一种扰流板自动打磨系统的制作方法
本技术属于汽车扰流板,具体涉及一种扰流板自动打磨系统。
背景技术:
1、扰流板作为汽车的最外层饰件和保护件,其外观的流线特性和光滑性要求较高。一般汽车扰流板是一次注塑成型产品,需要对注塑浇口进行切割和打磨后方能打包发货。
2、传统打磨操作由人工进行,也有采用机械臂进行自动打磨操作的设施,但该类设施一般是单头单速,即只有一个打磨头,粗砂纸打磨结束后,需要人工更换细砂纸,再次精打磨;且传统气路控制转速只有一档,另一方面打磨力不均衡,多数扰流板经检测后还需要人工打磨修整。总体而言,现有的扰流板打磨系统使用过程较为复杂,产品有一定批量缺陷比例,且费时费力,效率不高。
技术实现思路
1、针对以上问题,本实用新型设计了一种扰流板自动打磨系统,通过双向打磨头、多档变速设计,可有效提高扰流板打磨效率和成品率。
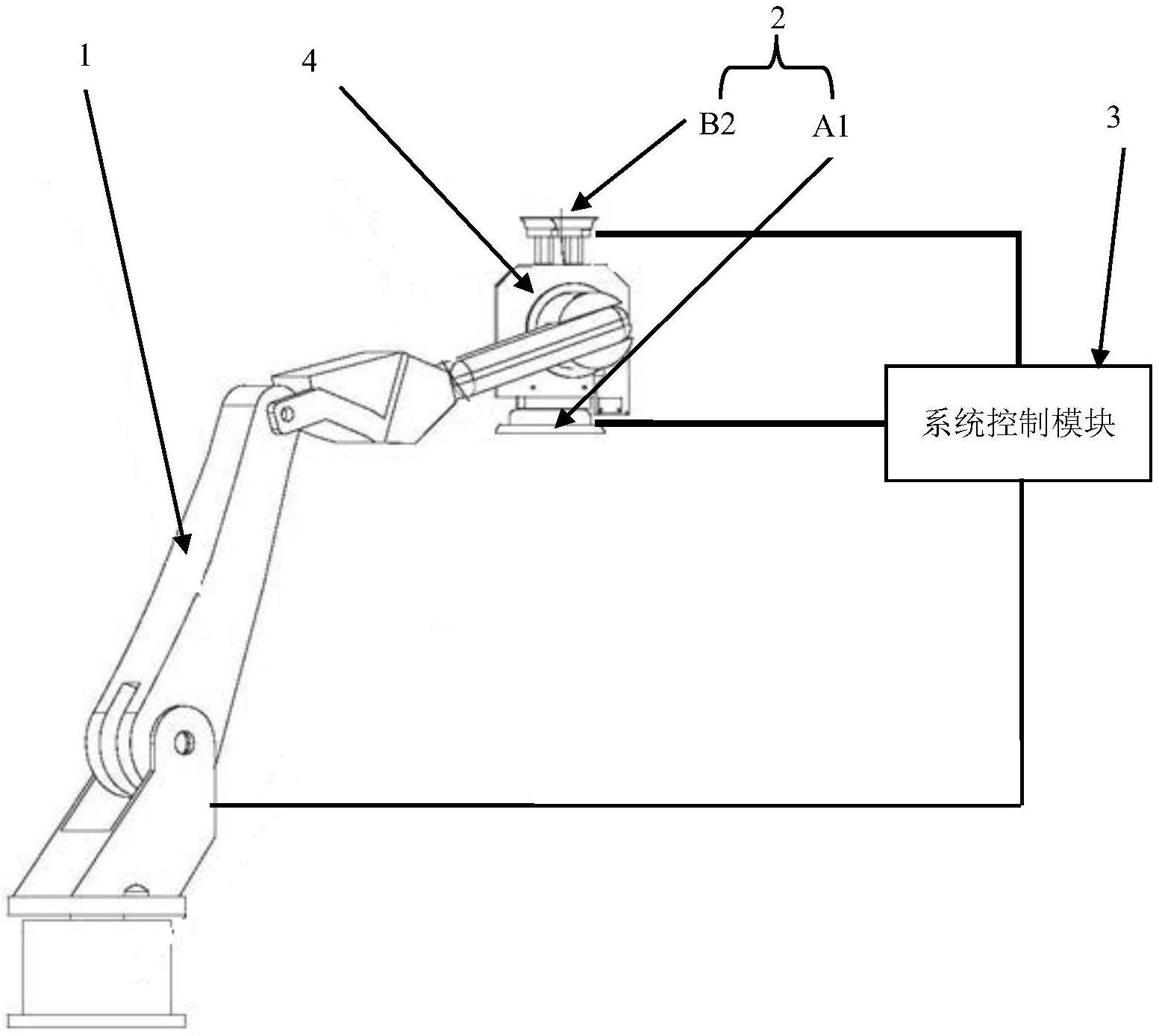
2、本实用新型设计的一种扰流板自动打磨系统,包括机械臂、双向打磨头、系统控制模块、压力传感器,其特征在于,所述双向打磨头包括第一打磨头和第二打磨头,所述双向打磨头安装于机械臂上,所述系统控制模块包括气路控制模块或打磨头电机控制模块,所述系统控制模块实现机械臂的运动控制、打磨头切换与旋转控制;所述气路控制模块包括分离器、调压通道调压阀、调压通道电磁换向阀和输出通道电磁换向阀,实现打磨速度调节;所述调压通道调压阀和调压通道电磁换向阀一一对应形成调压组合;所述压力传感器安装于机械臂或打磨头上,一般安装于打磨头砂纸的背面轴向连接的非旋转部位,感应打磨头与扰流板间接触压力。
3、对于气路控制打磨头转速的系统,所述扰流板自动打磨系统利用机械臂/机器人编程、通过调压阀和电磁换向阀的组合控制实现输出变速,一般可选择高、中、低三种气压压力,来实现快、中、慢三档不同的打磨头转速。应对复杂的塑件表面,在打磨程序中可根据塑件情况,选择不同的转速,来实现打磨效果的一致性。
4、对于电机控制打磨头转速的系统,所述扰流板自动打磨系统利用机械臂编程和/或plc编程、通过对电机输出电流或电压控制,实现对打磨头转速的控制。
5、进一步的,所述调压通道调压阀包括第一调压阀、第二调压阀、第三调压阀,所述调压通道电磁换向阀包括第一电磁换向阀、第二电磁换向阀、第三电磁换向阀,所述输出通道电磁换向阀包括第五电磁换向阀,从进气端进气经分离器通过气路分别连接到第一调压阀、第二调压阀、第三调压阀后,再各自接到第一电磁换向阀、第二电磁换向阀、第三电磁换向阀的p端,即输入端,气路经第一电磁换向阀、第二电磁换向阀、第三电磁换向阀然后同步接入第五电磁换向阀的p端,所述电磁换向阀的通断由abb机器人的io板通过程序控制,所述第五电磁换向阀第一通道、第二通道输出气路分别对应连接第一打磨头和第二打磨头的气动驱动管路。所述第一调压阀与第一电磁换向阀、第二调压阀与第二电磁换向阀、第三调压阀与第三电磁换向阀分别形成一一对应的调压组合;三个调压组合分别实现高、中、低三种气压压力,对应快、中、慢三档打磨速度。
6、进一步的,所述第一电磁换向阀、第二电磁换向阀、第三电磁换向阀包括2位3通电磁换向阀,所述第五电磁换向阀包括3位5通电磁换向阀。
7、进一步的,所述第一调压阀、第二调压阀、第三调压阀包括电磁调压阀,所述分离器包括一进三出电磁分流阀。
8、所述分离器还包括油水分离器。
9、进一步的,所述第一打磨头安装粗砂纸,所述第二打磨头安装细砂纸。
10、对基于气路控制的扰流板自动打磨系统,其自动打磨方法包括如下步骤:
11、s1、硬件功能配置:将每个调压阀设置为固定压力,对应固定的打磨速度;
12、s2、预置调速子程序:设置3档打磨速度的子程序,将调压阀和电磁换向阀对应组合之一的io输出置为1,其余组合io输出复位为0,如此便可打开对应的气路至输出通道电磁换向阀;
13、s3、确定基本打磨流程:根据待打磨扰流板类型,确定待打磨扰流板打磨点位置、打磨顺序和各点基本打磨速度、打磨时长、打磨力,不同汽车扰流板打磨操作时的打磨点位、各点位打磨速度、打磨时长、打磨力均有基本配置参数,称之为基本打磨流程;所述基本打磨流程的打磨参数根据经验和实际打磨试验确定,一旦确定,该型扰流板均可按此流程参数进行打磨,打磨效率高、成品率也高;
14、s4、打磨操作:按照既定流程,根据当前打磨点位的打磨需求执行打磨操作,逐点进行打磨。
15、进一步的,所述打磨操作包括:
16、s41、切换打磨头;
17、s42、控制机械臂运动到预定位置,打磨头切换完成后,根据预定的打磨力,控制机械臂运动将打磨头靠紧对应的打磨点;
18、s43、调用预置的调速子程序,打开对应的调压阀和电磁换向阀;
19、s44、打开输出通道电磁换向阀对应的打磨头通道,按照预定的打磨速度、打磨时长执行打磨命令,一般一个点位打磨完毕后,机械臂运动到下一打磨点位置,继续执行打磨操作;
20、进一步的,所述切换打磨头包括根据用户粗打磨或精打磨需求,即执行粗打磨或精打磨的需求,旋转机械臂将对应的第一打磨头或第二打磨头朝向并靠近待打磨的点位。
21、进一步的,所述打开输出通道电磁换向阀对应的打磨头通道,即切换第五电磁换向阀通道连接方式,包括将第五电磁换向阀的第一通道置为1,对应的第二通道则复位为0,即第一通道导通、第二通道截止,第一打磨头按预定速度旋转,执行打磨操作;或将第五电磁换向阀的第二通道置为1,对应的第一通道则复位为0,即第二通道导通、第一通道截止,第二打磨头按预定速度旋转,执行打磨操作;或将第五电磁换向阀的第一通道、第二通道均置为0,即关闭第五电磁换向阀,停止打磨操作。
22、进一步的,所述打磨力在5n~30n之间设置,所述打磨力典型设置值包括5n、10n、12n、20n或30n,机械臂按照设定的打磨力进行恒压力打磨,所述恒压力打磨包括将设置在机械臂或打磨头上的压力传感器感应的打磨头与扰流板间接触压力控制为恒定值,一般误差在1n范围内;当压力小于设置值时,机械臂驱动打磨头靠近扰流板;当压力大于设置值时,机械臂驱动打磨头远离扰流板。
23、进一步的,所述单点单次打磨时长在0.01s至2s之间任意设置,典型设置值包括0.01s、0.04s、0.06s、0.1s、2s。
24、进一步的,所述电机控制模块包括一台可调速电机,所述可调速电机通过传动切换装置连接第一打磨头和第二打磨头,通过程序指令和传动切换装置控制单个打磨头按预定速度旋转。
25、进一步的,所述电机控制模块包括2台可调速电机,通过传动装置分别连接第一打磨头和第二打磨头,通过指令控制单台电机控制单个打磨头按预定速度旋转。
26、进一步的,所述可调速电机设置若干档固定调节速度。
27、对基于电机控制的扰流板自动打磨系统,同基于气路控制的扰流板自动打磨系统相比,不同之处在于通过控制打磨头电机传动切换控制对应的打磨头旋转,通过控制电机输入电流或电压控制电机转速,从而控制打磨头转速,其他控制方法与流程二者一致。
28、本实用新型的优点和有益效果在于:本实用新型所设计的一种扰流板自动打磨系统,基于气路控制或电机控制打磨头转速,改进了汽车扰流板传统手工打磨和单头单速打磨的效率和成品率不足问题,还可降低砂纸消耗,提高其使用寿命。
- 还没有人留言评论。精彩留言会获得点赞!