一种连接器毛坯的压铸模具的制作方法
本技术涉及压铸件加工领域,具体涉及一种连接器毛坯的压铸模具。
背景技术:
1、防爆控制箱,就是指有防爆功能的一类配电箱,主要适用于爆炸性危险环境中。主要包括用于控制照明系统的照明配电箱和用于控制动力系统,广泛用于煤矿瓦斯外暴炸性气体环境。在tybxk10-k防爆型控制箱中,控制箱壳体上固定有连接器,连接器形成接线端子口用于连接接线端子。其中连接器主要包括有螺纹套和固定在螺纹套一侧的两处对称连接柱,在每处连接柱上还设置有向连接孔。目前的连接器为保证其使用性能,一般采用锻铝加工成型,对圆柱形的铝段进行加工,其加工成本高,金属利用率低,费工又费时。例如,现有的连接器成品件的重量为0.0217kg,采用锻铝加工成型时的毛坯重量为0.1129kg,生产一个连接器的加工成本较高。因此,有必要提出一种成本更低的连接器毛坯的压铸模具。
技术实现思路
1、针对现有技术的上述不足,本实用新型提供了一种成本更低的连接器毛坯的压铸模具。
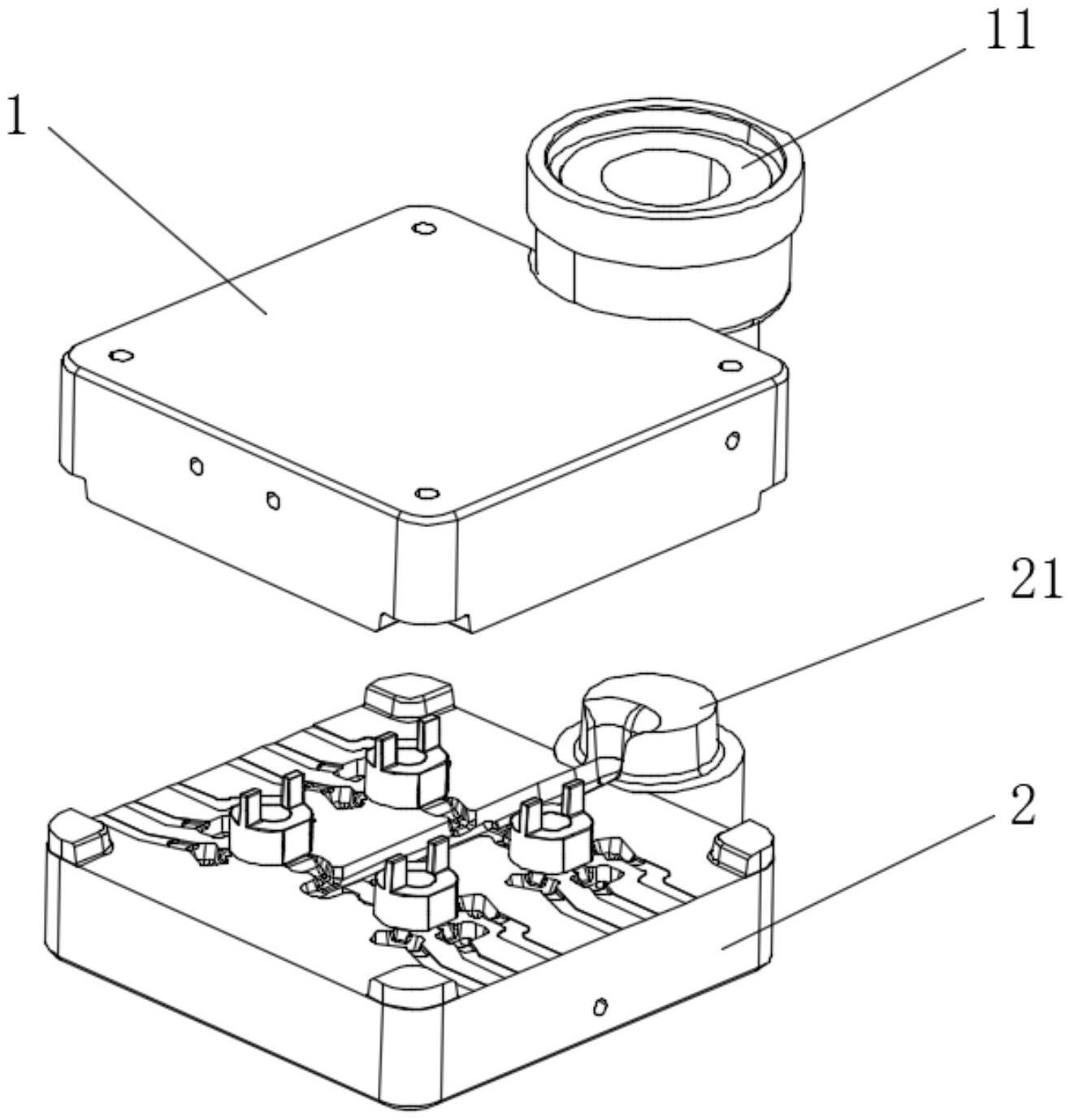
2、为达到上述发明目的,本实用新型所采用的技术方案为:包括有上模具和下模具,上模具上设置有上模浇道和若干上成型腔,下模具上设置有下模浇道和若干下成型腔,上成型腔与下成型腔对应设置;上模浇道与下模浇道插接固定;上模浇道中设置有浇筑通道,下模浇道设置有主流道导口,下模具上设置有主流道,浇筑通道、主流道导口与主流道连通;若干下成型腔与主流道通过分流道连接。
3、进一步地,每处下成型腔外部还设置有若干渣包,若干渣包与上成型腔连通,渣包还连接有排气槽,排气槽与下模具外部连通。
4、进一步地,每处下成型腔的外围设置有若干脱模顶针孔,脱模顶针孔内设置有顶针;主流道和分流道也设置有若干脱模顶针孔和若干顶针。
5、进一步地,上模浇道呈套筒状,上模浇道上设置有插接凸起部,主流道导口设置在插接凸起部上。
6、进一步地,上模具的四角处设置有上角定位槽,下模具上设置有与上角定位槽上配合的下角定位凸起。
7、进一步地,还包括有定模具和动模具,定模具上设置有安装上模具的凹槽,动模具上设置有安装下模具的凹槽。
8、进一步地,动模具的四角处分别设置有定位导向柱,定模具上设置有与定位导向柱配合的导向柱孔。
9、进一步地,若干排气槽均设置有拐角。
10、本实用新型的有益效果为:
11、本实用新型的上模具和下模具采用在底平面上搭边垂直进料的方式,上模浇道和下模浇道组成进浇通道,有利于将模具型腔中的气体排出,得到内部组织致密的铸件。
12、本实用新型的在铸件的最后充填部位设置渣包和排气槽,有利于将型腔中的氧化夹渣物导流至渣包中,以及及时排出充填过程产生的气体,保证铸件得到轮廓清晰、内部质量好的连接器毛坯。
13、本实用新型采用压铸时获得的连接器毛坯件的重量为0.0313kg。将连接器的外形铸出基本雏形的连接器毛坯3,每面设置0.5mm的加工余量,这样极大的节约了大量的铝合金材料,减少了加工费用,提高了生产率。从重量上看,原来的生产工艺材料重量是0.1129kg,用压铸毛坯生产零件重量只有0.0313kg,两者相差0.1129-0.0313=0.0816kg,节约0.0816/0.1129=72.276%,大大节省了连接器的生产材料,降低了生产制造成本。
技术特征:
1.一种连接器毛坯的压铸模具,其特征在于,包括有上模具(1)和下模具(2),所述上模具(1)上设置有上模浇道(11)和若干上成型腔(13),所述下模具(2)上设置有下模浇道(21)和若干下成型腔(23),所述上成型腔(13)与所述下成型腔(23)对应设置;所述上模浇道(11)与所述下模浇道(21)插接固定;
2.根据权利要求1所述的连接器毛坯的压铸模具,其特征在于,每处所述下成型腔(23)外部还设置有若干渣包(27),若干所述渣包(27)与所述上成型腔(13)连通,所述渣包(27)还连接有排气槽(28),所述排气槽(28)与所述下模具(2)外部连通。
3.根据权利要求1所述的连接器毛坯的压铸模具,其特征在于,每处所述下成型腔(23)的外围设置有若干脱模顶针孔(29),所述脱模顶针孔(29)内设置有顶针。
4.根据权利要求1所述的连接器毛坯的压铸模具,其特征在于,所述上模浇道(11)呈套筒状,所述上模浇道(11)上设置有插接凸起部,所述主流道导口(24)设置在所述插接凸起部上。
5.根据权利要求1所述的连接器毛坯的压铸模具,其特征在于,所述上模具(1)的四角处设置有上角定位槽(12),所述下模具(2)上设置有与所述上角定位槽(12)上配合的下角定位凸起(22)。
6.根据权利要求1所述的连接器毛坯的压铸模具,其特征在于,还包括有定模具(4)和动模具(5),所述定模具(4)上设置有安装所述上模具(1)的凹槽,所述动模具(5)上设置有安装下模具(2)的凹槽。
7.根据权利要求6所述的连接器毛坯的压铸模具,其特征在于,所述动模具(5)的四角处分别设置有定位导向柱(6),所述定模具(4)上设置有与所述定位导向柱(6)配合的导向柱孔。
8.根据权利要求2所述的连接器毛坯的压铸模具,其特征在于,若干所述排气槽(28)均设置有拐角。
技术总结
本技术公开了一种连接器毛坯的压铸模具,包括有上模具和下模具,上模具上设置有上模浇道和若干上成型腔,下模具上设置有下模浇道和若干下成型腔,上成型腔与下成型腔对应设置;上模浇道与下模浇道插接固定;上模浇道中设置有浇筑通道,下模浇道设置有主流道导口,下模具上设置有主流道,浇筑通道、主流道导口与主流道连通;若干下成型腔与主流道通过分流道连接。本技术的上模具和下模具采用在底平面上搭边垂直进料的方式,上模浇道和下模浇道组成进浇通道,有利于将模具型腔中的气体排出,得到内部组织致密的铸件。
技术研发人员:吴虹
受保护的技术使用者:成都卫达机械制造有限公司
技术研发日:20230224
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!