一种可以改善玻璃台阶印的磨头的制作方法
本技术涉及玻璃打磨,具体涉及一种可以改善玻璃台阶印的磨头。
背景技术:
1、随着通信领域的高速发展,电子产品已成为人们必不可少的娱乐和通信工具,电子产品盖板也是花样百出,现有的手机玻璃盖板的加工包括开料、精加工、扫光、平磨、清洗、强化、研磨、清洗、丝印和检测等步骤,而对于玻璃盖板的打磨需要采用cnc,而现有的玻璃盖板在cnc磨头加工时会在外形留下台阶印。
技术实现思路
1、为了克服现有技术中存在的缺点和不足,本实用新型的目的在于提供一种可以改善玻璃台阶印的磨头。
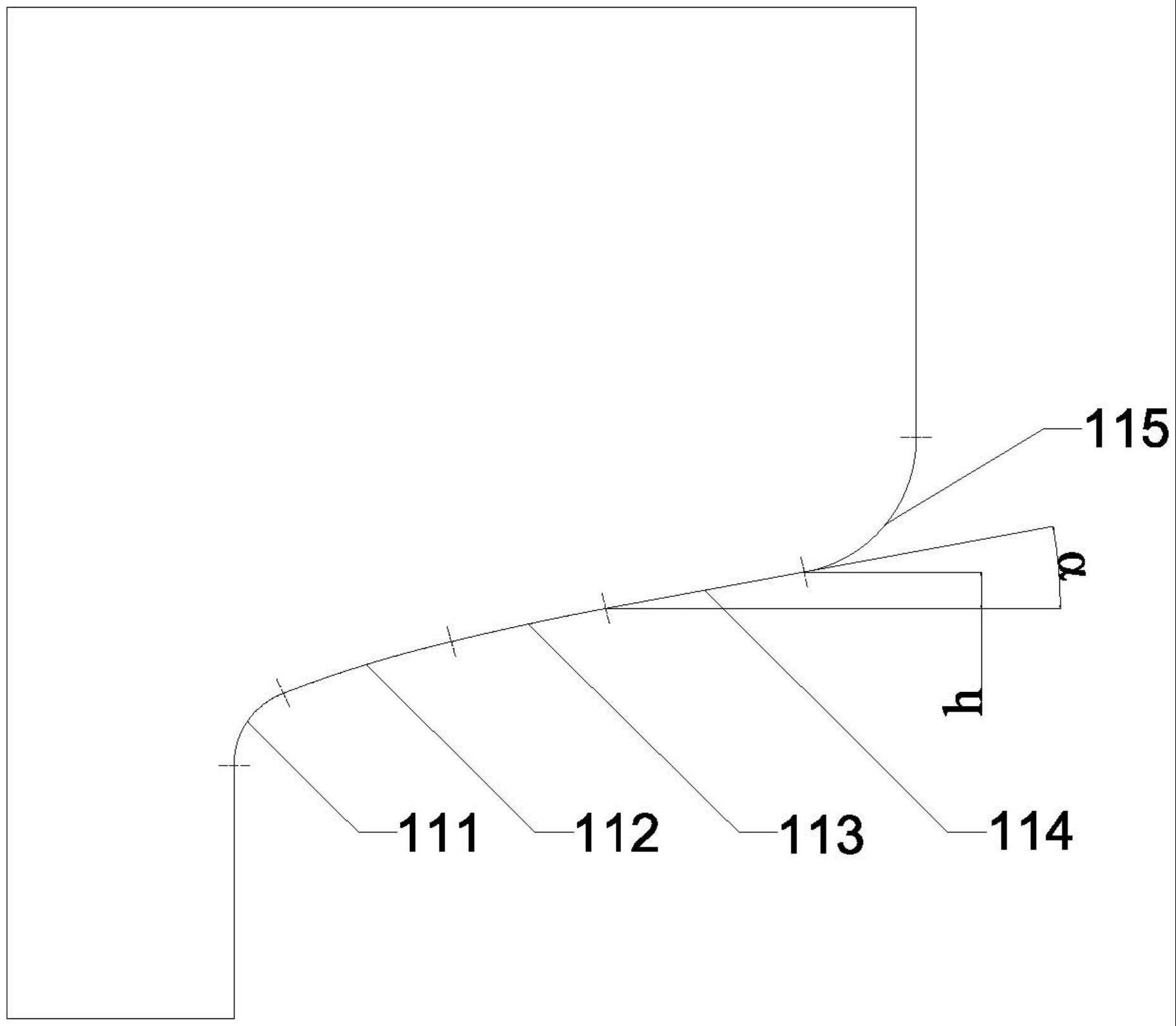
2、本实用新型的目的通过下述技术方案实现:一种可以改善玻璃台阶印的磨头,包括磨头本体和固定于磨头本体顶部的固定轴,磨头本体的外侧壁从上往下依次开设有弧面精修打磨槽、外形精修打磨槽、弧面开粗打磨槽和凹槽精修打磨槽,所述弧面精修打磨槽的外廓线包括从下往上依次连接的第一圆弧段、第二圆弧段、第三圆弧段、直线段和第四圆弧段,直线段的倾斜角度为10-12°,直线段两端的高度差为0.07-0.09cm。
3、进一步的,所述第一圆弧段的圆弧半径为0.15-0.20cm,圆弧角度为90°;所述第二圆弧段的圆弧半径为2.5-3.0cm,圆弧角度为8°;所述第三圆弧段的圆弧半径为6.0-7.0cm,圆弧角度为3°;所述第四圆弧段的圆弧半径为0.25-0.35cm,圆弧角度为90°。
4、进一步的,所述固定轴的中部开设有环形边槽。
5、进一步的,所述固定轴的直径为6.5-7.5mm,所述环形边槽的内径为5.5-6.5mm;固定轴的高度为36-40cm,所述磨头本体的高度为15-18cm。
6、进一步的,所述外形精修打磨槽包括从上往下依次设置的第一外形精修打磨槽、第二外形精修打磨槽和第三外形精修打磨槽。
7、进一步的,所述第一外形精修打磨槽、第二外形精修打磨槽和第三外形精修打磨槽两侧的外侧壁均设置有第一倒角,所述凹槽精修打磨槽两侧的外侧壁均设置有第二倒角;
8、进一步的,所述弧面精修打磨槽、外形精修打磨槽、弧面开粗打磨槽和凹槽精修打磨槽的内侧面均镀有粒度为1200目的金刚砂。
9、进一步的,所述外形精修打磨槽与弧面开粗打磨槽之间设置有外形开粗打磨面。
10、进一步的,所述凹槽精修打磨槽的底部设置有凹槽开粗打磨面。
11、进一步的,所述外形开粗打磨面、凹槽开粗打磨面的外侧面均镀有粒度为500目的金刚砂。
12、本实用新型的有益效果在于:本实用新型的磨头通过将直线段的倾斜角度控制在10-12°,直线段两端的高度差控制在0.07-0.09cm,彻底改善了cnc磨头加工出来后的玻璃盖板有台阶印的问题,提高了cnc的加工良率。
技术特征:
1.一种可以改善玻璃台阶印的磨头,包括磨头本体和固定于磨头本体顶部的固定轴,磨头本体的外侧壁从上往下依次开设有弧面精修打磨槽、外形精修打磨槽、弧面开粗打磨槽和凹槽精修打磨槽,其特征在于:所述弧面精修打磨槽的外廓线包括从下往上依次连接的第一圆弧段、第二圆弧段、第三圆弧段、直线段和第四圆弧段,直线段的倾斜角度为10-12°,直线段两端的高度差为0.07-0.09cm。
2.根据权利要求1所述的一种可以改善玻璃台阶印的磨头,其特征在于:所述第一圆弧段的圆弧半径为0.15-0.20cm,圆弧角度为90°;所述第二圆弧段的圆弧半径为2.5-3.0cm,圆弧角度为8°;所述第三圆弧段的圆弧半径为6.0-7.0cm,圆弧角度为3°;所述第四圆弧段的圆弧半径为0.25-0.35cm,圆弧角度为90°。
3.根据权利要求1所述的一种可以改善玻璃台阶印的磨头,其特征在于:所述固定轴的中部开设有环形边槽。
4.根据权利要求3所述的一种可以改善玻璃台阶印的磨头,其特征在于:所述固定轴的直径为6.5-7.5mm,所述环形边槽的内径为5.5-6.5mm;固定轴的高度为36-40cm,所述磨头本体的高度为15-18cm。
5.根据权利要求1所述的一种可以改善玻璃台阶印的磨头,其特征在于:所述外形精修打磨槽包括从上往下依次设置的第一外形精修打磨槽、第二外形精修打磨槽和第三外形精修打磨槽。
6.根据权利要求5所述的一种可以改善玻璃台阶印的磨头,其特征在于:所述第一外形精修打磨槽、第二外形精修打磨槽、第三外形精修打磨槽和凹槽精修打磨槽两侧的外侧壁均设置有倒角。
7.根据权利要求1所述的一种可以改善玻璃台阶印的磨头,其特征在于:所述弧面精修打磨槽、外形精修打磨槽、弧面开粗打磨槽和凹槽精修打磨槽的内侧面均镀有粒度为1200目的金刚砂。
8.根据权利要求1所述的一种可以改善玻璃台阶印的磨头,其特征在于:所述外形精修打磨槽与弧面开粗打磨槽之间设置有外形开粗打磨面。
9.根据权利要求8所述的一种可以改善玻璃台阶印的磨头,其特征在于:所述凹槽精修打磨槽的底部设置有凹槽开粗打磨面。
10.根据权利要求9所述的一种可以改善玻璃台阶印的磨头,其特征在于:所述外形开粗打磨面、凹槽开粗打磨面的外侧面均镀有粒度为500目的金刚砂。
技术总结
本技术涉及玻璃打磨技术领域,具体涉及一种可以改善玻璃台阶印的磨头,包括磨头本体和固定于磨头本体顶部的固定轴,磨头本体的外侧壁从上往下依次开设有弧面精修打磨槽、外形精修打磨槽、弧面开粗打磨槽和凹槽精修打磨槽,所述弧面精修打磨槽的外廓线包括从下往上依次连接的第一圆弧段、第二圆弧段、第三圆弧段、直线段和第四圆弧段,直线段的倾斜角度为10‑12°,直线段两端的高度差为0.07‑0.09cm。本技术的磨头通过将直线段的倾斜角度控制在10‑12°,直线段两端的高度差控制在0.07‑0.09cm,彻底改善了CNC磨头加工出来后的玻璃盖板有台阶印的问题,提高了CNC的加工良率。
技术研发人员:徐仕立
受保护的技术使用者:东莞市晶博光电股份有限公司
技术研发日:20230112
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!