的齿轮铸造砂芯,其特征在于,底板的上表面设置有两个凸台,两凸台分别位于凸柱的两侧,下模的底面上设置有两个卡槽,两凸台分别插接在两卡槽内。
技术总结
一种齿轮铸造砂芯,包括上模和下模;上模的底面形成上模面,下模的顶面形成下模面;下模面上设置有一向下凹陷且呈圆形的凹槽,凹槽外缘面上排列有多个与齿轮的齿形状一致的齿槽,齿槽的上端部延伸至下模面;上模面上设置有一弧形的导流槽、以及多个由导流槽的外缘延伸至上模面边缘的排气槽,导流槽的内缘横跨多个连续排列的齿槽上方,且导流槽的内缘在下模面上的投影位于凹槽外缘面和多个连续排列的齿槽外边缘之间;上模的顶面上设置有向下延伸并连通凹槽中部的浇口。本技术可将型腔内部的空气快速、及时的排出,确保齿轮周缘齿形部分具有较佳的成型效果。
技术研发人员:吴志强,曹承均,梁伟兴,孙立兴
受保护的技术使用者:广东富华铸锻有限公司
技术研发日:20230104
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!