一种用于输入轴齿轮的热处理工装的制作方法
本技术涉及齿轮热处理加工,具体涉及一种用于输入轴齿轮的热处理工装。
背景技术:
1、工业机器人是面向工业领域的多关节机械手或多自由度的机器装置,它能自动执行工作,是靠自身动力和控制能力来实现各种功能的一种机器。工业机器人由主体、驱动系统和控制系统三个基本部分组成。
2、输入轴齿轮为工业机器人驱动系统中一种常用的动力传输零件,如图1~2所示的输入轴齿轮a,包括齿轮部a-1和由齿轮部a-1的上端面中心向上方延伸的轴体a-2,齿轮部a-1内部具有开口向下的槽孔a-1-1,轴体a-2内部具有沿轴线方向的中心孔a-2-1,槽孔a-1-1上端与中心孔a-2-1下端贯通相接,并且槽孔a-1-1的内径大于中心孔a-2-1的内径。在上述输入轴齿轮a的加工过程中,需要对其进行热处理加工以改变材料表面或内部的化学成分与组织,最终达到满足要求的力学性能指标。
3、目前,上述输入轴齿轮的热处理加工操作主要包括以下两种方式:(1)将若干输入轴齿轮的齿轮部直接平铺摆放于热处理装置的炉膛中,热处理加工结束后,将输入轴齿轮从热处理装置的炉膛中取出;(2)将若干输入轴齿轮的齿轮部平铺摆放于水平托盘上,然后将承载有输入轴齿轮的水平托盘放置于热处理装置的炉膛中,热处理加工结束后,将承载有输入轴齿轮的水平托盘从热处理装置的炉膛中取出。上述两种操作方式存在问题在于:第一种操作方式,输入轴齿轮在热处理装置的炉膛中摆放效率低下,严重制约输入轴齿轮的热处理加工效率,并且无法保证输入轴齿轮的整体热处理质量,并且相邻输入轴齿轮之间的距离不易控制,从而无法保证输入轴齿轮的热处理加工效率;第二种操作方式,在使用水平托盘转运输入轴齿轮的过程中,输入轴齿轮容易发生移位,从而相邻输入轴齿轮上的齿轮部容易发生碰撞导致齿牙受损,次品率较高。
技术实现思路
1、本实用新型的目的在于,克服现有技术中存在的缺陷,提供一种用于输入轴齿轮的热处理工装,通过将待热处理加工的输入轴齿轮的齿轮部套接安装于支撑板上的圆形垫块上,然后将承载有待热处理加工的输入轴齿轮的工装转运至热处理加工装置的炉膛内部,加热处理结束后,将承载有输入轴齿轮成品的工装从热处理加工装置的炉膛内取出,整个热处理加工操作过程中输入轴齿轮始终套接安装于支撑板上的圆形垫块上,有效避免由于位移导致相邻输入轴齿轮的齿轮部间发生碰撞,确保了产品合格率;其中,装载和卸载输入轴齿轮可以在符合人体工程学的装载工作台上操作,从而显著提高输入轴齿轮的装载和卸载效率,相邻输入轴齿轮间的间隙恒定,从而确保了输入轴热处理加工过程中的受热均匀性,进而确保了产品的整体热处理加工质量;本实用新型工装,可以根据待热处理加工的输入轴齿轮的齿轮部外径灵活调节圆形垫块在支撑板上的安装位置,从而确保了该工装的灵活适用性。
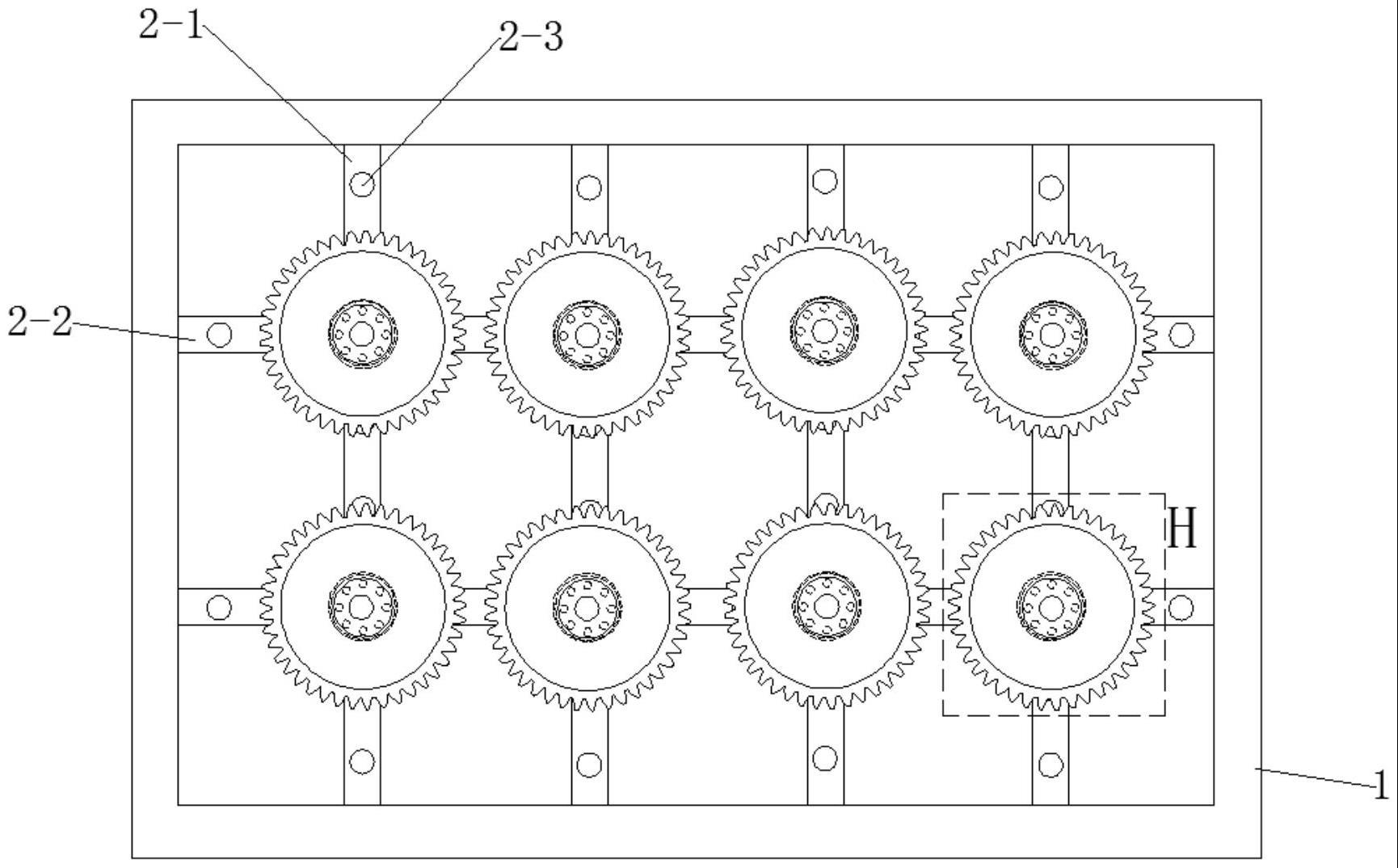
2、为实现上述目的,本实用新型的技术方案是设计一种用于输入轴齿轮的热处理工装,包括底框,所述的底框内部水平间隔固设有若干支撑板,若干所述的支撑板上沿长度方向间隔开设有若干竖直贯穿板体的插孔,还包括若干圆形垫块,所述的圆形垫块下端面固设有垂直向下延伸的销柱,所述的销柱与所述的插孔相适配,所述的圆形垫块通过销柱和插孔插接安装于支撑板的上端面,圆形垫块的外径略小于输入轴齿轮上槽孔的内径、圆形垫块的高度略小于输入轴齿轮上槽孔的深度。
3、本实用新型的一种用于输入轴齿轮的热处理工装,通过将待热处理加工的输入轴齿轮的齿轮部套接安装于支撑板上的圆形垫块上,然后将承载有待热处理加工的输入轴齿轮的工装转运至热处理加工装置的炉膛内部,加热处理结束后,将承载有输入轴齿轮成品的工装从热处理加工装置的炉膛内取出,整个热处理加工操作过程中输入轴齿轮始终套接安装于支撑板上的圆形垫块上,有效避免由于位移导致相邻输入轴齿轮的齿轮部间发生碰撞,确保了产品合格率,相邻输入轴齿轮间的间隙恒定,从而确保了输入轴热处理加工过程中的受热均匀性,进而确保了产品的整体热处理加工质量;其中,装载和卸载输入轴齿轮可以在符合人体工程学的装载工作台上操作,从而显著提高输入轴齿轮的装载和卸载效率;本实用新型工装,可以根据待热处理加工的输入轴齿轮的齿轮部外径灵活调节圆形垫块在支撑板上的安装位置,从而确保了该工装的灵活适用性。
4、优选的技术方案是,所述的底框为矩形框体结构,所述的支撑板包括若干纵向支撑板和若干横向支撑板,若干所述的纵向支撑板和若干所述的横向支撑板间隔交错固设于所述的底框内部。底框和支撑板的结构设计布局合理,确保了本实用新型热处理工装的普适性和制备实施可行性。
5、进一步优选的技术方案还有,所述的圆形垫块的外周侧环向间隔开设有若干竖直通孔。竖直通孔可以使热量可以快速均匀地传递到输入轴齿轮的齿轮部,确保了输入轴齿轮的整体热处理加工效率和质量。
6、进一步优选的技术方案还有,所述的圆形垫块的外径设为φ2,输入轴齿轮上槽孔的内径设为φ1,φ1-φ2=d,则d为3~5mm。圆形垫块的外径和输入轴齿轮上槽孔的内径相差3~5mm,确保了输入轴齿轮上齿轮部套接安装于圆形垫块上的顺畅性,同时有效避免输入轴齿轮在圆形垫块上发生剧烈晃动,确保了使用本实用新型转运输入轴齿轮过程中的安全性。
7、进一步优选的技术方案还有,所述的插孔的内径为10~20mm,所述的竖直通孔的内径为10~16mm。
8、本实用新型的优点和有益效果在于:
9、1、本实用新型的一种用于输入轴齿轮的热处理工装,通过将待热处理加工的输入轴齿轮的齿轮部套接安装于支撑板上的圆形垫块上,然后将承载有待热处理加工的输入轴齿轮的工装转运至热处理加工装置的炉膛内部,加热处理结束后,将承载有输入轴齿轮成品的工装从热处理加工装置的炉膛内取出,整个热处理加工操作过程中输入轴齿轮始终套接安装于支撑板上的圆形垫块上,有效避免由于位移导致相邻输入轴齿轮的齿轮部间发生碰撞,确保了产品合格率,相邻输入轴齿轮间的间隙恒定,从而确保了输入轴热处理加工过程中的受热均匀性,进而确保了产品的整体热处理加工质量;其中,装载和卸载输入轴齿轮可以在符合人体工程学的装载工作台上操作,从而显著提高输入轴齿轮的装载和卸载效率;本实用新型工装,可以根据待热处理加工的输入轴齿轮的齿轮部外径灵活调节圆形垫块在支撑板上的安装位置,从而确保了该工装的灵活适用性。
10、2、所述的圆形垫块的外周侧环向间隔开设有若干竖直通孔。竖直通孔可以使热量可以快速均匀地传递到输入轴齿轮的齿轮部,确保了输入轴齿轮的整体热处理加工效率和质量。
11、3、所述的圆形垫块的外径设为φ2,输入轴齿轮上槽孔的内径设为φ1,φ1-φ2=d,则d为3~5mm。圆形垫块的外径和输入轴齿轮上槽孔的内径相差3~5mm,确保了输入轴齿轮上齿轮部套接安装于圆形垫块上的顺畅性,同时有效避免输入轴齿轮在圆形垫块上发生剧烈晃动,确保了使用本实用新型转运输入轴齿轮过程中的安全性。
技术特征:
1.一种用于输入轴齿轮的热处理工装,其特征在于,包括底框(1),所述的底框(1)内部水平间隔固设有若干支撑板(2),若干所述的支撑板(2)上沿长度方向间隔开设有若干竖直贯穿板体的插孔(2-3),还包括若干圆形垫块(3),所述的圆形垫块(3)下端面固设有垂直向下延伸的销柱(3-1),所述的销柱(3-1)与所述的插孔(2-3)相适配,所述的圆形垫块(3)通过销柱(3-1)和插孔(2-3)插接安装于支撑板(2)的上端面,圆形垫块(3)的外径略小于输入轴齿轮(a)上槽孔(a-1-1)的内径、圆形垫块(3)的高度略小于输入轴齿轮(a)上槽孔(a-1-1)的深度。
2.如权利要求1所述的用于输入轴齿轮的热处理工装,其特征在于,所述的底框(1)为矩形框体结构,所述的支撑板(2)包括若干纵向支撑板(2-1)和若干横向支撑板(2-2),若干所述的纵向支撑板(2-1)和若干所述的横向支撑板(2-2)间隔交错固设于所述的底框(1)内部。
3.如权利要求2所述的用于输入轴齿轮的热处理工装,其特征在于,所述的圆形垫块(3)的外周侧环向间隔开设有若干竖直通孔(3-2)。
4.如权利要求3所述的用于输入轴齿轮的热处理工装,其特征在于,所述的圆形垫块(3)的外径设为φ2,输入轴齿轮(a)上槽孔(a-1-1)的内径设为φ1,φ1-φ2=d,则d为3~5mm。
5.如权利要求4所述的用于输入轴齿轮的热处理工装,其特征在于,所述的插孔(2-3)的内径为10~20mm,所述的竖直通孔(3-2)的内径为10~16mm。
技术总结
本技术公开了一种用于输入轴齿轮的热处理工装,包括底框,底框内部水平间隔固设有若干支撑板,支撑板上开设有若干竖直贯穿板体的插孔,还包括若干圆形垫块,圆形垫块下端面固设有垂直向下延伸的销柱,圆形垫块通过销柱和插孔插接安装于支撑板的上端面,圆形垫块的外径略小于输入轴齿轮上槽孔的内径、圆形垫块的高度略小于输入轴齿轮上槽孔的深度。本技术的热处理工装,整个热处理加工操作过程中输入轴齿轮始终套接安装于支撑板上的圆形垫块上,有效避免由于位移导致相邻输入轴齿轮的齿轮部间发生碰撞,确保产品合格率和产品质量;装载和卸载输入轴齿轮可以在符合人体工程学的装载工作台上操作,显著提高输入轴齿轮的装载和卸载效率。
技术研发人员:殷和平,殷敏洁,沈志强,张智瀚,陈志豪
受保护的技术使用者:常州新区河海热处理工程有限公司
技术研发日:20230222
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!